轧辊辊颈断裂分析
热轧轧辊剥落或断裂的原因及预防方法探究

热轧轧辊剥落或断裂的原因及预防方法探究热轧轧辊作为热轧设备中重要的组成部分,其质量直接影响到产品质量和生产效率。
在生产中,往往会出现轧辊剥落或断裂的情况,造成了生产效率低下和安全隐患,因此研究热轧轧辊剥落或断裂的原因及预防方法具有重要的实际意义。
1. 轧辊表面损伤导致轧辊剥落或断裂在轧辊使用过程中,出现轧辊表面损伤容易导致轧辊剥落或断裂。
这种损伤包括表面裂纹、划痕、磨损、腐蚀等,这些损伤会进一步扩大,最终导致轧辊剥落或断裂。
轧辊材质好坏直接影响到轧辊的使用寿命和质量。
如果轧辊的材质不够坚固耐用,那么在热轧过程中会出现轧辊变形、疲劳、裂纹等问题,将极大影响热轧产品质量。
热轧设备的操作不规范也容易导致轧辊剥落或断裂。
例如温度控制不当、轧辊调整不到位等等,都会在热轧过程中产生不同程度的影响,最终导致轧辊剥落或断裂。
热轧工艺参数是热轧过程中必须严格控制的参数,如果热轧工艺参数不合适将会直接影响到轧辊的寿命和使用效果。
例如,轧制过程中的拉伸率、轧制力、速度等参数不合适,都将导致轧辊剥落或断裂。
1. 轧辊材质的优化优化轧辊材质可以提高轧辊的抗拉、抗压、抗疲劳等性能。
特别是在硬度和韧性之间的平衡上,选择合适的轧辊材料可大大提高轧辊的使用寿命。
2. 加强对轧辊的检测热轧轧辊在使用过程中应每隔一些周期对轧辊进行检测,及时发现轧辊损伤和裂纹等问题并进行处理,避免因轧辊的损坏而影响到生产和产品质量。
3. 热轧设备的维护针对热轧设备操作不规范等问题,应加强设备维护,保持轧辊的良好状态。
定期做好轧辊的维护与更新,及时清理轧辊附着的物质,避免附着物进一步侵蚀轧辊表面。
4. 控制热轧工艺参数对于热轧工艺参数不合适问题,应严格控制热轧温度、轧制力、速度等参数。
调整工艺参数能够有效避免轧辊的剥落或断裂。
总之,对于热轧轧辊剥落或断裂问题,合理地选择轧辊材质,加强轧辊的检测和维护,规范热轧设备操作,严格控制热轧工艺参数,是预防轧辊剥落或断裂的有效方法。
热轧轧辊剥落或断裂的原因及预防方法探究
热轧轧辊剥落或断裂的原因及预防方法探究热轧轧辊剥落或断裂是热轧生产中常见的问题,它不仅会导致生产效率的下降,还会影响产品质量,增加生产成本。
探究热轧轧辊剥落或断裂的原因及预防方法对于提高热轧生产的稳定性和效率至关重要。
一、热轧轧辊剥落或断裂的原因1.材料质量问题热轧轧辊的材料质量对于其使用寿命和稳定性起着决定性作用。
如果材料本身存在着裂纹、夹杂等质量问题,就容易在使用过程中出现剥落或断裂的情况。
选择高质量的轧辊材料,加强材料的检测和控制是预防轧辊剥落或断裂的重要一环。
2.使用环境热轧生产现场的使用环境也是导致轧辊剥落或断裂的重要原因。
高温、高压、冲击等因素都会对轧辊的稳定性造成影响,长期处于这样的环境中,轧辊易于发生变形、疲劳等问题,导致剥落和断裂。
3.工艺技术问题工艺技术水平直接关系到生产出来的轧辊质量。
加热温度和时间控制不当,轧辊表面硬化深度不足,会使轧辊在使用过程中易于产生剥落或断裂的问题。
而且,工艺参数不稳定、设备磨损严重、操作不当等也都会导致轧辊剥落或断裂的问题。
1.提高材料质量选择优质的轧辊材料非常重要。
采用高强度、高耐磨的合金钢材料制成的轧辊,在相同的使用环境下其剥落或断裂的风险要小得多。
加强对轧辊材料的检测和控制,严格把关材料质量,杜绝存在质量隐患的材料进入生产环节。
2.改善使用环境优化热轧生产的使用环境也是预防轧辊剥落或断裂的关键之一。
通过合理设置冷却系统、加强环境保护措施等,有效降低高温、高压等因素对轧辊的影响。
加强对设备的维护保养,定期对设备进行检查,及时发现并解决存在的问题,降低环境对轧辊稳定性的影响。
3.优化工艺技术通过不断优化工艺技术,提高生产水平也是预防轧辊剥落或断裂的有效方法。
改善加热工艺、提高轧辊表面硬化深度、加强设备维护保养等,都可以有效降低轧辊剥落或断裂的风险。
培训操作人员,提高其技术水平,增强操作规范性,也是有效预防轧辊剥落或断裂的方法之一。
4.加强监控和管理加强对生产过程的监控和管理,及时发现并处理存在的问题也是预防轧辊剥落或断裂的关键。
热轧轧辊剥落或断裂的原因及预防方法探究
热轧轧辊剥落或断裂的原因及预防方法探究热轧轧辊剥落或断裂是热轧过程中常见的问题,它会导致生产停工、损失资源和时间,严重时还会造成安全事故。
深入了解轧辊剥落或断裂的原因,并采取预防措施,对于保障生产安全和提高生产效率非常重要。
热轧轧辊剥落或断裂的原因可以分为两类,一类是外界因素导致的,另一类是内部原因造成的。
外界因素包括材料的缺陷、不合理的轧制工艺参数和设备故障等。
轧辊在使用过程中,由于受到较大的冲击力和热应力,容易发生裂纹、疲劳断裂等问题。
如果轧辊的加热温度不均匀,或者冷却不及时,也会导致轧辊的过热或过冷,从而引起剥落或断裂。
内部原因主要是由于轧辊自身材料的问题以及制造工艺不合理。
轧辊的材料一般是高硬度和高耐热的合金材料,如果合金成分不均匀、内部组织不致密,或者轧辊表面有裂纹等缺陷,都会导致轧辊在使用过程中剥落或断裂。
轧辊的制造工艺也会影响其使用寿命和性能稳定性,如果制造工艺的控制不当,也会导致轧辊的剥落或断裂。
为了预防热轧轧辊剥落或断裂的发生,可以采取以下措施:1. 优化工艺参数:合理调整轧制工艺参数,包括轧制温度、轧制速度和轧制力度等,以降低轧辊的热应力和冷却不均匀性。
2. 提高轧辊材料质量:选用质量优良的合金材料,确保其成分均匀且内部组织致密,以提高轧辊的耐热性和抗疲劳性。
3. 加强轧辊维护:定期对轧辊进行检查和维护,及时发现并修复轧辊上的裂纹和缺陷,防止其进一步扩展和影响使用寿命。
4. 加强设备监控:采用先进的设备监控系统,及时检测和控制轧制过程中的参数,发现异常情况及时调整,避免发生剥落或断裂。
热轧轧辊剥落或断裂是一个复杂的问题,涉及到材料、工艺和设备等多个方面。
只有通过科学的工艺控制和严格的质量管理,采取合理的预防措施,才能有效地降低轧辊剥落或断裂的发生概率,提高生产效率和生产安全性。
宽厚板轧机工作辊断裂原因分析及对策
从过 程计算 机 记 录 的速 度趋 势 发 现 , 轧 制 在 过程 中 咬钢瞬 间上下辊 速差 达到 7 5rmn 远远 . / i, 超过偏 差 1rmn正 常水平 , 辊辊 速 瞬 间降低 , / i 上 导致 下辊 承担扭 矩 瞬 间增 大 , 下 辊首 先 断 裂 的 是 重要原 因。经查 前一道 次咬入 和抛 出时分 别产 生 了 24 / n和 34 / i .7rmi .8rrn的速 度差 , a 同时 实物
L n n h n ih o iMig a d Z a g L e a
f n a o n t l o L ) dnI nadS e C . t Ha r e d
Ab ta l T i p p rd ti d y a ay e a s s o o k rl b e k g tt e c  ̄ r b t l g a h c e a n - s r c h s a e ea l l n ls s e H e f w r o r a a e a h o a y meal r p i x mi a e l o t n, lrs nc f w d tci n ,s e g h rve o h r k n wo k r l,di e o q e a d p ae f t e s rv asc u e i u t o i a ee t o a l o t n t iw n t e b o e r l r s tr u n l t an s ,e e l a s s r e o v l o o k r l b a a e b n lzn n o ai g t er lv t aa, s b ih ste p e e t eme s r sa a n t h o k fw r o r k g y a ay i g a d c mp r ee a t e t l e r v ni a ue g i s t e w r l e n h n d a s h v r l b a a e,i e ,o t zn h r i a a ss h d l n sa l h n o q e it r c i g p oe t n w e l n o r k g e . . p i ig t e o i n p s c e u e a d e t i ig t r u n e l kn r tci h n r l g mi g l b s o o o i i h p e ft p z i rf e,S s t r v n x e s e r l n o d a d a od a y p o u t n o q i me ta c — ntes e do a eodpo l r i O a o p e te c s i ol g la n v i n r d c i re u p n c i e v i o
轧机上断辊的原因分析
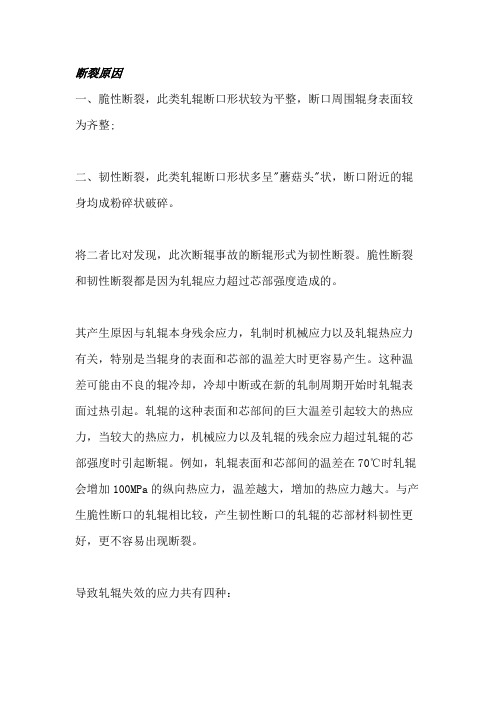
断裂原因一、脆性断裂,此类轧辊断口形状较为平整,断口周围辊身表面较为齐整;二、韧性断裂,此类轧辊断口形状多呈"蘑菇头"状,断口附近的辊身均成粉碎状破碎。
将二者比对发现,此次断辊事故的断辊形式为韧性断裂。
脆性断裂和韧性断裂都是因为轧辊应力超过芯部强度造成的。
其产生原因与轧辊本身残余应力,轧制时机械应力以及轧辊热应力有关,特别是当辊身的表面和芯部的温差大时更容易产生。
这种温差可能由不良的辊冷却,冷却中断或在新的轧制周期开始时轧辊表面过热引起。
轧辊的这种表面和芯部间的巨大温差引起较大的热应力,当较大的热应力,机械应力以及轧辊的残余应力超过轧辊的芯部强度时引起断辊。
例如,轧辊表面和芯部间的温差在70℃时轧辊会增加100MPa的纵向热应力,温差越大,增加的热应力越大。
与产生脆性断口的轧辊相比较,产生韧性断口的轧辊的芯部材料韧性更好,更不容易出现断裂。
导致轧辊失效的应力共有四种:一、制造过程中的残余应力;二、轧制过程中的机械应力;三、轧制过程中轧辊的组织应力;四、轧辊内外温差造成的热应力。
如果是因为制造残余应力过大产生断裂,断辊通常发生在轧辊初始上机使用的前几次,且为开轧的前几块轧材。
此次断裂的轧辊已经上机轧制了四次,工作层消耗了14mm,因此不应是因制造残余应力形成的断裂。
如果是因为机械应力产生的断裂,需要很大的机械应力。
经粗略计算,如此大截面的高铬铸钢轧辊若被机械应力拉断,则需要100MN 以上的拉力,对于该轧辊工作的轧机来说这是不可能的。
轧辊受力最大的部位是传动端辊颈,如果材料的力学性能指标不足,正常轧制情况下首先损坏的是传动端辊颈。
从实际轧制和断辊情况来看,不是由于机械应力造成辊身断裂。
对组织应力影响最大的就是外层组织中残余奥氏体含量。
残余奥氏体在轧制温度,轧制压力和水冷的交变作用下,发生奥氏体向马氏体或贝氏体的转变,由于奥氏体的比容小,而马氏体的比容大,因而在组织转变的过程中伴随着体积的膨胀,会致使轧辊的工作层产生更大的压应力,芯部产生更大的拉应力,芯部应力一旦超过材料的强度,必然造成轧辊断裂。
引起轧辊发生垂直轧辊轴线断裂断面的主要原因_

引起轧辊发生垂直轧辊轴线断裂断面的主要原因1. 引言1.1 概述在轧钢过程中,轧辊是一种重要的工作部件,其质量和稳定性直接影响到整个轧制过程的效果和产品质量。
然而,在实际生产中,垂直轧辊轴线断裂断面问题时有发生,给生产运行带来了严重的影响和损失。
因此,了解引起这一问题的主要原因,并采取相应措施来预防和解决它们具有重要意义。
1.2 文章结构本文将从三个方面对垂直轧辊轴线断裂断面的主要原因进行探讨:轧辊质量问题、加工工艺问题以及动力系统问题。
每个方面将进一步细分为具体的子问题,并通过深入分析和研究来揭示这些子问题对垂直轧辊轴线断裂造成的影响。
1.3 目的本文旨在全面地研究并概述引起垂直轧辊轴线断裂断面的主要原因。
通过对这些原因进行深入剖析,我们可以更好地理解并找出有效的解决方案,从而提高生产过程中的效率和产品的质量。
给出相关的解决方案和改进建议有助于生产运行更加平稳和可靠地进行。
2. 垂直轧辊轴线断裂断面的主要原因垂直轧辊轴线断裂断面是钢铁工业中常见的问题之一,其主要原因可以归结为轧辊质量问题、加工工艺问题和动力系统问题。
2.1 轧辊质量问题轧辊质量问题是导致垂直轧辊轴线断裂断面的重要原因之一。
首先,材料的质量不合格会直接影响到轧辊的强度和韧性,在工作过程中容易出现疲劳破坏。
其次,热处理过程不当也可能使得轧辊内部存在残余应力或者晶粒生长异常,从而降低了其抗疲劳性能。
此外,加工精度不高也会导致负责分布不均匀以及表面误差增加,使得在工作过程中产生应力集中区域。
2.2 加工工艺问题加工工艺问题也是引起垂直轧辊轴线断裂断面的重要原因之一。
切割过程不正常会导致切口存在毛刺或者微裂纹等缺陷,这些缺陷在后续工作中会发展成裂纹,并最终导致轧辊断裂。
正火过程中温度和时间的控制不合理也会在轧辊内部形成大量的残余应力,使得轴线处于扭转应力状态,容易引发断裂。
此外,精加工磨削不足也可能使得表面存在凸起或者凹陷等缺陷,从而使得轧辊在工作过程中受到额外的摩擦和冲击。
支承辊断辊分析及结构优化
冷轧带钢生产能力是一个国家钢铁工业发展水平的重要标志[1]。
随着钢铁工业的不断发展,大中型钢铁企业多采用连续酸洗-轧制联合机组生产冷轧带钢,而小型企业仍多采用单机架可逆冷轧机组。
某冷轧厂现有一条1050mm 单机架冷轧机组,生产状态良好,为适应市场需求,对轧机进行改造,以拓宽产品范围,改造后具备生产宽度1200mm 钢板的能力。
机组改造升级后开始生产1200mm 宽的钢板,但在生产过程中频繁发生支承辊断辊事故。
为此,应企业需求,笔者针对断辊事故进行分析,提出优化方案。
1轧机基本参数该1050mm 单机架可逆冷轧机组主要设备包括上卷小车、开头机、机前卷取机、机前卸卷小车、六辊轧机、机后液压剪、机后卷取机、机后卸卷小车和轧机主传动装置等。
生产厚度为0.16~1.4mm ,宽度为950~1200mm 的带钢;产品材质包括碳素结构钢、优质碳素结构钢、低合金钢等;代表牌号有:Q215、08Al 、SPCC 、SPCD 、SPCE 、IF ;生产能力22万t/a ;坯料厚度:3~3.5mm ,宽度:950~1200mm ;材料强度最大σs ≤590N/mm 2,最大σb ≤900N/mm 2。
最大轧制力12500kN ,最大轧制速度850m/mm 。
2断辊原因分析经现场了解,发生断辊事故没有特定工况,有时正在轧制,有时轧辊刚刚压靠就发生断辊事故;断辊发生位置较为固定,均在辊颈一个小凹槽处(见图1,图2)初步判定“凹槽”处应力集中过大。
1.一重集团大连工程技术有限公司工程师,辽宁大连116600支承辊断辊分析及结构优化李韦良1摘要:对某冷轧厂支承辊断辊事故原因进行分析,并提出优化方案,利用有限元软件对优化方案进行分析计算,优化方案实施后未再发生断辊事故。
关键词:支承辊;结构优化;有限元中图分类号:TG333文献标识码:A 文章编号:1673-3355(2019)06-0004-05Analysis on Backup Roll Breakage and Structure Optimization Li WeiliangAbstract:The paper analyzes why the backup roll of a cold steel mill broke and proposes the optimization solution.The solution is verified with FEM analysis and succeeds in practice and no breakage of backup rolls happens again.Key words:backup roll;structure optimization ;FEM10.3969/j.issn.1673-3355.2019.06.004图1现场断辊图片图5现结构支承辊过渡区域详图图4改造前支承辊过渡区域详图图2现结构支承辊结构图图3改造前支承辊结构图2.1支承辊结构分析该支承辊改造前辊身长度1040mm (见图3),由于用户在改造中,本着充分利用原有零部件的原则,在辊身加长的前提下尽可能保证其他结构形状尺寸不变,最大限度保证轧辊总长度不变。
3500mm炉卷轧机支承辊断裂原因分析
通过对不同断 口的观察 与分析 , 几乎所有断 口都起源于碳化物与夹杂的聚集区。即起源于低 倍 下 肉眼可 见 的 白色 斑点状 及 网状偏 析 。 由于 白
色 斑点 状及 网状 偏 析 是 由颗粒 状 碳 化 物 及 炉渣 、
( 1 ) 碳化物分布不均匀。主要 体现在低倍下 的 白色斑点 状偏 析及 网状偏 析 。这是 原始 铸锭 在
打 碎形成 弥 散分 布 , 严 重 割 裂 了金 属 基 体 的连 续 性, 降 低 了合 金 强度 与塑 韧性 , 并 产 生 应 力集 中 , 从 而导致 事 故辊萌 生 断裂源 。 无论 是 裂纹 源区 , 还是裂 纹 扩展 区 , 断 口形貌 均 以解理 脆性 断 裂 为 主 , 表 明该 事 故 辊 系 典 型脆
凝 固过 程 中受钢 的冶 炼 质 量 、 浇 注条 件 及 冷 却 结 晶特 点共 同影 响 的结 果 。原始 铸锭组 织 中存在 严 重 的碳 化物 分 布不 均 匀 , 锻 造 及 锻后 退 火 又 不 充
低熔点夹杂 、 氧化物等组成的集合体 , 造成合金塑 韧性极度降低 , 并产生应力集中, 促成裂纹萌生。 尤 其是 处
锭 在浇 注时 形成 翻皮 , 内部 夹 杂及 碳 化 物 聚集 非
分, 使碳化物不均匀现象未能得到有效改善。正
是 由于碳化 物不 均 匀 , 也 造 成 了基 体 组 织 品粒 大 小 分布 不均 匀 , 尤 其是 贫碳 区容 易产生 过热 , 形 成
粗 大组 织 。
常严重。翻皮在锻造过程 中没有被压合 , 夹杂物 及 碳化 物聚集 也 未在 锻造及 锻后 热处理 过程 中被
《 大型铸 锻件》
HEAVY CAS TI NG AND FORGI NG
60CrMnMo轧辊断裂的原因分析
τj
=
0.
2
(
Mj D41 -
d41)
=
0.
2
523892. (0. 444 -
35 0. 124)
D1
0. 44
= 30921702. 49 Pa = 30. 92MPa 合成应力 σh
© 1994-2010 China Academic Journal Electronic Publishing House. All rights reserved.
按照图纸技术要求为 :辊身硬度 HS = 57~63 ( HB = 401~461) ,辊颈硬度 HS = 35~55 ( HB = 232~380) 。 实际检测符合图纸要求 。而 JB/ T3733 —93 标准规定 60CrMnMo 工作辊辊身和辊颈硬度为 HB = 229~302 。 从加工工艺看 ,基本达到设计要求 。
7# 8#
2# 辊
1/ 2 半径 纵向
未发现
1. 5 级
部分视场为 :细片状珠光体 + 小粒状珠光体 部分视场为 :回火索氏体 + 马氏体 + 贝氏体 组织分布不均匀
9#
心部 在内孔有一脱碳层 ,其总深度 纵向 为 0. 35mm~0. 37mm
2级
绝大部分视场为 :细片状珠光体 + 小粒状珠光体 极少量视场为 :回火索氏体 + 马氏体 + 贝氏体
= 457635. 42N·m
式中 , P 为作用于轧辊上的轧制力 (N) , a 为轧辊支点
间距 (m) , b 为轧制力区域宽度 (m) 。 辊身危险断面处的弯曲应力 σsh
ቤተ መጻሕፍቲ ባይዱ
σsh
MC5轧辊辊颈表淬开裂原因分析
某 轧 辊生 产 企 业 在 制造 MC 5成 品 辊 时 出 现
物 聚集 ( 1 。 图 ) 12 低 倍 检验 . 在 02 0mm辊 径 裂纹 处 切 取 低倍 试 片进 行 9
辊颈 表淬 开裂现 象 , 给企业 造成较 大 的经济 损失 。
MC 5成 品轧辊 的生 产 工艺 流 程 如下 : 电炉 冶 炼一
( 取样 位置 见 图 3 。从 检 验 分 析 的 各个 元 素看 , ) 所有 数值 均 符 合 技 术 条 件 要 求 。 同时 对 铅 、 、 锡 砷 、 、 元 素 也 进 行 了 检 验 , 果 均 不 大 于 锑 铋 ‘ 结
0. 2% 0
面金 相 检验 , 察发 现 裂纹 处及 周 围有一 次 碳 化 观
关键 词 : 5轧 辊 ; 淬 ; 纹 MC 表 裂 中 图分 类 号 : G 3 .7 T 3 3 1 文 献 标 识 码 : B
A a s nS r c u nhn rc esnfrMC ol ek nl i o uf eQ e c igC akR ao 5R l N c ys a 0
试 制 工作 。
图 2 低倍 缺陷形貌
Fi r M a r s o c dee t u g e2 c o c pi f c
21
No 4 .
J l 0 2 uy2 1
《 大型铸锻件》
HE AVY C T NG AND F AS I ORGI NG
可靠 的温 度控 制 , 过程 中无 温度补偿 措 施 , 堆焊 造 成熔 合线 附近 组织转 变太快 , 成应力 集 中 , 形 并在 熔合 线 附近形成 微裂 纹 。再 加上 后续热 处理 不及 时 , 成熔 合线 上微 裂 纹 向母材 和 司太 立合 金 焊 造 肉区扩展 。另 外 , 阀座 与蒸 汽室 之 间为 过盈 配合 ,
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2. 1 宏观检验 断口位于直径为 370mm 的辊颈凹槽直角处 ,
距辊颈端面约 600mm 。断裂面垂直于辊身轴线 ,断 口平整 ,无明显塑性变形 ,呈脆性断裂特征 。因断后 存放时间较长 ,表面已锈蚀 ,断裂源隐约可寻 ,略偏 于断面中心 。断口宏观形貌见图 1 。此外 ,在取样 过程中 ,辊颈圆周面车削至直径 270mm 时 ,发现圆 周表面出现较多浮凸亮斑和坑痕 。坑痕直径 3 ~
辊颈车削中发现坑痕与浮凸亮斑 ,根据金相和 断口分析结果 ,其主要是成族分布的条状渗碳体所 致 ,这些部位既硬又脆 ,在切削应力作用下 ,有的发 生剥离形成坑痕 ,末剥离的则形成浮凸亮斑 。
化学分析结果表明 ,碳含量仅为 1. 93 % ,远低 于球 墨 铸 铁 碳 含 量 范 围 , 比 质 保 书 中 的 碳 含 量 3102 %低 1. 09 %。根据含硅量为 2. 4 %的铁2碳2硅 平衡相图[1 ] ,碳含量 1. 93 %对应的液固相线温度约 为 1360 ℃,碳含量 3. 02 %对应的液固相线温度约为 1240 ℃,即碳含量降低 1 %左右 ,铁液的液固相线温 度随之升高 100 ℃左右 ,在浇铸时 ,若乃按球墨铸铁 的浇铸温度 (大约 1350 ℃) 进行浇铸 ,此时铁液温度 已处于液2固两相区范围内 ,属于低温浇铸 ,铁液的 粘稠性必然较大 ,流动性也较差 。液体结晶凝固时 体积局部收缩形成的孔洞 ,因流动性差不能及时补 充而产生疏松与缩孔 ;另外在液固相变过程中 ,亚共 晶铸铁结晶间隔随碳含量降低而增大[2 ] ,结晶间隔 增大也就意味着结晶过冷度增大 。其次冷硬型铸铁 轧辊都采用金属型铸造 ,铸造凝固冷却速度比较大 。
图 3 取样示意图
2. 3 化学分析 化学成分分析结果见表 1 。表中碳含量重新取
样复验两次 ,均为 1. 93 %左右 ,远低于标准中球墨 铸铁的成分范围 。 2. 4 低倍检验
低倍试样经 50 %盐酸水溶液热浸蚀 ,低倍组织 稍粗 ,试样面上有闪光点 ,心部有直径约 65mm 的 疏松孔洞区 ,见图 4 。
关键词 : 轧辊辊颈 ; 断裂 ; 渗碳体
中图分类号 : T G111. 91 文献标识码 : B 文章编号 : 100124012 (2001) 0720305204
FRACTU RE ANAL YSIS O F THE ROLLπS N EC K
CHEN Lian2man
(Maπanshan Iron and Steel Co. Ltd , Ma′anshan 243000 , China) Abstract : Failed rollπs neck was analyzed t hrough chemical analysis , mechanical testing , macro and micro2scopic fractograp h as well as microstructure examination. The results showed t hat larger area bar and network cementite and lower carbon content were t he major reason for shock fracture of rollπs neck. Key words : Rollπs neck ; Fracture ; Cementite
对轧辊进行了现场肖氏硬度测试 ,硬度取三点
·306 ·
图 6 断口微观形貌 300 ×
2. 7 金相检验 三个试样的金相检验结果基本相同 ,试样侵蚀
陈联满 :轧辊辊颈断裂分析
图 7 断口微观形貌 100 ×
前按 GB/ T 9441 - 1988 标准评定 ,石墨球化为 3~4 级 ,石墨大小为 4~5 级 ,试样面石墨数量较少 。侵 蚀后组织为珠光体 + 粗条状渗碳体 + 网状渗碳体 + 少量铁素休 ,见图 8 。图 9 是 3 号试样 (辊颈心部) 疏松孔洞组织 。图 10 为位于表面坑痕处的显微组 织 ,长条状一次渗碳体呈族分布 。
0. 084 0. 11 ≤0. 25
0. 01 0. 01 ≤0. 03
w ( %)
Ni
Cr
Mo
1. 17
0. 37
0. 14
1. 34
0. 46
0. 15
1. 00~3. 00 0. 30~1. 20 0. 20~0. 80
7mm 。坑底部正视为灰黑色 , 迎光斜视有闪光 亮 点 ,见图 2 。 2. 2 取样
1 概况
轧钢厂在轧辊库房吊运轧辊过程中 ,当吊离一 根堆垛在两根轧辊之间的上一层轧辊时 ,下层两根 轧辊自然相向滚动靠拢 ,引起辊身相碰 ,其中一根轧 辊辊颈发生瞬间震断 。断裂轧辊由国内某轧辊厂制 造 ,质保书中产品号为 ITLA7033 ,辊号为 004 ,规格 为 <700mm ×2300mm ,重 8. 84t ,属于镍 、铬 、钼无限 冷硬球墨铸铁轧辊 。
第 37 卷第 7 期 2001 年 7 月
失效分析
理化检验2物理分册
PTCA ( PAR T A : PH YSICAL TESTIN G)
Vol. 37 No. 7 J ul. 2001
轧辊辊颈断裂分析
陈联满
(马鞍山钢铁股份有限公司钢研所 , 马鞍山 243000)
摘 要 : 通过对断裂轧辊辊颈的化学成分 、力学性能 、断口及高低倍组织分析 ,认为碳含量较低 和大面积条 、网状渗碳体等缺陷是导致辊颈断裂的主要原因 。
14. 电子显微镜是一种新型的可进行综合分析 的现代测试仪器 ,它能把形貌显示 、微区成分分析和 晶体结构分析三者结合起来进行 。透射电镜的点分 辨率已达到 0. 2~0. 3nm ,即在电镜下可观察到两 粒子的最近距离 ,点阵分辨率可达 0. 144nm ,即能 看清两晶面间的间距 。透射电镜还可以进行选区电
收稿日期 :2000210218
图 1 断口宏观形貌
图 2 辊颈亮斑与坑痕
·305 ·
陈联满 :轧辊辊颈断裂分析
表 1 化学成Mn
P
S
试样
1. 93
2. 13
0. 59
质保书
3. 02
2. 05
0. 59
GB/ T 1504 - 1991 2. 90~3. 80 0. 80~2. 50 0. 40~1. 20
是成簇分布的条状渗碳体所致 ;而轧辊组织缺陷是 由碳含量较低引起的 。
参考文献 :
[ 1 ] 东北工学院 ,等编. 铸铁及其熔化[ M ] . 北京 :冶金工业 出版社 , 1978. 22.
[ 2 ] 李炯辉 ,等编. 钢铁材料金相图谱 [ M ] . 上海 :科技出版 社 , 1981. 4.
(2) 元素分析范围广 ,可分析除 H 和 He 以外 的所有元素 ,特别对低原子序数的元素更为有效 。
(3) 微区分析能力高 ,可给出元素在表面上的 一维或二维分布图象 ,横向分辨率可达 15nm 。
(4) 结合离子溅射 ,可进行组分深度分析 ,具有 固体组分三维分析能力 。
13. 光电子能谱仪可分析2 He~92 U 的所有元 素 ,对试样无破坏作用 ,检测表面态的元素特别有 用 。它不仅适用于分析金属 、半导体 ,还能分析绝缘 体和聚合物 。对于金属 ,分析深度在 2nm 之内 ; 对 聚合物分析深度在 4~10nm 范围内 。分析精度达 2 % ,摩尔分数检测极限约为 10 - 2 %~10 - 3 % ;分辨 率可达 5~10μm 。结合离子溅射技术可获得元素 的深度分布信息 ,但检测速度低于 A ES 技术 ,其最 大优点是能鉴定元素所处的化学态 ,特别适用于微 区域成分分析 。
1~3 号断口试样取自断裂源区 ,断口经化学法 和超声波清洗后 ,用 SEM235C 扫描电镜观察 。三个 试样断裂面上均分布着较多粗大网状和长条状渗碳 体 ,微观裂纹源均起源于网状 、条状渗碳体 ,见图 6 和图 7 ,基体为解理断裂 。
图 4 低倍组织 1∶3
2. 5 力学性能 2. 5. 1 硬度测定
·307 ·
陈联满 :轧辊辊颈断裂分析
从相变动力学上看 ,过冷度大 ,冷却速度大 ,有利于 形成亚稳定相渗碳体 ,不利于形成稳定相石墨[3 ] , 这与金相试样面石墨数量较少 、球化质量欠佳和组 织中出现大量渗碳体的结果一致 ,即组织缺陷是由 碳含量较低引起的 。
4 结论
综合上述检验结果 ,辊颈受震断裂 ,主要是轧辊 组织中存在大面积连续粗条状 、网条状渗碳体等缺 陷造成 ;辊颈机加工切削面出现的坑痕和浮凸亮斑
子衍射操作 ,这样就可以把样品中观察部位的微观 形貌与其晶体结构对照起来 。
15. 扫描电镜具有试样制备简单 ,放大倍数可 连续调节 ,并可观察大块试样 ,景深长 ,分辨率高 (达 3nm) 等优点 。适合于对较粗糙表面如金属断口和 显微组织的三维形态的观察研究 ,也是进行失效分 析和对材料 (包括无机非金属和高分子聚合物) 进行 研究的有效工具 。如对扫描电镜配置能谱仪还可对 分析试样进行成分分析 。
[ 3 ] 北京钢铁学院金相教研组编. 金属材料学原理[ M ] . 北 京 :北京钢铁学院 , 1974.
·人员培训与资格鉴定·
物理金相三级人员试题参考答案
12. 俄歇电子能谱仪是一种对表面十分敏感的 分析技术 ,其主要性能为 :
(1) 表面灵敏度高 ,能给出表面 1~3nm 深度 内元素组分信息 ,检测灵敏度为 10 - 18g 。
16. 位错属于线缺陷 ,其特点是沿着空间点阵 某一方向的尺寸很长 ,而在另两个方向的尺寸则很 短 ,它是晶体缺陷中最重要的一种 。有刃型位错 、螺 型位错和混合位错等三种 。混合位错的原子排列介 于螺型位错和刃型位错之间 ,也可分解为螺型位错 和刃型位错 。
17. 亚温淬火亦称不完全淬火 ,即将亚共析钢 加热至 A c1~ A c3 的温度范围内 ,经保温后快速冷 却至室温的热处理过程 。这种热处理可在不降低强 度的同时提高钢的冲击韧性 ,是一种利用钢中的韧 性相 ,提高钢的冲击韧性的强韧化工艺 。亚温淬火 得到的组织为铁素体基体上均匀分布着岛状的马氏 体和奥氏体组织 ( M + A) 。由于铁素体是低强度高 塑性相 ,而 ( M + A) 岛状组织具有较高强度 ,于是这 种组织的屈服强度比较低而加工硬化率很高 ,所以 亚温淬火复相钢的冷轧钢件可得到非常高的强度 。