一些常用刀具使用参数的参考值
雕刻刀具参数表

刀具工艺参数表——黄铜的加工参数下图为计算刀具路径时的“设定切削用量”对话框,根据当前所用刀具正确查取刀具工艺表格,对应图中的“吃刀深度”即最大单边切深度、“开槽深度”即一次开槽深度、“路径间距”即侧向进给,分别输入加工参数值。
最大单边切削深一次开槽深度侧向进给表一:20○系列刀具开粗加工黄铜材料的工艺参数表表二:20○系列刀具修边加工黄铜材料的工艺参数表表三:20○系列刀具清角加工黄铜材料的工艺参数表表四:10○系列刀具开粗加工黄铜材料的工艺参数表表五:10○系列刀具修边加工黄铜材料的工艺参数表表六:10○系列刀具清角加工黄铜材料的工艺参数表表七:30○系列刀具修边加工黄铜材料的工艺参数表表八:30○系列刀具清角加工黄铜材料的工艺参数表表九:使用螺纹铣刀开粗加工黄铜时的工艺参数表使用螺纹铣刀开粗是充分利用螺纹铣刀的侧向切削能力强的优势,从实际加工的现象来看是:吃刀深度大,侧向进给量小,进给速度大,整体的材料去除量大,加工效率大幅度提高,这种加工方式称为:“大吃深,少吃料,快进给”。
螺纹铣刀不但加工效率高,而且刀具比较耐用,加工的底面效果好,尺寸精度容易保证。
紫铜的加工参数表一:20○系列刀具开粗加工紫铜材料的工艺参数表表二:20○系列刀具修边加工紫铜材料的工艺参数表表三:20○系列刀具清角加工紫铜材料的工艺参数表表四:30○系列刀具修边加工紫铜材料的工艺参数表表五:30○系列刀具清角加工紫铜材料的工艺参数表表六:使用螺纹铣刀进行紫铜开粗加工时的工艺参数铬钢的加工参数表一:20○系列刀具开粗加工铬钢材料的工艺参数表表二:20系列刀具修边加工铬钢材料的工艺参数表表三:20○系列刀具清角加工铬钢材料的工艺参数表表四:30○系列刀具修边加工铬钢材料的工艺参数表表五:30○系列刀具清角加工铬钢材料的工艺参数表表六:使用螺纹铣刀进行铬钢开粗加工时的工艺参数切削线速度切削线速度计算公式: V=πDN其中N是主轴转速,D是刀具直径。
常用刀具的切削参数

附录2 常用刀具的切削参数附录2-1 硬质合金车刀粗车外圆及端面的进给量背吃刀量p a /mm≤3 >3~5 >5~8 >8~12>12工件材料车刀刀杆尺寸 B ×H /mm工件直径 d /mm 进给量f /mm·r –116×2520 4060 100 400 0.3~0.4 0.4~0.5 0.5~0.7 0.6~0.9 0.8~1.2 — 0.3~0.4 0.4~0.6 0.5~0.6 0.7~1.0 — — 0.3~0.5 0.5~0.6 0.6~0.8 — — — 0.4~0.5 0.5~0.6 — — — — — 碳素钢、合金钢、耐热钢20×30 25×2520 40 60 100 400 0.3~0.4 0.4~0.5 0.5~0.7 0.8~1.0 1.2~1.4 — 0.3~0.4 0.5~0.7 0.7~0.9 1.0~1.2 — — 0.4~0.6 0.5~0.7 0.8~1.0 — — — 0.4~0.7 0.6~0.9 — — — — 0.4~0.6 16×254060 100 400 0.4~0.5 0.5~0.8 0.8~1.2 1.0~1.4 — 0.5~0.8 0.7~1.0 1.0~1.2 — 0.4~0.6 0.6~0.8 0.8~1.0 — — 0.5~0.7 0.6~0.8 — — — — 铸铁 铜合金20×30 25×2540 60 100 4000.4~0.5 0.5~0.9 0.9~1.3 1.2~1.8— 0.5~0.8 0.8~1.2 1.2~1.6— 0.4~0.7 0.7~1.0 1.0~1.3— — 0.5~0.8 0.9~1.1— — — 0.7~0.9 注:1. 加工断续表面及有冲击的工件时,表内进给量应乘系数k =0.75~0.85。
切削参数和计算公式参考
切削参数和计算公式参考切削参数是指在机械加工过程中控制切削速度、进给量和切削深度的一些关键参数。
切削参数的优化选择对于提高加工效率、降低成本、改善加工质量都有着重要的作用。
以下是一些常用的切削参数和计算公式的参考。
1.切削速度(Vc):切削速度是指刀具与工件相对运动速度的大小,常用的单位是m/min。
选择适当的切削速度可以保证刀具切削性能的发挥,太低的切削速度会导致切削力过大,进而影响加工质量,而太高的切削速度则容易造成刀具磨损和加工表面质量下降。
切削速度的计算公式为:Vc=π×D×n/1000其中,Vc表示切削速度,D表示刀具直径,n表示主轴转速。
2.进给量(f):进给量是指在单位时间内切削削屑的厚度或者单位主轴转角内工件前进的距离,常用的单位是mm/min。
进给量的选择关系到加工时间和切削所需的切削力。
进给量的计算公式为:f=n×i×z其中,f表示进给量,n表示主轴转速,i表示进给率,z表示刀具齿数。
3. 切削深度(ap):切削深度是指切削层厚度的大小,即刀具和工件之间的垂直距离。
切削深度的选择应根据工件材料和刀具性能来进行合理的安排。
4.切削力(Fc,Fr):切削力是指刀具对工件施加的力,也是切削参数的重要指标之一、切削力的大小与切削材料的性质、切削速度、进给量和切削深度等因素有关。
切削力的计算公式为:Fc = k × ap × f其中,Fc表示切削力,k表示切削力系数。
5.切削功率(P):切削功率是指切削过程中单位时间内切削所需要的能量,常用单位为W。
切削功率的计算可以帮助选取合适的切削参数,保证切削过程的稳定性和高效性。
切削功率的计算公式为:P=Fc×Vc/6000其中,P表示切削功率,Fc表示切削力,Vc表示切削速度。
综上所述,切削参数的选择是一项复杂的任务,需要结合实际加工情况、刀具性能和工件要求等多方面因素进行综合考虑。
各材料常用刀具转速进给参数对照表

各材料常用刀具转速进给参数对照表在机械加工领域,刀具的转速和进给参数对于加工质量、效率和成本都有着至关重要的影响。
不同的材料具有不同的物理和机械性能,因此需要根据材料的特性来选择合适的刀具转速和进给参数。
下面是一份常见材料的刀具转速进给参数对照表,希望能为您的加工工作提供一些参考。
一、铝合金铝合金是一种广泛应用于航空航天、汽车制造和电子工业等领域的轻质材料。
由于其良好的导热性和较低的强度,加工时需要较高的转速和较快的进给速度。
1、粗加工刀具:硬质合金立铣刀转速:3000 5000 rpm进给速度:800 1500 mm/min切削深度:2 5 mm切削宽度:刀具直径的 70% 80%2、半精加工刀具:硬质合金立铣刀转速:5000 8000 rpm进给速度:500 1000 mm/min切削深度:05 15 mm切削宽度:刀具直径的 50% 60%3、精加工刀具:硬质合金球头铣刀转速:8000 12000 rpm进给速度:200 500 mm/min切削深度:01 03 mm切削宽度:刀具半径的 20% 30%二、钢材钢材是机械加工中最常见的材料之一,其种类繁多,性能各异。
以下是常见钢材的加工参数。
1、低碳钢粗加工刀具:硬质合金涂层立铣刀转速:1500 2500 rpm进给速度:300 600 mm/min切削深度:3 6 mm切削宽度:刀具直径的 60% 70%半精加工刀具:硬质合金涂层立铣刀转速:2500 4000 rpm进给速度:200 400 mm/min切削深度:1 2 mm切削宽度:刀具直径的 40% 50%精加工刀具:硬质合金涂层球头铣刀转速:4000 6000 rpm进给速度:100 200 mm/min切削深度:01 02 mm切削宽度:刀具半径的 15% 20% 2、中碳钢粗加工刀具:硬质合金涂层立铣刀转速:1000 1800 rpm进给速度:200 400 mm/min切削深度:2 4 mm切削宽度:刀具直径的 50% 60%半精加工刀具:硬质合金涂层立铣刀转速:1800 3000 rpm进给速度:150 300 mm/min切削深度:05 10 mm切削宽度:刀具直径的 30% 40%精加工刀具:硬质合金涂层球头铣刀转速:3000 5000 rpm进给速度:80 150 mm/min切削深度:005 015 mm切削宽度:刀具半径的 10% 15% 3、高碳钢粗加工刀具:硬质合金涂层立铣刀转速:800 1200 rpm进给速度:100 200 mm/min切削深度:1 3 mm切削宽度:刀具直径的 40% 50%半精加工刀具:硬质合金涂层立铣刀转速:1200 2000 rpm进给速度:80 150 mm/min切削深度:03 08 mm切削宽度:刀具直径的 20% 30%精加工刀具:硬质合金涂层球头铣刀转速:2000 3500 rpm进给速度:50 100 mm/min切削深度:003 008 mm切削宽度:刀具半径的 8% 12%三、不锈钢不锈钢具有良好的耐腐蚀性和耐磨性,但加工难度较大,需要较低的转速和较慢的进给速度。
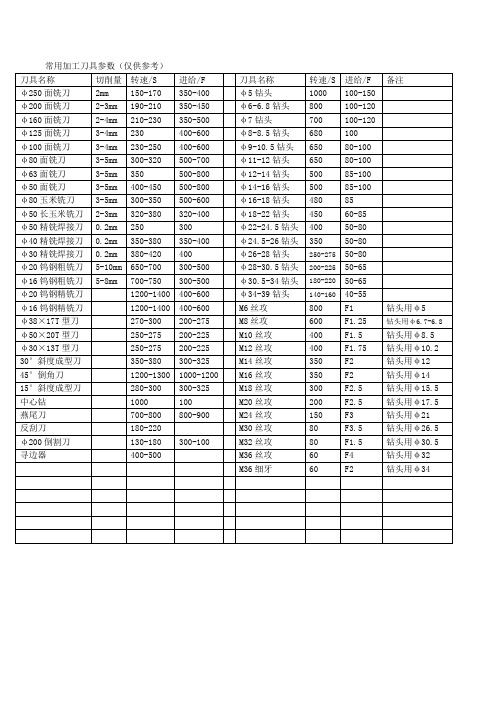
常用加工刀具参数(仅供参考)
250
300
φ22-24.5钻头
400
50-80
φ40精铣焊接刀
0.2mm
350-380
350-400
φ24.5-26钻头
350
50-80
φ30精铣焊接刀
0.2mm
380-420
400
φБайду номын сангаас6-28钻头
250-275
50-80
φ20钨钢粗铣刀
5-10mm
650-700
300-500
φ28-30.5钻头
200-225
50-65
φ16钨钢粗铣刀
5-8mm
700-750
300-500
φ30.5-34钻头
180-220
50-65
φ20钨钢精铣刀
1200-1400
400-600
φ34-39钻头
140-160
40-55
φ16钨钢精铣刀
1200-1400
400-600
M6丝攻
800
F1
钻头用φ5
φ38×17T型刀
φ7钻头
700
100-120
φ125面铣刀
3-4mm
230
400-600
φ8-8.5钻头
680
100
φ100面铣刀
3-4mm
230-250
400-600
φ9-10.5钻头
650
80-100
φ80面铣刀
3-5mm
300-320
500-700
φ11-12钻头
650
80-100
φ63面铣刀
3-5mm
350
常用加工刀具参数(仅供参考)
常用刀具的切削参数

常用刀具的切削参数刀具切削参数是指在切削过程中,对刀具进行设置和调整的一系列参数。
这些参数包括切削速度、进给速度、切削深度、切削角度等,它们的选择和调整直接影响到切削效果和刀具寿命。
下面是常用刀具的切削参数的一些介绍:1. 切削速度(Cutting Speed):切削速度是指刀具在切削过程中移动的速度,一般用单位时间内刀具切削的长度来表示。
切削速度的选择取决于工件材料的硬度和切削材料的种类。
一般来说,硬度较高的材料需要较低的切削速度,而硬度较低的材料则可以使用较高的切削速度。
2. 进给速度(Feed Rate):进给速度是指刀具在切削过程中每分钟进给到工件上的距离。
进给速度的选择取决于工件的材料和切削操作的要求。
较低的进给速度可以获得更好的切削质量,而较高的进给速度可以提高生产效率。
3. 切削深度(Depth of Cut):切削深度是指刀具切削时每次切削进入工件的深度。
切削深度的选择需要考虑工件材料的硬度和切削工具的强度。
一般来说,较硬的材料需要较小的切削深度,而较软的材料则可以选择较大的切削深度。
4. 切削角度(Cutting Angle):切削角度是指刀具切削刃与工件表面之间的夹角。
切削角度的选择取决于工件材料的硬度和切削操作的要求。
一般来说,较硬的材料需要较大的切削角度,而较软的材料则可以选择较小的切削角度。
5. 切削液(Cutting Fluid):切削液是在切削过程中起冷却、润滑和清洁作用的液体。
切削液的选择取决于切削材料的种类和切削条件的要求。
常见的切削液有切削油、切削液和切削蜡等。
6. 切削力(Cutting Force):切削力是指切削过程中刀具对工件施加的力。
切削力的大小受到切削参数的影响,包括切削速度、进给速度、切削深度和切削角度等。
合理选择切削参数可以降低切削力,提高切削效率和刀具寿命。
7. 切削温度(Cutting Temperature):切削温度是指刀具和工件在切削过程中产生的热量。
常用加工刀具参数(仅供参考)
85-100
φ50面铣刀
3-5mm
400-450
500-800
φ14-16钻头
500
85-100
φ80玉米铣刀
3-5mm
300-350
500-600
φ16-18钻头
480
85
φ50长玉米铣刀
2-3mm
320-380
320-400
φ18-22钻头
450
60-85
φ50精铣焊接刀
250
300
φ钻头
400
50-80
φ40精铣焊接刀
350-380
350-400
φ钻头
350
50-80
φ30精铣焊接刀
380-420
400
φ26-28钻头
250-275
50-80
φ20钨钢粗铣刀
5-10mm
650-700
300-500
φ钻头
200-225
50-65
φ16钨钢粗铣刀
5-8mm
700-750
300-500
φ钻头
常用加工刀具参数(仅供参考)
刀具名称
切削量
转速/S
进给/F
刀具名称
转速/S
进给/F
备注
φ250面铣刀
2mm
150-170
350-400
φ5钻头
1000
100-150
φ200面铣刀
2-3mm
190-210
350-450
φ钻头
800
100-120
φ160面铣刀
2-4mm
210-230
350-500
φ7钻头
180-220
不同材质刀具切削参数
不同材质刀具切削参数在机械加工中,刀具的选择和切削参数的设置对于生产效率和产品质量具有重要影响。
不同的材料对切削条件有不同的需求,因此了解各种材料的特性并相应地调整切削参数是至关重要的。
本文将探讨几种常见金属材料的刀具切削参数。
一、不锈钢不锈钢具有良好的强度和耐腐蚀性,但相对较硬,切削时需要较高的切削力和适当的冷却。
一般建议使用硬度较高(如高速钢)的刀具,以避免过度磨损。
切削速度应保持在较低水平,进给量也应适当控制。
为了确保良好的冷却效果,通常会使用水基或油基切削液。
二、铝合金铝合金轻便且易于加工,但其易脆性和敏感性使得切削过程需要特别注意。
推荐使用硬质合金或涂层刀具,因为它们能够抵抗铝的氧化作用。
切削速度应控制在中等范围,进给量也需适度降低。
为防止粘刀现象,可以使用乳化油或极压切削油。
三、碳钢碳钢是常用的结构材料,其质地均匀、韧性好。
对于碳钢的切削,可以选择钨钻类刀具,由于其高硬度和高温性能良好,可以有效地进行切削。
切削速度可在中等偏高的范围内,进给量和背吃力矩应适中。
推荐使用润滑性能好的乳化油。
四、钛合金钛合金具有优异的抗腐蚀性和高强度,但也因此而变得异常敏感和脆弱。
钛合金的切削要求非常精确的控制,包括缓慢的切削速度、小直径的切入和切出路径以及充分冷却等。
通常建议使用金刚石涂层的高速钢刀具或者超细颗粒硬质合金涂层刀具,这样可以更好地适应钛合金的高温高压环境。
此外,还需根据实际情况选择合适的冷却剂来减少热变形和提高加工质量。
五、铜合金铜合金具有良好的导电性和导热性,适合于制造电气元件和其他相关产品。
然而,由于其软性,需要更小的切削力和更大的容屑空间。
一般来说,高速钢或硬质合金刀具都能满足这种材料的切割需求。
切削速度应在低速范围内,进给量也要适当减小。
同时,为了防止过热和粘刀现象,我们推荐使用水溶性切削液。
六、高强度钢高强度钢具有较高的硬度和强度,因此需要更高的切削力和更大的切削深度。
推荐使用硬度较高(如超细颗粒硬质合金)的刀具,并适当提高切削速度和进给量。
常用车床参数
8940-8949
初始画面标题字符代码1-9
5
可以编辑()
7
0: 报警通过“CAN” + “RESET”操作来清除。
12255 往后是防止错误操作相 关的参数
伺服电机的最大速度
伺服电机的最大加速度
伺服电机的最大加速度
7105设 1 时
第1台手轮的 X 地址
12351
手轮进给m n的倍率
看说明书
0
设置为1 时显示SV1067 FSSB配置错误(软件)
3701
3701
2
1
外部操作信息履历画面显示
键盘上显示的请看参数资料
0
是否对当前位置显示
1
是否显示待走量显示
屏保时间 分钟
当前显示的轴名称 绝对坐标 当前显示的轴名称 相对对坐标
本参数设定为0时,使用参数(NO.1020)的设定值
0 是否对程序8000-8999的编辑
0不禁止 1禁止
4 是否对程序9000-9000的编辑
M,S,T,B 的选通脉冲信号和结束 信号之间的
0 G4.3 1 使用高速信号(关机重启M功能无效)
0
进给,快速移动倍率信号0:使用负逻辑 1:使用正逻辑
1
互锁信号无效,G8.0
1
各轴互锁信号无效,G130
1
不同轴向的互锁信号无效,G132,G134
回参考点时 0信号在0时减速
1信号在1时减速
程序段开始互锁
对9000后程序编辑设置口令
对9001后程序编辑口令输入解码后才能改3202#4
0
8000-8999的程序显示
1
9000-9999的程序显示
7
C系列 储存器保护信号,参数可 写设定
刀具角度选择
后角的主要作用是减小刀具后刀面与工件之间的摩擦。后角过大会使到刃强度降低,并使散热条件变差,使刀具耐用度降低
车刀合理后角f≤0.25mm/r时,可选ao=10°~12°;在f>0.25mm/r时,取ao=5°~8°
1) 工件材料强度、硬度较高时,应取较小后角;工件材料软、粘时应取较大后角;加工脆性材料时,宜取较小后角。
1)前刀面Ay—切下的切屑沿其流出的表面。
2)主后刀面Aa—与工件上过渡表面相对的表面。
3)副后刀面A'a—与工件上已加工表面相对的的表面。
4)主切削刀S—前刀面与主后刀面的交线,它承担主要切削工作。
5)副切削刃S'—前刀面与副后刀面的交线,它协同主切削刃完成切削工作,并最终形成已加工表面。
6)刀尖—主切削刃与副切削刃连接处的那部分切削刃。
刀具角度选择
角度名称
作用
选择时应考虑的主要因素
前角yo
增大前角可以减小切屑变形和摩擦阻力,使切削力、切削功率及切削时产生的热量减小。前角过大将导致切削刃强度降低,刀头散热体积减小,致使刀具寿命降低
加工一般灰铸铁时,可选yo=5°~15°;加工铝合金时,选yo=30°~35°;用硬质合金刀具加工一般钢料时,选yo=10°~20°
2) 精加工及切削厚度较小的刀具,应采用较大的后角;粗加工、强力切削、宜取较小后角。
3) 工艺系统刚性较差时,应适当尖小后角。
4) 定尺寸刀具,如拉刀、铰刀等,为避免重磨后刀具尺寸变化过大,宜取较小的后角。
主偏角kr
主偏角减小,可使刀尖处强度增大且作用切削刃长度增加,有利于散热和减轻单位刀刃长度的负荷,提高刀具的寿命。减小主偏叫4还可使工件表面残留面积高度减小。增大主偏角,可使背向力Fp减小,进给力Ff增加,因而可降低工艺系统的变形与振动