固定钳身说明书
台钳工作原理

⑥应保持清洁丝杠、螺母和其他活动表面应经常加润滑油和防锈,并注意保持清洁。
2.钳台(钳桌)用来安装台虎钳、放置工具和工件等。钳台高度约800~900mm,装上台虎钳后,钳口高度恰好齐人的手肘为宜,长度和宽度随工作需要而定。
台钳
台钳,又称虎钳,台虎钳。为钳工必备工具,也是钳工的名称来源原因,因为钳工的大部分工作都是在台钳上完成的,比如锯,锉,錾,以及零件的装配和拆卸。安装在钳工台上,以钳口的宽度为标定规格。常见规格从75mm到300mm。 结构主要是是有活动钳身、固定钳身、底座。丝杆等部分。活动钳身安装在固定钳身上,活动钳身通过一根有梯形螺纹的丝杆来带动在固定钳身槽内移动,从而是能使钳口能够开合。固定钳身连接在底座上,底座通过螺栓固定在钳工台上。台钳在安装到钳工台上有固定钳身不能自由旋转和能自由旋转的两种类型,图片中为能自由旋转的类型。旋转钳口到合适的位置能通过锁紧手柄将台钳位置锁定。 手柄通过带动丝杆带动钳身的运动,具有两个增力机构,一个为手柄的增力,一个梯形螺纹传动的增力,增力比非常大,所以钳口的夹紧力是非常大的,可以可靠的固定住工件,从而保证在钳工工作时作用在工件上大的作用力时工件不会发生任何移动。但也是因为夹紧力太大,可能会夹伤工件表面,所以在夹紧需要保护工件表面不被损坏的时候需要在工件和台钳钳口之间垫上比工件要软的东西以保护工件,比如纸或者软金属。
台钳是用来夹持工件的,有固定式和回转式两种, 其工作原理:轮盘微转锁紧被钳物,轮盘旋转强力挤压被钳Байду номын сангаас。
1.台虎钳用来夹持工件。
(1)台虎钳种类分固定式和回转式(活动式)两种结构类型。(2)台虎钳的规格以钳口的宽度表示,有lOOmm、125mm、150mm等。(3)回转式台虎钳的构造和工作原理①回转式台虎钳的构造组成主要由活动钳身、固定钳身、丝杆、丝杆螺母、施力手柄、弹簧、挡圈、销、钳口、螺钉、转座、锁紧手柄以及夹紧盘等组成(见台虎钳结构组成图)。
钳工基本功实习操作
钳工基本功实习操作义马煤技校教务处课题一钳工入门[导入]首先我代表钳工训练室欢迎※※班同学来钳工实习。
接下来我向大家介绍一下我们训练室的基本情况和实习时间、内容安排及要求。
(训练室介绍略)实习时间:214学时;实习内容:了解钳工概念及工作范围,掌握钳工的基本操作技能。
希望同学们在此实习期间,遵守劳动纪律,按时完成要求的加工工件,争取取得好成绩。
一、入门指导:钳工概述:钳工是在台虎钳上手持工具对金属进行加工的工种。
钳工工作主要以手工方法,利用各种工具和常用设备对金属进行加工。
讲到这里大家不禁要问,工业发展这么快,为什么还要用手工操作哪?在实际工作中,有些机械加工不太适宜或某些不能解决的某些工作,还是由钳工完成,比如:设备的组装及维修等。
随着工业的发展,在比较大的企业里,机械都必须有钳工基本功基础并且铆焊、电工、车工等专业都需要有钳工基本工功的基础。
这样才能更好完成工作任务。
钳工专业发展今天已经有了比较细的分工。
1.钳工的专业分工:无论是哪一种钳工,要想完成好本职工作,首先应该掌握钳工的基本操作。
2.钳工基本功操作的内容:⑴划线⑵锉削⑶錾削⑷锯削⑸钻孔、扩孔、锪孔、孔⑹攻螺纹、套螺纹⑺刮削⑻研磨⑼装配3.钳工的特点:⑴加工灵活、方便,能够加工形状复杂、质量要求较高的零件(举例)。
⑵工具简单,制造刃磨方便,材料来源充足,成本低。
⑶劳动强度大,生产率低,对工人技术水平要求较高。
4.钳工的加工范围:⑴加工前的准备工作。
如清理毛坯,在工件上划线等。
⑵加工精密零件。
如锉样板、刮削或研磨机器量具的配合表面等。
⑶零件装配成机器时互相配合零件的调整,整台机器的组装、试车、调试等。
⑷机器设备的保养维护二、钳工的常用设备:.钳台2.台虎钳种类:活动式、固定式。
活动式固定式液压式规格:以台虎钳钳口长短来表示有:100毫米、125毫米、200毫米等。
构造:见台虎钳的正确使用3、砂轮机:它是刃磨钻头、錾子、刮刀等小刃具的专用设备如下图。
台虎钳与使用
五、台虎钳与使用台虎钳是安装在工作台上的用来夹持工件的一种工具。
其规格以钳口的宽度来表示,有100mm、125mm和150mm等几种规格。
对于钳的使用来说,要看:①不同的加工对象,如何选择不同的钳;②如何使用钳准确地加工零件;③如何在用钳加工时不损害零件。
虎钳使用注意事项有:①在钳台上安放虎钳时,应使固定钳身的钳口工作面处于钳台边缘之外、这样便于夹持长条形工件,强力作业时,应使作用力朝向固定钳身,以免过多增加丝杆螺母的负荷;②夹持工件时用手扳紧即可,不得用加力杆或敲击,以免损坏丝杆、螺母,同时工件夹紧的程度要合适,注意防止夹伤工件表面;③虎钳在钳台上要固定牢靠,同时板紧锁紧螺钉。
不能用手锤敲击活动钳身。
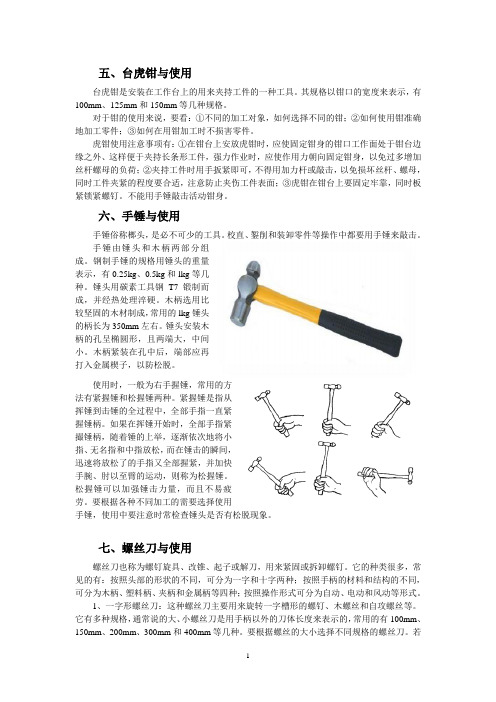
六、手锤与使用手锤俗称榔头,是必不可少的工具。
校直、錾削和装卸零件等操作中都要用手锤来敲击。
手锤由锤头和木柄两部分组成。
钢制手锤的规格用锤头的重量表示,有0.25kg、0.5kg和lkg等几种。
锤头用碳素工具钢T7锻制而成,并经热处理淬硬。
木柄选用比较坚固的木材制成,常用的lkg锤头的柄长为350mm左右。
锤头安装木柄的孔呈椭圆形,且两端大,中间小。
木柄紧装在孔中后,端部应再打入金属楔子,以防松脱。
使用时,一般为右手握锤,常用的方法有紧握锤和松握锤两种。
紧握锤是指从挥锤到击锤的全过程中,全部手指一直紧握锤柄。
如果在挥锤开始时,全部手指紧撮锤柄,随着锤的上举,逐渐依次地将小指、无名指和中指放松,而在锤击的瞬间,迅速将放松了的手指又全部握紧,并加快手腕、肘以至臂的运动,则称为松握锤。
松握锤可以加强锤击力量,而且不易疲劳。
要根据各种不同加工的需要选择使用手锤,使用中要注意时常检查锤头是否有松脱现象。
七、螺丝刀与使用螺丝刀也称为螺钉旋具、改锥、起子或解刀,用来紧固或拆卸螺钉。
它的种类很多,常见的有:按照头部的形状的不同,可分为一字和十字两种;按照手柄的材料和结构的不同,可分为木柄、塑料柄、夹柄和金属柄等四种;按照操作形式可分为自动、电动和风动等形式。
固定钳身说明书
课程设计题目:虎钳固定钳身零件的机械加工工艺规程编制及钻削 2-11孔工序专用夹具班级:姓名:指导教师:完成日期:一、设计题目虎钳固定钳身零件的机械加工工艺规程编制及钻削 2-11孔工序专用夹具二、原始资料(1) 被加工零件的零件图(草图)1张(2) 生产类型: 5000件/年三、上交材料(1) 被加工工件的零件图1张(2) 毛坯图1张(3) 机械加工工艺过程综合卡片1张(4) 与所设计夹具对应那道工序的工序卡片1张(4) 夹具装配图1张(5) 夹具体零件图1张(6) 课程设计说明书(5000字左右) 1份四、进度安排(参考)(1) 熟悉零件,画零件图2天(2) 选择工艺方案,确定工艺路线,填写工艺过程综合卡片5天(3) 工艺装备设计(画夹具装配图及夹具体图) 9天(4) 编写说明书3天(5) 准备及答辩2天五、指导教师评语成绩:指导教师日期摘要我们这次课程设计的主题是工件夹具设计,我的设计题目是:虎钳固定钳身零件的机械加工工艺规程编制及钻削 2-11孔工序专用夹具。
主要内容有:画零件图;加工工艺规程的设计;夹具体的设计以及零件、装配图的绘制。
这次机械制造课程设计的意义有以下几点体会:首先,通过这次课程设计,让我们重新的温习的机械制造、工程图学以及互换性知识。
我们在设计过程中,结合实际工件的情况查找相关资料,不仅仅是对书本知识的巩固,更是通过思考后对知识的理解。
而我个人感觉最重要的是知道了一些知识的产生来源,怎样通过原理推广到实际的应用当中。
例如,六点定位原理的实际应用,怎样通过这个原理选择合适的定位,选择正确的定位元件,这些都是结合原理应用到实际问题。
其次,通过这次课程设计也锻炼了我们的独立思考能力和个人解决实际问题的能力。
同时几个人在一组设计,也让我们懂得了讨论和交流的重要性。
独立思考与适当交流两者结合起来,对我们是一种锻炼。
几个人同一组有同样的加工工序,但每个人都有自己的加工工步,既促进了交流,避免闭门造车,又在一定程度上训练了我们的独立思考能力。
老虎钳正确操作方法
老虎钳正确操作方法
老虎钳是一种用来紧固和夹住物件的工具,正确的操作方法如下:
1.选用合适的老虎钳。
老虎钳有很多种不同大小,形状和材质的型号,选择合适的型号可以提高工作效率。
2.正确打开老虎钳。
打开老虎钳要用力拉开手柄,将钳口打开到适当的距离。
3.将要夹住的物件放入钳口。
老虎钳的钳口分别为固定钳口和活动钳口,将物件放在活动钳口处,然后利用固定钳口和活动钳口的夹紧力度,夹紧住需要钳紧的物体。
4.松开老虎钳。
当完成钳制任务后,一定要将老虎钳松开,以免损坏被夹住的物件和老虎钳自身。
5.放置老虎钳。
完成使用后,将老虎钳放回指定位置,以便下次使用。
需要注意的是,应该根据老虎钳的使用情况,按照说明书上的规定进行正确的操作。
在使用老虎钳时,要注意安全,避免伤害自己或他人。
电阻抗性多功能多尺寸螺紧钳说明书
Serie F400 SerieF200 SerieAC, DC and AC+DC TRMS Clamp MultimetersSafety for Every Type of Use!• Current: 2,000 A A C / 3,000 A D C• Voltage: 1,000 V A C/DC• Clamping diameter: 60 mm• Large 10,000-count display• Automatic AC / D C detection • Min, Max, Peak • RELative and differential measurements • Power values • THD & Harmonics • 3-year warrantyAll these clamp multimeters are equipped with automatic AC/DC detection.Each key correspondsto a single functionwhatever the mode.CATegory IV up to1,000 V for greatersafety.The casing is equippedwith a shockproof bandto protect against falls.The backlit LCD screen isparticularly comfortableto read, offering contrastsand a viewing anglewhich are unprecedentedfor this type of instrument(up to 10,000 counts).with protective gloves.measurements.TRMS Versionof Min and Max!The Min and Max are TRMS values calculatedover a duration of up to 100 ms.This feature is particularly useful for sizing aninstallation, the diameter of a power cable, athermal protection device, etc.Peak+ and Peak-Calculated over a period of 1 ms, the Peak+and Peak- values help to characterize thedistortion affecting the signal measured.For example, they may reveal variations in theinstallation’s behaviour or even malfunctions.THD and HarmonicsWhen seeking the causes of a malfunction,knowledge of the overall signal distortion(THD r or THD f) or frequential distortion(harmonic analysis) helps you to identify theprecise corrective solution required: filtering,oversizing, etc.Harmonic analysis also contributes to fireprevention.∆REL,for Quick EvaluationComparison with a reference quantity is aquick way of evaluating and analysing yourresults. A signal’s variations can be measureddifferentially or relatively. The first methodindicates the difference between the valueof reference and the value measured. Thesecond method indicates the proportion.The ∆REL function can be applied to any typeof measurement and can be used jointly withthe Min, Max and Peak functions.INNOVATION FROMCHAUVIN ARNOUXThe functionmakes it easy to analyse boththe inrush of a single motorand the inrush of a set ofmachines in operation.The clamp automaticallydetermines the type of signaland the level of current in theinstallation and then adapts thealgorithm and measurementmode to capture the expectedovercurrent.Indeed, correct sizing ofelectrical installations interms of both the conductorsand the protective systemsimplemented is a recurrentproblem.Overcurrents usually occurwhen an installation or amachine is started up or whenmachinery is subjected toheavy loads.Thefunction enables you to size theinstallation correctly.• Resistance and audible continuity• Min / Max analysis• overcurrent measurement2/ TYPE CURRENT & FUNCTIONSVoltage up to 1,000 V Resistance, audible continuity F200600 A AC / 900 A DC F4001,000 A AC / 1,500 A DC F6002,000 A AC / 3,000 A DCtertiary or industrial electrical installations or installed machines, power supply diagnostics and/or sizing, commissioning of air-conditioning and heating systems, work on electric vehicles, etc.lifting and transport specialists.The main applications for the clamps in this series are maintenance, testing, monitoring, diagnostics and connection.Complete display for F401,F403, F405, F601, F603 & F605Applications: maintenance, testing, monitoring, diagnostics, sizing, connection, etc.Complete display for F407 & F607MIDDLE EAST Chauvin Arnoux Middle East P .O. BOX 60-1541241 2020 JAL EL DIB - LEBANON Tel: +961 1 890 425Fax: +961 1 890 424************************ UNITED KINGDOM Chauvin Arnoux LTD Unit 1 Nelson Ct, Flagship Sq, Shaw Cross Business Pk Dewsbury, West Yorkshire - WF12 7TH Tel: +44 1924 460 494Fax: +44 1924 455 328**********************.uk FRANCE Chauvin Arnoux 190, rue Championnet 75876 PARIS Cedex 18Tel: +33 1 44 85 44 38Fax: +33 1 46 27 95 59************************ TO ORDERF201 . . . . . . . . . . . . . . . . .P0*******F203 . . . . . . . . . . . . . . . . .P0*******F205 . . . . . . . . . . . . . . . . .P0*******F401 . . . . . . . . . . . . . . . . .P0*******F403 . . . . . . . . . . . . . . . . .P0*******F405 . . . . . . . . . . . . . . . . .P0*******F407 . . . . . . . . . . . . . . . . .P0*******F601 . . . . . . . . . . . . . . . . .P0*******F603 . . . . . . . . . . . . . . . . .P0*******F605 . . . . . . . . . . . . . . . . .P0*******F607 . . . . . . . . . . . . . . . . .P01120967906211256 – E d . 4 – 07/2017 – N o n c o n t r a c t u a l d o c u m e n t . C o n fi r m s p e c i fi c a t i o n s b e f o r e o r d e r i n g .1.5 V for F400 / F600 Series(5 languages) on CD-RomSTATE AT DELIVERY639 V for F200 Series。
固定钳身课程设计说明书
铸造工艺课程设计说明书设计题目:固定钳身铸造工艺设计******班级:成型1002班学号:****************目录一、零件简介 (5)1.零件介绍 (5)2.生产方式的选择 (5)二、铸造工艺方案的选择 (6)1.造型方法与铸型种类的选择 (6)2.砂芯种类与制芯方法的选择 (7)3.确定浇注位置与铸型分型面 (8)三、铸造工艺参数的确定 (9)1. 砂芯的设计 (9)2. 沙箱中铸件数目的选择 (11)3. 初步进行模板板面布置和估算砂箱尺寸 (11)4. 选取拔模斜度 (12)5. 选取铸造收缩率 (13)四、浇注系统的设计 (14)1.浇注系统的选择原则 (14)2.浇注系统的尺寸确定 (14)五、冒口的尺寸计算 (17)六、冷铁的设计 (17)参考文献 (19)摘要:铸造生产通常是指用熔融的合金材料制作产品的方法,将液态合金注人预先制备好的铸型中使之冷却、凝固,而获得毛坯或零件,这种制造过程称为铸造生产,简称铸造,所铸出的产品称为铸件。
大多数铸件作为毛坯,需要经过机械加工后才能成为各种机器零件;有的铸件当达到使用的尺寸精度和表面粗糙度要求时,可作为成品或零件直接应用。
铸造是将金属炼成符合一定要求的液体并浇进铸型里,经冷却凝固,清除处理后得到预定形状、尺寸和性能的铸件工艺过程,铸件毛坯因近乎成形而达到免机械加工或少量加工的目的,降低了成本并在一定程度上减少了时间。
铸造是现代机械制造工业的基础之一。
铸造种类很多,按造型方法习惯上分为:普通砂型铸造和特种铸造。
铸造工艺通常包括铸型准备,铸造金属的溶化与浇注,铸件处理和检验。
中国的铸造业再近些年取得了一定的发展。
为了提高铸件相对于其他成形工艺制造的零部件的竞争能力,需要发挥铸件的特长,进一步发挥铸造材料的高强度化和高机能化,同时还要开发创新的精密成形技术或者说是净形、近净形技术,以提高铸件的内外在质量. 最需要开发的是节材节能技术,尽量减少资源和能源的消耗。
固定钳身说明书
课程设计题目:虎钳固定钳身零件的机械加工工艺规程编制及钻削 2-11孔工序专用夹具班级:姓名:指导教师:完成日期:一、设计题目虎钳固定钳身零件的机械加工工艺规程编制及钻削 2-11孔工序专用夹具二、原始资料(1) 被加工零件的零件图(草图) 1(2) 生产类型: 5000件/年三、上交材料(1) 被加工工件的零件图 1(2) 毛坯图 1(3) 机械加工工艺过程综合卡片 1(4) 与所设计夹具对应那道工序的工序卡片 1(4) 夹具装配图1(5) 夹具体零件图 1(6) 课程设计说明书(5000字左右) 1份四、进度安排(参考)(1) 熟悉零件,画零件图2天(2) 选择工艺方案,确定工艺路线,填写工艺过程综合卡片5天(3) 工艺装备设计(画夹具装配图及夹具体图) 9天(4) 编写说明书3天(5) 准备及答辩2天五、指导教师评语成绩:指导教师日期摘要我们这次课程设计的主题是工件夹具设计,我的设计题目是:虎钳固定钳身零件的机械加工工艺规程编制及钻削 2-11孔工序专用夹具。
主要容有:画零件图;加工工艺规程的设计;夹具体的设计以及零件、装配图的绘制。
这次机械制造课程设计的意义有以下几点体会:首先,通过这次课程设计,让我们重新的温习的机械制造、工程图学以及互换性知识。
我们在设计过程中,结合实际工件的情况查找相关资料,不仅仅是对书本知识的巩固,更是通过思考后对知识的理解。
而我个人感觉最重要的是知道了一些知识的产生来源,怎样通过原理推广到实际的应用当中。
例如,六点定位原理的实际应用,怎样通过这个原理选择合适的定位,选择正确的定位元件,这些都是结合原理应用到实际问题。
其次,通过这次课程设计也锻炼了我们的独立思考能力和个人解决实际问题的能力。
同时几个人在一组设计,也让我们懂得了讨论和交流的重要性。
独立思考与适当交流两者结合起来,对我们是一种锻炼。
几个人同一组有同样的加工工序,但每个人都有自己的加工工步,既促进了交流,避免闭门造车,又在一定程度上训练了我们的独立思考能力。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
..a ... .课 程 设 计题 目:虎钳固定钳身零件的机械加工工艺规程编制及钻削 2-11孔工序专用夹具班 级: 姓 名: 指导教师: 完成日期:..一、设计题目虎钳固定钳身零件的机械加工工艺规程编制及钻削 2-11孔工序专用夹具二、原始资料(1) 被加工零件的零件图(草图)1张(2) 生产类型: 5000件/年三、上交材料(1) 被加工工件的零件图1张(2) 毛坯图1张(3) 机械加工工艺过程综合卡片1张(4) 与所设计夹具对应那道工序的工序卡片1张(4) 夹具装配图1张(5) 夹具体零件图1张(6) 课程设计说明书(5000字左右) 1份四、进度安排(参考)(1) 熟悉零件,画零件图2天(2) 选择工艺方案,确定工艺路线,填写工艺过程综合卡片5天(3) 工艺装备设计(画夹具装配图及夹具体图) 9天(4) 编写说明书3天(5) 准备及答辩2天五、指导教师评语成绩:指导教师a . .. ...日期a . .. ...摘要我们这次课程设计的主题是工件夹具设计,我的设计题目是:虎钳固定钳身零件的机械加工工艺规程编制及钻削 2-11孔工序专用夹具。
主要内容有:画零件图;加工工艺规程的设计;夹具体的设计以及零件、装配图的绘制。
这次机械制造课程设计的意义有以下几点体会:首先,通过这次课程设计,让我们重新的温习的机械制造、工程图学以及互换性知识。
我们在设计过程中,结合实际工件的情况查找相关资料,不仅仅是对书本知识的巩固,更是通过思考后对知识的理解。
而我个人感觉最重要的是知道了一些知识的产生来源,怎样通过原理推广到实际的应用当中。
例如,六点定位原理的实际应用,怎样通过这个原理选择合适的定位,选择正确的定位元件,这些都是结合原理应用到实际问题。
其次,通过这次课程设计也锻炼了我们的独立思考能力和个人解决实际问题的能力。
同时几个人在一组设计,也让我们懂得了讨论和交流的重要性。
独立思考与适当交流两者结合起来,对我们是一种锻炼。
几个人同一组有同样的加工工序,但每个人都有自己的加工工步,既促进了交流,避免闭门造车,又在一定程度上训练了我们的独立思考能力。
最后,我们此次作图使用了作图软件,例如CAXA,AUTOCAD,PRO/E。
因为我们此次设计画图任务很重,在作图过程熟悉了这几种软件中的一种。
在闲暇之时,我们还交流作图经验,为以后走上工作岗位打好基础。
作为一个学机械的学生应该有熟练的作图水平。
a . .. ...AbstractWe designed this course is the theme of the workpiece fixture design, my design is entitled: Huqian fixed clamp body parts of the machining process planning and preparation process for drilling holes 2-11 fixture. Elements include: painting parts map; processing of order design; folder specific design and components, the assembly of the plan is drawn.The machinery manufacturing curriculum design is the significance of the following experience:First of all, through the curriculum design, let us re-study the machinery manufacturing, engineering graphics and interchangeability of knowledge. We in the design process, in light of the realities of the workpiece to find relevant information, not just the book knowledge of consolidation, after thinking through the knowledge and understanding. I personally feel the most important thing is that a number of sources have knowledge of how to promote the principles to the actual application of them. For example, 6:00 targeting the practical application of principles of how this principle to choose a suitable location, choose the correct positioning devices, these principles are applied to the combination of practical problems.Secondly, through this training course design also our ability to think independently and individuals the ability to solve practical problems. At the same time a group of a few people in the design, let us also understand the importance of the discussion and exchange. Independent thinking and appropriate exchange with the two of us is a kind of exercise. The same group of a few people have the same processing, but everyone has their own processing the step, not only promote thea . .. ...exchanges and avoid working behind closed doors, to a certain extent, the training of our independent thinking.Finally, we use the mapping of the mapping software, for example, CAXA, AUTOCAD, PRO / E. Because we have the design drawing heavy tasks in the process of drawing familiar with this in one of several software. In her spare time, we also exchange experience in drawing, for the future work on laying a solid foundation. As a mechanical school students should have the skilled drawing level.a . .. ...目录1.固定钳身的工艺分析 (1)1.1固定钳身的用途 (1)1.2固定钳身的技术要求 (2)1.3审查零件的工艺性 (3)1.4确定固定钳身的生产类型 (3)2.加工工艺规程 (3)2.1选择毛坯 (3)2.2确定毛坯的尺寸公差与机械加工余量 (4)2.3拟定工艺路线 (4)2.3.1定位基准的选择 (4)2.3.2表面加工方法的确定 (5)2.3.3加工阶段的划分 (5)2.3.4工序的集中和分散 (6)2.3.5机械加工工序 (6)2.3.6确定工艺路线 (6)2.4加工余量、工序尺寸和公差的确定 (7)2.5切削用量的计算 (8)2.5.1钻孔工步 (8)2.5.2粗铰工步 (8)2.5.3精铰工步 (8)3.专用夹具设计 (9)3.1夹具设计任务 (9)3.2确定夹具的结构方案 (9)3.2.1确定定位元件 (9)3.2.2确定导向装置 (9)3.2.3确定夹紧装置 (9)4.参考文献 (10)a . .. ...1.固定钳身的工艺分析1.1固定钳身的用途平口钳又名机用虎钳,是一种通用夹具,常用于安装小型工件。
它是铣床、钻床的随机附件。
将其固定在机床工作台上,用来夹持工件进行切削加工。
其工作原理是用扳手转动丝杠,通过丝杠螺母带动活动钳身移动,形成对工件的加紧与松开。
被夹工件的尺寸不得超过70毫米。
固定钳身是平口钳的主要零件。
固定钳身左右两端同轴线的两个圆孔,用以支承丝杠。
钳身中间部位制成长方形槽,槽两侧有短形导轨,导轨的上、下和外侧面为滑动面,因此对其有较高的尺寸精度,形位精度和表面质量要求,以保证活动钳身和丝杠螺母沿固定钳身导轨面的运动精度。
钳口板通过两个沉头螺钉紧定在钳身上部外,与活动钳身对称形成“钳口”,夹持工件。
固定钳身底座上有两个Ф11安装孔。
a . .. ...a . .. . 1.2固定钳身的技术要求固定钳身的零件技术要求表(注:断面描述参照零件图) 加工表面 尺寸及差/mm 公差/mm 及精度等级表面粗糙度/m μ 形位公差/mm φ12mm 孔0.043012φ+ 0.043,IT7 a R 1.6 φ18mm 孔0.043018φ+ 0.043,IT7 a R 1.6 φ30mm 孔φ30 IT9 φ30mm 孔底面IT9 a R 6.3 φ25mm 孔φ25 IT9 a R 6.3 φ25mm 孔底面IT9 a R 6.3 φ11mm 孔φ11 IT9 a R 6.3 0.0100.0286-- 0.0100.0286-- 0.018,IT8钳身宽 0.0300.10480-- 0.074,IT9 a R 6.3钳身底面 IT7 a R 1.6钳身上表面 IT7 a R 1.6工字槽底部宽 46 IT9 a R 6.3工字槽上部宽 28 IT9 a R 6.3工字槽底面 IT7 a R 1.6钳口板左端面IT9 a R 6.3a . .. . 固定钳身左右两端同轴线的Ф12和Ф18两个圆孔,并且有同轴度要求,用以支承丝杠。