成品检验标准SIP1
成品检验方法SIP

编 号SOP-QR-116页 次1/3 SAA-10302-062/72检验规范版本/次A1一. 目的: 针对本厂生产之SAA-10302-062/72产品的检验作业以规范, 使检验条件标准化.二. 适用范围: 适用于本公司SAA-10302-062/72产品制程、出货三. 检验设备:外观: 目视.尺寸: 二次元、卡尺.包装:目视. 卷尺.电子称电气性能:各相关测试机环保: SGS.目视.XRF测试仪四. 检验依据:工程蓝图.工程签发样品客户重点要求规格成品包装规范五. 抽样计划:1. 客户有要求者依客户要求执行, 本公司依据C=0, 正常检验, 允收水准(AQL):严重缺点: CRI=0主要缺点: MAJ=0.25次要缺点: MIN=0.65六. 检验方式:6-1 外观: 待验物置于400-1000LUX亮度下, 受验面与检验者成45度, 距离及时间:A级表面 300mm(10S) B.级表面300mm(5S);C.D级表面300MM(3S)进行检验 .6-2 尺寸: 抽样5PCS,量测实际尺寸(MAX-MIN)6-3 性能: (1)对抽样数进行100%检验6-4 环保测试/每半年/次6-5 包装:一般要求如下:(1)箱内包装方式是否依照包装规范;(2)外箱的正唛及侧唛要依据客户的要求填写;(3)异常处理: 依据“YP-012不合格品管制程序”中所规定处理;编 号SOP-QR-116SAA-10302-062/72检验规范版本/次A1七、检验项目如下:项次检查项目检查规格检查方法判定MAJ MIN4焊板每天取5PCS进行焊板确认,不可有空焊,虚焊、假焊,胶芯起泡等不良显微镜MAJ5外观外壳不可有压伤,刮伤、脏污、电镀不良目视/样品MAJ 端子变形、压伤、色差、电镀不良目视/样品MAJ 塑胶缺胶、缩水、异色、脏污。
目视/样品MAJ 端子退PIN/跪PIN、翘PIN。
目视/样品MAJ 铁壳、端子未装到位。
SIP检验规范完整
SIP检验规范完整宁波通驰电器有限公司检验规程文件进货检验规程文件编号:TC/WI8.2-01-2011受控状态:编制:吴祖辉审核:尹成武批准:赵南迪2011-04-25发布2011-05-05实施宁波通驰电器有限公司发布宁波通驰电器有限公司进货检验规程原材料外购外协件检验规程版本号/修订:A/1 文件编号:TC/WI8.2-01 发布日期:11.04.251.目的为保证本公司产品质量符合国际,国标安全标准及顾客要求,对进货检验的原材料,外购外协件实行检验,特制定本检验规程。
2.适应范围适应于本公司所有主要原材料,外协件的进货检验。
3.检验规程3.1对于原材料的进货检验,除特殊说明外,均按照GB2828.1-2003规定。
进货检验(IQC)采用一般检查水平I,对外购外协件进行抽检。
检查严格度为正常检验一次抽样方案;3.2合格质量水平:除特别说明外,致命缺陷AQL=0,严重缺陷AQL=1.0,轻微缺陷AQL=4.03.3检验内容见下表:材料名称检验项目检验要求及内容检验方法及工具检查水平缺陷分类致命A严重B轻微C发热底板(钢、氟、陶瓷)电气强度检测1、耐压2200V漏电流0.5mA2S不击穿1、耐压测试仪I√功率检测2、功率范围,额定功率+5%-10% 2、功率测试仪I √外观检查3、表面保护层无气泡、无刮花、无凹凸不平,蒸汽孔无堵塞3、外观目测检查;I √温控器温幅检测1、温幅范围必须≤30℃1、产品试用I √结构检查2、温度控制灵敏度好;触点间隙;用塞尺测试0.15-0.3/mm能通过2、塞尺、目测检查I √标志检查3、标志内容符号符合规定要求且经久耐用清晰可辨3、外观目测检查I √电气强度检测4、耐压1800V漏电流0.5mA2S不击穿4、耐压测试仪I √热保护器热保护器温度检测1、金属材质温度要通过235℃±3标准和极限温度380℃要求;陶瓷材质应在温度要通过235℃±3标准和极限温度300℃1、产品试用I √标志检查2、标志内容符号符合规定要求且经久耐用清晰可辨2、外观目测检查;I √材质检测3、材质需符合要求3、供方提供材质证明单及出厂检测报告I √电气强度检测4、耐压1800V漏电流0.5mA2S不击穿4、耐压测试仪I √绝缘电阻检测5、导电、绝缘、保护套应符合要求5、万用表I √电热管电气强度检测1、耐压2200V漏电流0.5mA2S不击穿;1、耐压测试仪;I √功率检测2、功率范围,额定功率+5%-10% 2、功率测试仪I √外观检查3、无变形、表面无凹凸不平、麻点,电热管端口密封树脂不可有掉落现象3、外观目测检查I√电源线标志检查1、标志内容符号符合规定要求且经久耐用清晰可辨1、目测检查酒精测试应能通过I √结构检查2、电源软线接地满足先通后断原则2、目测检查I √绝缘电阻检测3、导电、绝缘、填充护套应符合要求,大于0.011MΩ·km 3、万用表I √电气强度检测4、耐压1800V漏电流0.5mA5S不击穿4、耐压测试仪I √尺寸检查5、长度,单根内芯截面积应符合任务单要求5、卷尺、数显卡尺I √标志检查1、标志内容符号符合规定要求且1、标志目测检查I √电源插头经久耐用清晰可辨;电气强度检测2、耐压1800V漏电流0.5mA5S不击穿2、耐压测试仪I √尺寸检查3、尺寸应符合有关标准要求;试验;3、卷尺I √电气间隙和爬电距离4、电气间隙大于3 mm 爬电距离大于4 mm;4、数显卡尺I √耐热性耐燃性检测5、650℃灼热丝试验;5、目测检查I √和耐漏电起痕6、PTI175v耐电痕试验6、目测检查I √电机电气强度检测1、1800V.5S漏电流0.5mA5S不击穿1、耐压测试仪I √功率检测2、额定功率+20% 2、功率测试仪I √转速检测3、转速符合要求。
产品检验规范(SIP)

核
审
制周
产品检验规范
系列
Conn A系列
编号
KJX-SIP-H067
制定日期
2019.04.15
料号
HU2FXXX088X
版次
A0
修订日期
品
名
Conn A AF 90度 常规式 胶芯主体
页次
2/2
材质
依BOM表各材料之材质
制程別
IQC
AQL水准
GB/T2828 CRI=0,MAJ=0.25,MIN=0.65
目视
○
○ 包装方式 箱内最小包装使用PE袋,外包装使用纸箱.
每箱/每批 MIN 目视
序号 异常来源 E.品质履历
日期
问题点描述
处理对策
备注
核
审
制
准
核
作
○
○
○
塑胶
2.不可有刮伤,划伤,压痕,拉料及不饱模现象
3.毛边要求:0.03mm MAX,所有毛边不能影响功能和超出外观 标准.
4.扭曲变型度:0.05mm MAX
○
尺寸1
12.35±0.10
抽样 频率/数量
1模/批
依抽样计划
不良 评价 等级 测量技术
MAJ 目视 MAJ 目视 MAJ 目视 MAJ 2.5次元 MAJ 2.5次元 MAJ 2.5次元
产品检验规范
系列
Conn A系列
编号
制定日期
料号 品名 制程別
Conn A AF 90度 常规式 胶芯主体
IQC
版次
A0
修订日期
页次
2/1
材质
AQL水准
GB/T2828 CRI=0,MAJ=0.25,MIN=0.65
音箱产品成品检验指导书SIP
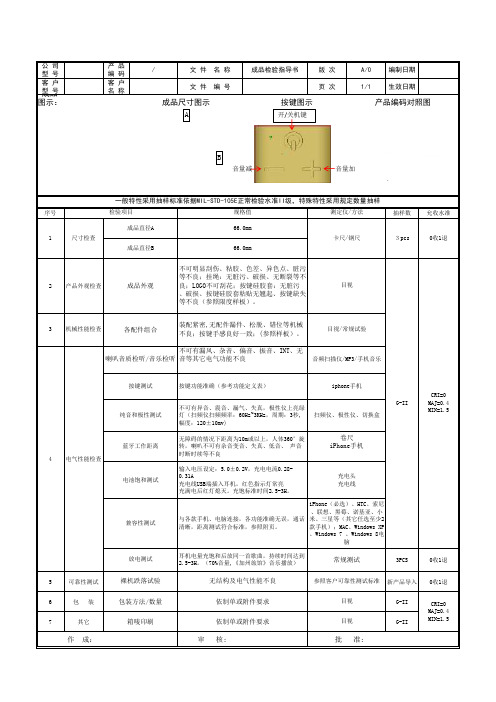
公 司型 号产 品编 码/文 件 名 称成品检验指导书版 次A/0编制日期客 户型 号客 户名 称文 件 编 号页 次1/1生效日期成品图示:.序号抽样数允收水准2产品外观检查3PCS 0收1退5可靠性测试新产品导入0收1退6包 装G-II 7其它G-II耳机电量充饱和后放同一首歌曲,持续时间达到2.5-3H。
(70%音量,《加州旅馆》音乐播放)裸机跌落试验无结构及电气性能不良目视/常规试验电池饱和测试按键测试纯音和极性测试不可有异音、震音、漏气、失真,极性仪上亮绿灯(扫频仪扫频频率:60Hz~3KHz,周期:3秒,幅度:120±10mv)按键功能准确(参考功能定义表)输入电压设定:5.0±0.2V,充电电流0.28-0.31A充电线USB端插入耳机,红色指示灯常亮充满电后红灯熄灭。
充饱标准时间2.5-3H。
充电头充电线喇叭音质检听/音乐检听不可有漏风、杂音、偏音、振音、INT、无音等其它电气功能不良常规测试参照客户可靠性测试标准卷尺iPhone手机34机械性能检查电气性能检查各配件组合放电测试箱唛印刷依制单或附件要求目视作 成: 审 核: 批 准:CRI=0MAJ=0.4MIN=1.5包装方法/数量依制单或附件要求目视 按键图示一般特性采用抽样标准依据MIL-STD-105E 正常检验水准II 级,特殊特性采用规定数量抽样检验项目规格值测定仪/方法成品尺寸图示产品编码对照图1尺寸检查卡尺/钢尺成品直径A66.0mm成品直径B66.0mm 0收1退兼容性测试与各款手机、电脑连接,各功能准确无误,通话清晰,距离测试符合标准,参照附页。
iPhone(必选)、HTC、索尼、联想、黑莓、诺基亚、小米、三星等(其它任选至少2款手机);MAC、Windows XP、Windows 7 、Windows 8电脑G-IICRI=0MAJ=0.4MIN=1.5成品外观不可明显刮伤、粘胶、色差、异色点、脏污等不良;挂绳:无脏污、破损、无断裂等不良;LOGO不可刮花;按键硅胶套:无脏污、破损、按键硅胶套粘贴无翘起、按键缺失等不良(参照限度样板)。
006---SIP成品检验标准
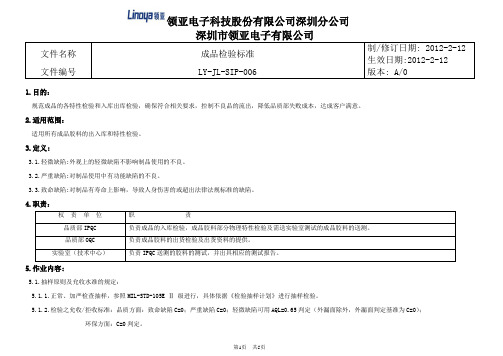
文件名称成品检验标准制/修订日期: 2012-2-12 生效日期:2012-2-12文件编号LY-JL-SIP-006 版本: A/01.目的:规范成品的各特性检验和入库出库检验,确保符合相关要求,控制不良品的流出,降低品质部失败成本,达成客户满意。
2.适用范围:适用所有成品胶料的出入库和特性检验。
3.定义:3.1.轻微缺陷:外观上的轻微缺陷不影响制品使用的不良。
3.2.严重缺陷:对制品使用中有功能缺陷的不良。
3.3.致命缺陷:对制品有寿命上影响,导致人身伤害的或超出法律法规标准的缺陷。
4.职责:权责单位职责品质部IPQC 负责成品的入库检验,成品胶料部分物理特性检验及需送实验室测试的成品胶料的送测。
品质部OQC 负责成品胶料的出货检验及出货资料的提供。
实验室(技术中心)负责IPQC送测的胶料的测试,并出具相应的测试报告。
5.作业内容:5.1.抽样原则及允收水准的规定:5.1.1.正常、加严检查抽样,参照MIL-STD-105E Ⅱ级进行,具体依据《检验抽样计划》进行抽样检验。
5.1.2.检验之允收/拒收标准:品质方面:致命缺陷C=0;严重缺陷C=0;轻微缺陷可用AQL=0.65判定(外漏面除外,外漏面判定基准为C=0);文件名称成品检验标准制/修订日期: 2012-2-12 生效日期:2012-2-12文件编号LY-JL-SIP-006 版本: A/0 5.2.成品入库检验:项次检验项目检验方式检验标准抽样标准允收水准备注致命缺陷严重缺陷轻微缺陷1 品名规格目视与实物相符MIL-STD-105EⅡ级抽样√2 颜色目视依样板√3 外观目视无杂质、无杂色、无气孔√4 标示目视依客户要求√5 比重比重仪与客户要求一致n=1次/批C=0√6 硬度硬度计与客户要求一致√7 包装目视良好,无破损MIL-STD-105EⅡ级抽样√8 单重电子称依客户要求√文件名称成品检验标准制/修订日期: 2012-2-12 生效日期:2012-2-12文件编号LY-JL-SIP-006 版本: A/0 5.3.成品出货检验:项次检验项目检验方式检验标准抽样标准允收水准备注致命缺陷严重缺陷轻微缺陷1 品名规格目视依出货通知单MIL-STD-105EⅡ级抽样√2 颜色目视依样板√3 外观目视线身平滑、无杂质、无烧焦、无破损、亮雾度依样板√4 标示目视依客户要求n=1次/批C=0 √5 比重比重仪与客户要求一致√6 硬度硬度计与客户要求一致√7 伸长率拉力机与客户要求一致√8 抗张强度拉力机与客户要求一致√9 单重电子称依出货通知单MIL-STD-105EⅡ级抽样√10 包装目视严密、无破损√注:客户有特殊要求的检验项目或标示则对应其不同要求做出相应的检查和标示.文件名称成品检验标准制/修订日期: 2012-2-12 生效日期:2012-2-12文件编号LY-JL-SIP-006 版本: A/05.4.成品试验标准:项次检验项目检验方式检验标准抽样标准允收水准物理性能老化前绝缘体拉断力微电脑拉力试验机参照设计卡与UL、CSA标准或其它相关标准依《检验抽样计划》之实验室抽样计划C=0 抗张强度伸长率老化后绝缘体拉断力老化炉/微电脑拉力试验机抗张强度伸长率热冲击(耐高温)试验老化试验机参照设计卡与UL、CSA标准或其它相关标准依《检验抽样计划》之实验室抽样计划C=0 热变形试验加热变形试验设备冷弯(绕)试验可程式恒温恒湿试验机耐寒试验可程式恒温恒湿试验机耐油试验高温恒温油槽摇摆(弯折)试验线材弯折试验机非移试验非移板/老化试验机吊重试验静态拉力机耐燃试验燃烧试验机绝缘电阻测试绝缘电阻测试仪文件名称成品检验标准制/修订日期: 2012-2-12 生效日期:2012-2-12文件编号LY-JL-SIP-006 版本: A/05.5.检验中发现的任何不合格品,品管须及时贴示不合格标签,标明不合格批次品名规格、数量、原因,及时将不合格品放置在不合格品区,具体依《不合格品管制程序》和《特采管理程序》执行。
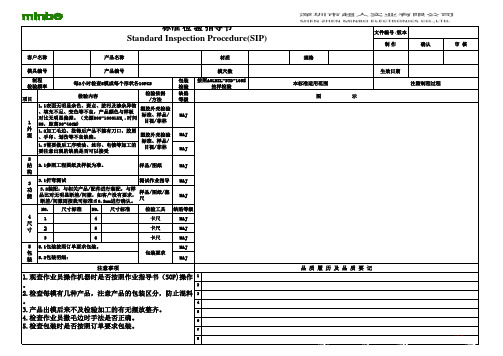
标准检验指导书(SIP) (格式模板)
客户名称
产品名称
材质
模具编号
产品编号
模穴数
制程 检验频率
每2小时检查5模或每个形状各10PCS
项目
检验內容
检验依据 /方法
1
1.1表面无明显杂色、斑点、脏污及渗杂异物 、填充不足、变色等不良,产品颜色与样板 对比无明显偏差。(光源800-1000LUX,.时间 5S,距离30-40CM)
塑胶外壳检验 标准、样品/
目视/菲林
外 1.2加工毛边、批锋后产品不能有刀口,胶屑
观 、手印、划伤等不良缺陷。
塑胶外壳检验
标准、样品/
1.3需要做后工序喷油、丝印、电镀等加工的 目视/菲林
要注意出现的缺陷是否可以接受
包装 检验 缺陷 等级
MAJ
MAJ
MAJ
按照AOLMIL-STD-105E 抽样检验
5
4.检查作业员撒毛边时手法是否正确。
6
5.检查包装时是否按照订单要求包装。
7
8
图示 图图示示
深 深圳 圳市 市超 超人 人实 实业 业有 有限 限公 公司 司 SHEN ZHEN MINBO ELECTRONICS CO.,LTD.
文件编号 /版本
制作
确认
审核
规格
本标准适用范围
生效日期
注塑制程过程
图
示
品质履历及品质要记
图图1 4
图3
图图52
图2 图图图436
2 结 2.1参照工程图纸及样板为准。 构
样品/图纸
MAJ
3 3.1折弯测试
测试作业指导 MAJ
SIP檢驗標准

部品质量标准
版本:A3
1 目的: 适应本公司按键物料检验的需要。
2 适用范围: 本公司 IQC 所有按键(包括侧按键)来料。
3 引用文件: 《物料认可书》、BOM(ECO)、《TCT 产品外观检验标准》、《TCT 产品可靠性实验标准》、《GB/T2828.1-2003》。
6.2.3 具体检查辨别标准:
6.2.3.1 外表无起趋、批锋、黑边、掉漆/镀,其它外观缺陷判定见下表:(Ф表示直径,W=width 宽度,L=length
长度,H=depth 深度)
缺陷分类 深度(H)
检验标准 宽度(W)
长度(L)
接受极限个数(个)
A 面
B 面
L≤1.5
2
真空溅镀及镀金产品:采用 RCA 耐磨仪,175g 力,连续 200 圈,
RCA 耐磨仪、标准
镀铬:月例
每 50 圈检查按键表面,至 150 圈时,每 10 圈检查按键表面
被测面无见底材,脱落的现象为 测试纸带(存放环
1
1 耐磨实验
行;其它镀
√ √
其它镀层及喷涂产品:采用 RCA 耐磨仪,175g 力,连续 300 圈, 合格。
检验项目
检验标准
丝印上有毛刺
S < 0.05mm²
丝印缺划
S < 0.05mm²
丝印多点
S < 0.05mm²
d
1、 参照图纸公差规格;
丝印偏移度
d
2、 图纸未标规格的,参照丝印样板,按左右
偏移:d≤0.2mm,上面偏移:d≤0.2mm
o
1、 参照图纸公差规格;
成品检验规范 SIP

说明: 1、制程QE以手写的方式将此产品及类似结构产品异常(含客诉、制程、出货段)添加到产品不良履历 表,备注栏可添加不良图片或粘贴上不良实物,不良图片可以打印的方式粘贴附上;填写的履历具有代表 性,以制程QE根据不良的重复性自行选择; 2、不良图片要保留,当手写超过5次后,重新更新该履历,将之前粘贴的图片,复制到电子档,然后再打印出 来.
6-3 一
(1)
(2)
生效日 期
2016.07.22
三阶文件
编号 版本/次
QA-SIP-E146 A0
6-4
1. 2. 3.
4七. 、
首巡出CPK 项 件回货 次 检检检检
验验验验
■■■□ ■■■□ 1 ■■■□ ■■■□ ■■■□ ■■■□ 2 ■■■□ ■■■□ ■■■□
检查项目 尺寸量测 性能测试
A0
1 of 5
初版发行
S
DASDA 2016.07.22
三阶文件
生效日 期
编号
版本/次
一. 目的: 针对本厂生产之EN-11RJ-0011-0010产品的检验作业加以规范, 使检验条件标准化.
二. 适用范围: 适用于本公司产品制程、出货
三. 检验设备:
外观: 目视。
尺寸: 二次元、卡尺、钢尺、卷尺。
三阶文件
生效日 期 编号
版本/次
2016.07.22 QA-SIP-E146
A0
EN-11RJ-0011-0010成品检验规范
制作 日期
序号 1
SASA
审核
DSDS
工程
FDFD
核准
FDFD
2016.07.22 日期
2019
日期
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
审核所有客户产品名称
护腰按摩器型号样品、样品
承认书、图
纸、BOM表、
卷尺卷尺直尺尺寸卷尺S-295%酒精棉布2PCS S-2抽样依据抽样水平MIL-STD-105E正常单次抽样水平Ⅱ2PCS MAJ 包装客户名称标准检验指导书Standard Inspection Procedure (SIP)
文件编号
生效日期MIL-STD-105E正常单次抽样水平Ⅱ 特殊检验水平S-2检验依据检验项目
检验标准检验项目功能检验工具按键使用
缺陷等级MAJ
成品
按键使用灵活有效拉力测试仪箱唛,说明
书,LOGO,贴
纸,条码等印
刷内容
符合订单要求目视成品符合技术图纸要求耐拉力测试魔术贴复合能
力
零部件
不能脏污,不能少件,与样品一致依承认书AQL= CR:0 MIN:4.0版本
制作控制盒丝印
95%酒精,50gf,往返3次,丝印要清晰,不掉油墨外箱
长:x宽:x厚:通气孔直径:12.7mm,内箱
胶袋
长:x宽:x高:长:x宽:x高:。