显示器成品检验规范
显示屏产品出厂检验标准

显示屏产品出厂检验标准随着科技的发展和应用场景的不断拓展,显示屏已经成为了现代人们日常生活以及工作中的重要部分。
液晶显示屏、LED显示屏、OLED显示屏等等,不仅在电脑、电视等终端设备中广泛应用,还在电子手表、手机、平板等手机智能穿戴设备中得到了广泛应用。
所以,显示屏产品的质量检验尤为重要,故需要建立良好的检验标准。
I. 定义显示屏产品的质量检验标准,是指按照国家相关标准和行业标准规定的检验方法和技术要求,对显示屏产品的性能、结构、外观、卫生以及安全等多方面进行检验和验证,以便确定该产品是否符合规定的质量标准,是否能够达到生产厂家对该产品的要求和用户的使用需求。
II. 相关法规国家相关法规和行业标准:如GB 4943-2011《家用和类似用途电器的安全》、GB/T 18268-2000《液晶、LED、电致变色显示器评定通则》、GB/T 2828.1-2012《抽样检验程序》等。
III. 检验内容A. 外观检验产品的外观质量是直接影响用户购买意愿和产品品牌形象的因素之一。
检验人员将仔细观察产品整体外观,包括显示屏的大小、尺寸、平整度、表面光洁度、颜色以及字体等,确保其符合标准要求。
B. 性能检验在整个检验过程中,性能检验是最为重要的环节之一。
具体来说,检验人员需要对显示屏的分辨率、亮度、对比度、色彩还原、反应时间、可视角度、电源稳定性等多个方面进行检测,以确保显示屏产品的性能表现满足出厂要求。
C. 结构检验产品的结构检验主要是指对显示屏的整体结构以及组装部件进行检测。
检验人员需要检测显示单元、LED发光二极管、驱动集成电路、保护电路、背光源以及固定框架等。
结构检验的主要目的是保证显示屏可以稳定运行且不容易损坏。
D. 安全检验安全检验主要是针对现在很多显示屏都内置了电池、电源等组件,如天猫魔盒等。
检验人员将进行电器安全性能测试,包括电器绝缘强度、电气脉冲抗干扰性、耐电压等进行测试,以确保电器在正常的使用过程中不会对人身和财产造成伤害。
液晶显示屏检验规范
6.24.2依GB/T 2829-2002,判别水平Ⅱ的一次抽样方案执行。
B类:RQL=15,n=10,Ac=0,Re=1C类:RQL=30,n=10,Ac=1,Re=2
7处理方法:按《进货检验标准总则》执行。
批准
审核
拟制
8缺陷类别
8.1脏污、杂质、异物、气泡、白点、黑点等缺陷判定参照“点缺陷”判定
4检验项目及技术要求
4.1外观:
4.1.1液晶屏无破损,表面无脏污、斑点、划痕。
4.1.2边框及FPC线无氧化、脏污、弯形。
4.2结构尺寸:
4.2.1液晶屏主体长、宽、厚应符合装配或样品要求。
4.2.2FPC线及背光电源线尺寸应符合装配或样品要求。
4.3电气性能:无不显示、缺划、多划、闪动、显示暗等不良现象。
1目的:明确液晶显示屏的检验标准,使来料质量更好地符合我公司的品质要求。
2适用范围:适用于本公司所使用的液晶显示屏来料的检验。
3检测条件
3.1检验仪器和设备:防静电带、专用测试夹具、卡尺。
3.2检验条件:日光灯功率为60W,被测物与光源距离为1m,目视距离为20-30cm。
3.3代码:(D:直径,W:宽,L:长,DS:间距)。
不显示、显示缺划、多划、闪动、显示暗
B
显示颜色异常、条纹
B
显示有2个(含2个)以上的亮点或黑点
B
显示有1个亮点或黑点
C
显示有3个(含3个)以上的彩点
B
显示有2个彩点,且DS>30mm
C
附表
B
有3条以上0.03mm<W≤0.1mm,L≤3mm的划伤
B
有2条0.03mm<W≤0.1mm,L≤3mm的划伤
液晶显示器触控类-检测规范
系列成品检验规范1. 目的:本通用成品检验规范,主要是为质量检验人员于检验测试时,有明确的测试规范来做依据和判定。
本规范根据产品规格、组装材料的特性、产品本身的制程水平及质量定位,而订立。
2. 范围:适用于汉王18.95以上系列,成品外观检验与电气测试之内容判定依据。
3. 定义:3.1 A、B、C、D 面定义(如附图):A 面: 机器正面可视区域﹐包含底座正面可视区及机器顶部可视区。
B 面: 机器侧面可视区域(含升降立柱)。
C 面: 机器背面可视区域。
D 面: 机器支架底部及I/O口遮蔽区域(正常时不易看见之区域)。
3.2缺陷定义3.2.1 致缺(致命缺陷Critical):1).不满足相关规格,直接或潜在的危及人体安全,不符合安规条件(安全危害、电磁、导电物遗漏在机内)的缺陷。
2).如开机时的啪啪响声或爆炸声及焦味,面框或外观上公司logo错误。
3.2.2 主缺(Major):1). 对产品的性能及功能有直接影响的缺陷2). 显著降低产品可靠性,稳定性及价值的缺陷3). 根据客户要求,需要特别管制的缺陷(含外观)4). 天线板PID不正确,程序版本不正确,无法正常启动该产品功能的缺点等3.2.3 次缺(Minor):1). 对产品的性能及功能没有影响,只是降低产品等级3.3 检验条件:常温、常压,测试环境亮度为400~700 LUX,距待测机器30-40 CM,视觉角度为上下左右30°,挤压面框力度约2.25 kgf (if applicable)。
LCM电气不良及塑料外观的视觉角度为上下左右30°。
3.4 检验水平:FQC:100%外观全检。
OQA:GB2828, 一次抽样方案,检验水平II,正常检验。
主缺AQL=0.65、次缺AQL=1.0。
3.5测试前验证工作各检测工装夹具、测试仪器均校验验证,无误。
4. 检测内容:如下外观检验。
功能测试。
包装及配件明细检验。
5. 参考文件:5.1 *** Product Specification6. 作业内容:6.1 产品生产控制点记录6.2 包装配件检查6.2.1 外箱(Carton)检查6.2.2 开箱检查6.2.3 附件检查6.3 机器外观检查检验条件:测试环境亮度为400~700 LUX;距待测机器30-40 cm,时间为20 秒。
HDMI成品检验规范

版 頁
CR MA
次 次
缺陷分类
2.0 第2/2頁
檢驗方式與 MI 允收 使用工具
* * * * *
絕緣阻抗 測試儀 耐壓測試儀 插拔力計 萬用表
導通測試 以標準Cable 試插后,不導通
六.試沾錫 1 吃錫 錫爐溫度245℃±5℃,將産品錫腳部分(不加助焊劑)浸錫3~5秒. 不吃錫或吃錫面積<95%. (僅限適用於LCP塑膠材質產品) 將産品放在PCB上放入烤爐溫度265℃±5℃內保持1鐘 1 耐高溫測試 過I/R爐測試﹐溫度依260℃以上進行測試。 產品不可有變形﹐翹PIN.
* * * * * * * * * * * * * * * * * * * * * * * * * * *
目視
二.產品生產日期檢驗 1 生產日期 目視
三.外觀檢查 1 產品規格 標簽品名規格與送檢單或制造通知單不符. 金針翹出pin槽,錯位,少針或組裝不到位. 金針邊有長金屬絲,會導致相鄰兩金針短路. 金針下陷、變形或壓傷. 2 插口部分 金針表面嚴重髒污. pin槽嚴重不飽膜(缺膠),會導致相鄰兩金針短路.
十.檢驗條件
核準:
審核:
制定:
目視 10倍放大鏡
ห้องสมุดไป่ตู้目視 10倍放大鏡
游標卡尺 投影儀
文件編號
HDMI 19P板端系列 板端系列 成品檢驗規範
檢驗步驟 五.性能測試 1 2 3 4 絕緣阻抗 耐壓測試 插拔力測試 500VDC/120S/100MΩ 500VAC/0.5mA/60S 插入力: 4.5 kgf Max 拔出力: 1.0~4.0 kgf Min Min 缺陷內容
文件編號
HDMI 19P板端系列 板端系列 成品檢驗規範
液晶显示器成品检验规范
前框與 panel 前框與後蓋(GAP)
使用厚薄规
前框與 panel : Max≤2.3mm Max-Min≤1.3mm 前框與後蓋(GAP): Max≤1.2mm Max-Min≤0.8mm
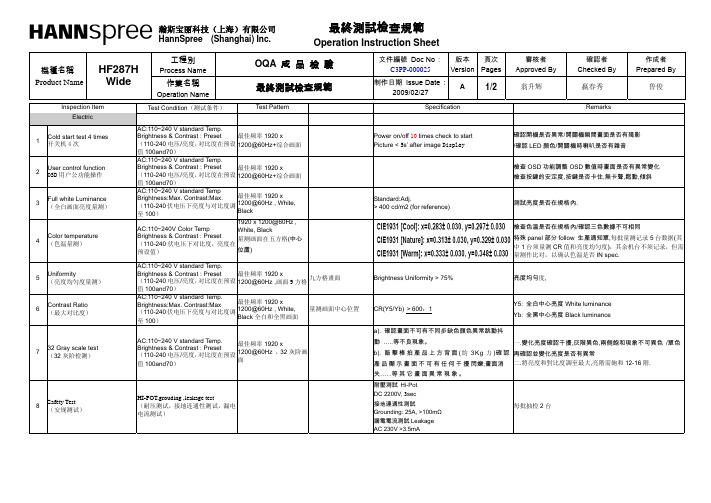
瀚斯宝丽科技(上海)有限公司 HannSpree (Shanghai) Inc.
瀚斯宝丽科技(上海)有限公司 HannSpree (Shanghai) Inc.
最終測試檢查規範
Operation Instruction Sheet
機種名稱 HF287H
Product Name
Wide
工程別
Process Name
作業名稱
Operation Name
OQA 成 品 檢 驗 最終測試檢查規範
2
Step(Bezel & Rear Cover) 前框高于后盖段差量测
前框與後蓋(段差)
使用厚薄规
4 Plastic
5
Function key (按键检查)
塑膠件檢查 按鍵檢查
最終測試檢查規範
Operation Instruction Sheet
Max≤2mm
6 机台角度測試
Tilt up 仰角 Tilt down 俯角
8
Safety Test (安规测试)
HI-POT,grouding ,leakage test (耐压测试,接地连通性测试,漏电
电流测试)
文件編號 Doc No: 版本 頁次
C3PP-000025
Version Pages
制作日期 Issue Date: A
1/2
2009/02/27
显示屏产品出厂检验标准

1目的为规范LED显示屏的成品检验,本规范规定了LED显示屏的检验程序、检验要求、检验方法和抽样方案。
以保证入库产品质量符合产品设计要求。
2适用范围本规范适用于本公司LED显示屏成品检验。
3引用标准SJ/T 11281-2007 发光二极管(LED)显示屏测试方法GB/T 2828.1-2003 计数抽样检验程序第1部分:按接收质量限(AQL)检验的逐批检验抽样计划GB/T 9286-1998 色漆和清漆漆膜的划格试验GB/T 6739-2006 色漆和清漆铅笔法测定漆膜厚度CB 867-83 塑料件通用技术条件ASTMB-94 Standard Specification for Magnesium-Alloy Die Castings 4成品检验程序显示屏装配完成后,由生产线管理人员通知检验员对显示屏进行检验,并负责做好检验记录和提出检验结论性意见,检验合格的产品由生产线管理人员通知库管员入库。
5 检验规则5.1 检验分类产品检验分为出厂检验和型式检验。
5.2出厂检验5.2.1每个显示屏应经品质部门检验合格并签发合格证后方可出厂。
5.2.2 出厂检验项目见附表1,对于抽检项目不合格的,应加倍抽样进行检验。
重新检验合格后,才能出货,如重检验不合格,则此批产品为不合格。
其它项目有不合格的,应修复,经检验合格后才可出厂。
5.3 型式检验5.3.1 型式检验在下列情况之一时进行:a)新产品或老产品转厂生产的试制定型签定;b)正式生产后,如结构、材料、工艺有较大改变,可能影响产品性能时;c)产品停产半年以上,恢复生产时;d)出厂检验结果与上次型式检验有较大差异时;e)国家质量监督机构提出进行型式检验的要求时。
5.3.2 型式检验样品从出厂检验合格品中抽取,每次抽取4只,若灯具光电性能有不合格项,则判为不合格。
其它项目中有不合格项目,应在同一批产品中加倍抽样,对不合格项进行重检,仍不合格,则型式检验为不合格。
屏幕检验标准
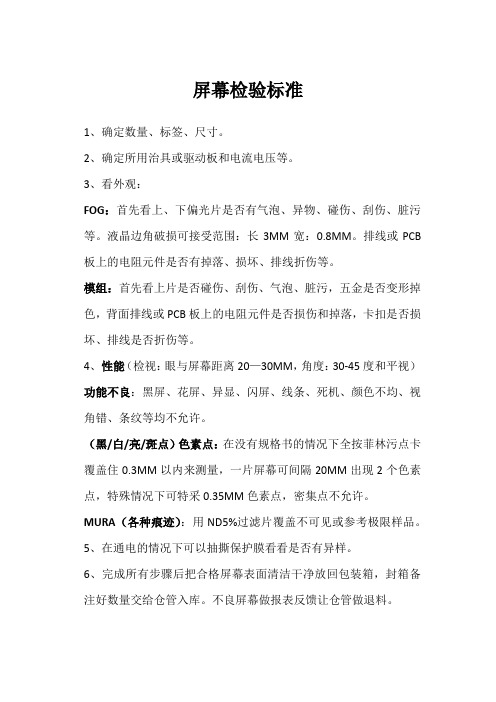
屏幕检验标准
1、确定数量、标签、尺寸。
2、确定所用治具或驱动板和电流电压等。
3、看外观:
FOG:首先看上、下偏光片是否有气泡、异物、碰伤、刮伤、脏污等。
液晶边角破损可接受范围:长3MM宽:0.8MM。
排线或PCB 板上的电阻元件是否有掉落、损坏、排线折伤等。
模组:首先看上片是否碰伤、刮伤、气泡、脏污,五金是否变形掉色,背面排线或PCB板上的电阻元件是否损伤和掉落,卡扣是否损坏、排线是否折伤等。
4、性能(检视:眼与屏幕距离20—30MM,角度:30-45度和平视)功能不良:黑屏、花屏、异显、闪屏、线条、死机、颜色不均、视角错、条纹等均不允许。
(黑/白/亮/斑点)色素点:在没有规格书的情况下全按菲林污点卡覆盖住0.3MM以内来测量,一片屏幕可间隔20MM出现2个色素点,特殊情况下可特采0.35MM色素点,密集点不允许。
MURA(各种痕迹):用ND5%过滤片覆盖不可见或参考极限样品。
5、在通电的情况下可以抽撕保护膜看看是否有异样。
6、完成所有步骤后把合格屏幕表面清洁干净放回包装箱,封箱备注好数量交给仓管入库。
不良屏幕做报表反馈让仓管做退料。
电视机成品检验规范

电视机成品检验规范Company Document number:WUUT-WUUY-WBBGB-BWYTT-1982GT一.目的:为了统一规范操作规范,使用工作员能按操作规程要求,准确地使用操作生产设备,确保产品质量。
二.适用范围适用于本公司生产的电脑一体机、液晶监视器出货检验。
三.职责检验员按检验手册逐一进行检验与判定,并对检验结果的正确性负责。
四.检验检验方式:抽样检验。
抽样方案:元器件类:按照 GB 2828-87 正常检查一次抽样方案一般检查水平Ⅱ进行。
合格质量水平:A 类不合格 AQL= B 类不合格 AQL=缺陷分类和判据、本规范中将缺陷分为 Z 类、A 类、B 类不合格。
Z 类不合格:指根据判断或经验,对产品的使用和维护人员可能造成人身危害或不安全的缺陷。
A 类不合格:指可能导致失效或严重降低产品设计使用功能,为任何用户和商店都不能接受的缺陷。
B 类不合格:指不会严重降低产品设计功能,为一般用户和商店可以接受的缺陷。
、判定缺陷的标准检验缺陷分类判据见附录 A 和附录 B、批合格与不合格的判定本规范中,批质量以产品为计数单位进行判定,而不是以不合格数为单位进行判定。
、不合格的统计方法按本规范规定的缺陷类型,分别累计样品中每类不合格品总数。
其中:有一个或一个以上 Z 类不合格,也可能还有 A 类和(或)B 类不合格的一台产品,统计为一个 Z 类不合格品。
有一个或一个以上 A 类不合格,也可能有 B 类不合格,但不含 Z 类不合格的一台产品,统计为一个A类不合格品。
有一个或一个以上 B 类不合格,但不含有 Z 类不合格或 A 类不合格的一台产品,统计为一个 B 类不合格品。
没有一任何规定缺陷的一台产品,统计为一个合格品。
样质量记录及处理检验员必须认真做好原始记录,填写 TFT L ED-TV/MONITOR 检验报表。
要求正确完整、签字齐全、结论明确。
报表于指定时间交部门主管审核,主管审核后报部门经理批准,然后归类存档。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(深圳)有限公司
QA检验规范
批准
审核
拟制
一、目的
对公司所生产、委外加工的LCD彩色显示器成品各机型的各项参数作统一规定,为QA检验提供依据
二、适用范围
适用于全彩电子(深圳)有限公司所有LCD Monito各机种的检验判定三、抽样水准
采用MIL-STD-105E AQL Level-Ⅱ级检验水准
四、允收水准
采用MIL-STD-105E AQL Level-Ⅱ中相应的AQL值;
严重缺点(CR):0.010主要缺点:(MA):0.65次要缺点(MI):1.5 五、缺点定义
严重缺点(CR):又称致命缺点,仅指有危害产品使用者或携带者的生命安全的缺点,或达不到销售地区的安全规定或产品根本无法使用;
主要缺点(MA):仅指除严重缺点外,产品使用性能不能达到所期望的目的,或显着降低其实用性的缺点;
次要缺点(MI):仅指对产品的使用性能也许不致降低或与规格不符,但在使用和操作效果上并无影响的缺点。
六、说明
1、各工序检验作业时所使用电源:AC100V~240V 60/50HZ;
2、本检验作业规范若有变更或追加将另行发文;
3、本检验规范若有差异,请参照相应的作业指导书或工程联络文;
4、本检验规范需要结合《PANEL 检验标准》进行判定;
5、客户无法接受,但又无明确规格之缺点也为不良;
6、工程不稳定或材料不良产生大量不良而制定限度样品,必须限定期限,未定期
限一律以一个月为限,一个月后限度样品取消;
7、冷机测试定义:机器关机半小时以上,开机两分钟之后进行测试;热机测试定
义:开机30分钟后进行测试.
8、除特殊规定外,电气性能各检验项目均在热机状态下进行测试,测试画面为最
佳显示模式,亮度为Recall状态.
9、目测距离正面30~50cm;环境明亮、光线充足,画面测试环境亮度250~800Lux;
外观测试环境亮度>1000Lux;亮度、色温测试环境亮度:暗房<1cd/m²;环境温度:25±5℃.
七、检验项目,标准及判定
1、包装检验判定
2、外观检验判定
备注:
(1). 上述不良现象定义尺寸限度之下为轻缺陷,限度之上为重缺陷.
(2). 检视环境>1000Lux光源下,距表面30 ~50cm 目视5-10 秒,以无异常判定合格.
(3). 其它不良如气纹、缩水、结合线等,以样品为限度,以不影响外观为标准.
3、结构检验判定
4、内观检验判定(每批次每一台检验)
备注:检验内观之机台组装好后须重新通电检测,合格方可包装.
5、电气规格检验判定
5.1.Display Mode显示模式设置(NOKIA测试程序检测,仅供参考)
1).水平与垂直频率误差±1KHz /Hz.
2).最佳显示模式(推荐使用):
普通屏4:3显示比例:
15″:1024*768@60Hz;17″:1280*1024@75Hz;19″:1280*1024@75Hz;
宽屏16:9/16:10显示比例:
15″:1280*800@60Hz;17″:1440*900@75Hz/1920*1200@60Hz;19″:1440*900@60Hz;
20.1、22″:1680*1050@60Hz. 23″1920*1080@60HZ
5.2.出厂设定标准:亮度、对比度、声音等模拟量按照出厂复位标准.
5.3.电气特性规格。