邯钢4#高炉大修停炉实践
河北钢铁邯钢高强度结构用钢Q460E挺进火车制造业
[ 王柏林. 2 ] 自动控制原玛 M. : ] 北京 电子工业 出版社 , 0. 2 5 0
[] 韩 安 荣 . 用 变 频 器 及其 应 用 [ . 京 : 械 工 业 出版 社 ,0 5 3 通 M】 北 机 20.
3 结束语
作 者简 介
31 西 门子工业 网络 在小方坯连铸机 控制系统上 的 . 成功运用 , 使天铁 集团炼 钢厂连铸机 的控制水平得 以
证措施 , 严格控轧控冷 , 达到了强度与低温冲击韧性 的良好 匹配 , 确保 了产 品性能指标和质量 , 以后开发更高强 为
度 级别 和具 有 低 温 冲 击 韧性 的 中厚 板 打 下 了基 础 。
r 自q 国新 闻网 2 1— 2 0 ) 摘 - 0 0 1— 3
一
时刻下传 至 P C中 , 实时调节配水 参数 , L 来 最终使
得 P C系统按 照配水参数的要求 , L 根据实时拉速计算
出每段水的实时给水量 , 保证铸坯 的质量。 23 每 台连 铸机需 要 实时监 控 的运行 参数有 30 .. 3 0 多个 , 需要实时修改 调整 和优化 的参数有 3 0多个 , 选 择工业 以太网通信主要是从 网络安全 和 网络 速率 的
在今后 的网络建设 中 ,通过 SE N S IME SO M设备
参 考 文 献
[] 崔坚. 门子 网络通信指南( 、 ) . 京 : 1 西 上 下 [ 北 M] 机械工业 出版社
2 5 0o .
利用光纤环 网 , 将天铁集 团炼钢厂 5台连铸机 运用 工
业 以太 网通信技术组成冗余结构 网络 , 以适应 未来发
生产的强度级别最高 、 冲击温度最低 的钢种 , 吨材 比普通板材多创效益 30元以上。 0
邯钢成功研发高强度超厚锌层热镀锌板G450
m
。 大 型 高 炉 顺 利 投 产 , 高 炉 顺 利 投 产 的 同 特 与
时 , 高 炉 的煤 气干法 除尘 系统 也按 时按质 完成 , 该
运行 安 全稳 定 , 项 运 行 指 标 均 达 到 设 计 要 求 。 各
京唐 钢铁 厂特 大型高 炉 的煤 气干 法除 尘技 术是 由 首 钢 国际工程 公 司 以 自主 知 识产 权 开 发 成 功 , 创
海大学 的老 师们 也 深 入 现场 , 掌握 产 线 的 实 际情
况 , 成分和 工 艺设 计 的 时候 就 充 分 考 虑 到产 线 在
的实 际生产 能力 , 例如 , 成分设 计 时尽量 降低 钢 的 碳 当量 以利 于焊 接 , 可 能 的增 加 工 艺 窗 口的宽 尽
首钢 京唐 厂 特大 型 高炉 实 现煤 气 全干 法 除 尘技术 的应 用
湿法净化的煤气含水分大,R T T发 电能力相对较 低, 高炉煤气的热值降低, 从而还影响热风温度。 相对湿 法除 尘 , 法 除尘 可 以省 掉几 乎 全部 于
邯钢 成 功研 发 高 强度 超厚 锌 层热 镀锌 板 G 5 40
经过 一 年来 的研 发公 关 , 北ቤተ መጻሕፍቲ ባይዱ 铁 集 团邯 钢 河
无 铝相 变诱 发塑性 钢 的产业 化 。 至 此 , 题组 历经 近十 年的开 发研究 , 过科 课 通 技 创新 和与企 业 的 良好合 作 , 功 的实 现 了科 研 成 成 果产 业化 , 我 国实 现 钢 铁 强 国 的 目标作 出 了 为
应有 的贡献 。
工艺等 参数 等 。相 关 的例 子 还 有 很 多 。 同时 , 上
河钢集团邯钢设计院
河翻集团邯钊设计廉河钢集团邯钢设计院创建于1975年,是河钢集团邯钢公司的全资子公司,依托河钢邯钢,辐射周边地区,以技术开拓市场,逐步发展壮大。
公司设有14个职能科室,涵盖26个专业,现有专业技术人员200人,其中高工及教授级高工100余人、各类注册人员30余人。
公司拥有冶金行业工程设计甲级(含工程总承包)、工程咨询甲级、建筑工程设计乙级、工程造价咨询乙级、测绘、压力管道设计等资质;持有对外承包工程经营资格证书;通过了IS09001:2008质量管理体系认证。
公司具有承荒煤气余热冋收担钢铁联合企业新建、改建和扩建的各个阶段及相应的民用公共设施的设计、咨询、工程总承包能力。
公司在已承担的各类工程项目中积极开发和广泛采用国内外最先进技术,以独特的设计构思,高超的技术蕴涵,过硬的设计质量,在国内外贏得了较高的荣誉,获国家级、省部级优秀设计奖及科技进步奖50余项。
随着国家产业政策调整,公司及时调整发展战略,加大节能减排技术和二次资源综合利用技术的开发、应用和推广,以项目推技术,以技术拓市场,在如下几个方面形成了拥有自主知识产权的技术装备体系。
厂区物料运输及贮存:综合运用皮带烧结机烟气治理机和管带机输送、80~160m大跨度钢结构网架、万吨级筒仓及自动检测和控制等技术,实现物料卸料、长距离运输、配料及贮存的封闭化和自动化。
余热及余压利用:焦炉荒煤气余热回/收利用;烟道气余热回收利用;高炉冲渣水余热回收利用;空'1压机余热回收利用;BPRT(高炉鼓风和煤气TRT结合)技毎供固体废物利用:钢渣粉磨磁选及矿渣微粉深加工,实现固秣废』物的综合利用。
大气污染物排放治理:烧结烟气活性炭逆流审■化技术;焦炉烟气低温有机催化超洁净循环技术;焦炉麻札麼,硫;电除尘器改造,实现大气污染物超低排放。
工业水污染物B排放治理:钢铁厂综合污水处理回用技术;焦化废歩微电诫■化预处理技术;高浓度焦化废水处理集成技术:绿彳源:装配式钢结构住宅;太阳能热水技术。
_14mm螺纹钢切分工艺设计与轧制
形轧件预切成狗骨形,在 16#切分孔中的轧制使狗
骨形轧件中间收缩部分进一步加深,使其对称的两
股形心形成外移分开的趋势。16#切分孔为两个连
接圆,中间由连接带连接,其厚度一般在1mm左
右,该孔中间切分楔夹角为60o.主要考虑了两轧件
的水平分力,但其角度不能太小,否则会影响切分
河北冶金
楔的寿命。 (6)19#成品轧机后两线轧件与单线轧制时一
3.1 孔型系统的选择
Φ14mm螺纹钢双线切分轧制工艺采用切分轮 法。连铸坯通过粗轧机组及中轧部分轧机轧成规定 尺寸的圆形轧件,这些道次的孔型系统与单线轧制 没有多大区别。
切分孔型系统分为两类。一类包括菱形、弧边 方、狗骨形、切分孔四个道次,另一类为两道次平 底孔型、狗骨形、切分孔。见图1。前者中菱形孔 的变形量大,会加快菱形孔的磨损,并使其断面逐 渐向椭圆形发展,这样轧件进入下道弧边方时势必 会加剧弧边方孔凸度的磨损,以致影响切分轧制的 “两线差”,且料形尺寸控制要求非常严格。后者 在狗骨孔前来料形状为矩形,在狗骨孔中变形量 小,变形均匀,再经过切分孔型切开的两线的断面 差别小。K6、K5孔采用平底孔型轧制,轧制变形 均匀,且可调整余地大,使进入狗骨孔的料形尺寸 容易控制规整,可以得到良好的切分效果,非常适 合我厂操作工的调整习惯。2000年6月试轧铝样和 小样时就突出表现了这两种孔型系统的优缺点,考 虑我厂生产实际,最终选择后者为Φ14mm螺纹钢 双线切分轧制的孔型系统。
方案。对试轧过程中出现的一系列问题进行了针对性的解决,使工艺方案得到完善,初步形成生产能
力。
关 键 词 :棒材;连轧机;切分轧制;工艺设计
中 图 分 类 号 :TG335.6
文献标识码:B
文 章 编 号 :1006-5008(2002)01-0047-03
邯钢的线材轧制工艺流程

邯钢的线材轧制工艺流程
邯钢是中国一家知名的钢铁企业,其线材轧制工艺流程是相当重要的一环。
线材轧制工艺是将连铸坯通过加热、轧制等一系列的工艺操作,将其变成直径细小的钢线材。
下面我们将详细介绍邯钢的线材轧制工艺流程。
首先,邯钢的线材轧制工艺流程从加热开始。
连铸坯先经过热轧加热炉加热至适当温度,以保证后续的轧制顺利进行。
加热的温度和时间由具体钢材种类和规格决定。
接下来是粗轧阶段。
连铸坯在一台粗轧机上进行初步的轧制,通过冷却卷取者将坯料一次次的压制成较大直径的钢线材。
此阶段主要目的是破碎和疏松连铸坯的内部气体,为后续轧制做准备。
然后是中轧阶段。
粗轧后的钢线材在中轧机上得以进一步的轧制。
通过逐步减小轧机的辊缝宽度,将钢线材的直径逐渐缩小,达到所需的规格。
在这个阶段,需要进行适当的冷却和表面处理,以确保线材的质量。
最后是精轧阶段。
经过中轧后的钢线材在精轧机上进行最后一道工序的轧制。
通过减小辊缝和增大轧制压力,进一步细化钢线材的直径,提高线材的表面光洁度和机械性能。
整个线材轧制工艺流程中,邯钢不仅注重机械设备的选用和工艺参数的控制,还十分重视质量管理。
钢材在每个工序都要通过质量检验,以保证最终产品的质量符合标准。
以上是对邯钢线材轧制工艺流程的简要介绍。
通过精细调控每个环节,邯钢能够生产出高质量的钢线材产品,满足市场需求。
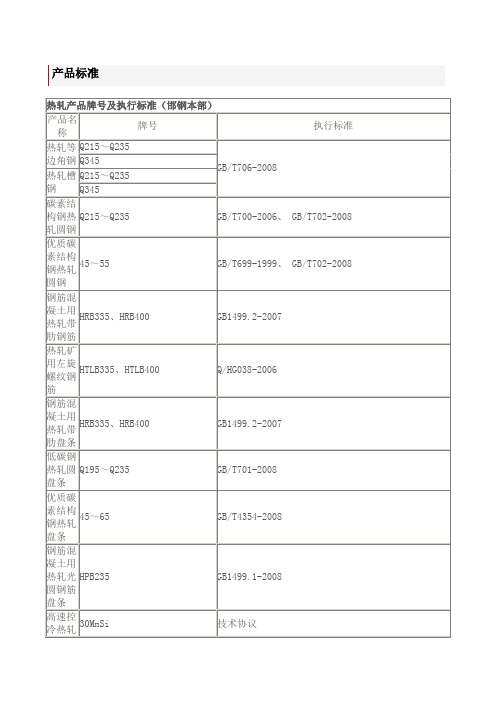
邯钢产品标准
钢管用热轧钢带
SPHT1
Q/HG028-2009
汽车结构用热轧钢带
SAPH370
Q/HG027-2009
汽车车轮用钢
330CL~440CL
YB/T4151-2006
管线用钢板、钢带
X42、X52、X60、X70、X80
API SPEC5L
管线用钢带
S175~S555
GB/T14164-2005
L175~L555
GB/T9711.1-1997
汽车大梁用钢板、钢带
370L~550L
GB/T3273-2005
H590L、H610L、H700
技术协议
耐大气腐蚀性热轧钢带
SPA-H
Q/HG024-2007、JIS G3125-2004
石油套管用钢带
J55
Q/HG022-2007、技术协议
热轧酸洗钢带
S250GD+Z~S550GD+Z
Q/HG021-2007
CS A、CS B、CS C、SS 37[255]
SS 40[275]、SS 50[340]、SS 80[550]
Q/HG017-2007
电镀锌钢带
SECC、SECD
Q/HG026-20C、SGCD1、CGC340~CGC440
Q/HG008-2008
DX51D+Z
Q/HG018-2007
冷轧低碳钢板及钢带
SPCC、SPCD、SPCE
Q/HG009-2006
DC01、DC03、DC04
Q/HG016-2007
冷轧家电专用板
SPCC-J1、SPCC-J2
SPCC-J3、SPCD-J3
最新4高炉炉缸热流强度控制标准[1]1
![最新4高炉炉缸热流强度控制标准[1]1](https://img.taocdn.com/s3/m/c7335720ef06eff9aef8941ea76e58fafbb0455d.png)
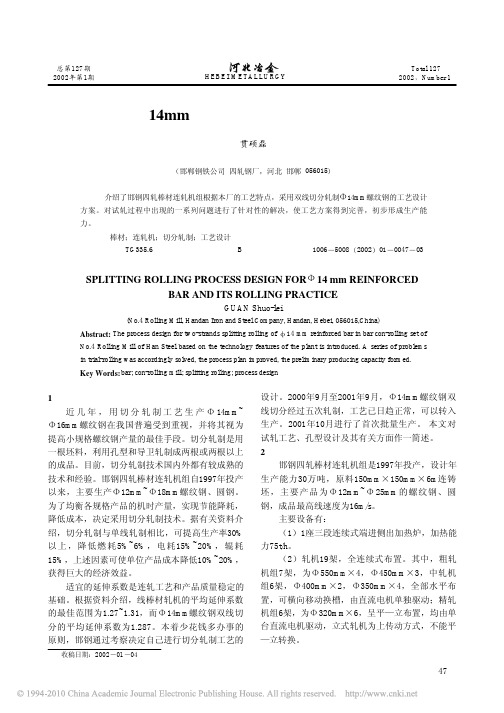
邯钢4#高炉炉底炉缸热流强度控制标准(试行)随着高炉的强化,维护炉缸的重要性和迫切性日益突出,高炉炉缸状态已经成为高炉一代寿命的关键,因此从高炉投产之日起就应加强对炉缸的监测与维护,对炉缸状况做到预知与可控,以实现安全生产和高炉长寿。
为此特制定本标准。
一、控制标准1、热流强度(单位:kcal/m2.h)(1)正常值:≤7000(2)报警值:7000~10000(3)警戒值:10000~12000(4)危险值:>12000(5)极度危险:150002、水温差(℃)根据上述热流强度控制界限,确定相应各部位水温差(此表水量为2005年3月3日实测全部出水头分段取各自的平均值,水压0.4Mpa)控制界限如下:一段二段二段铁口三段三段铁口3-1,3-3 三段铁口3-4,3-20三段铁口3-2三段渣口3-10,3-11四段连接方式双联双联单联双联单联单联单联双联双联冷却面积m23.646 2.82 1.41 3.256 1.367 1.702 1.628 3.138 3.006 水量m3/h 12.1 12.9 12.9 12.9 12.9 12.9 12.9 12.9 12.1 正常值℃≤2.1 ≤1.5 ≤0.8 ≤1.8 ≤0.8 ≤0.9 ≤0.9 ≤1.7 ≤1.7 报警值℃ 2.1~3.0 1.5~2.2 0.8~1.1 1.8~2.5 0.8~1.1 0.9~1.3 0.9~1.3 1.7~2.4 1.7~2.5 警戒值℃ 3.0~3.6 2.2~2.6 1.1~1.3 2.5~3.0 1.1~1.3 1.3~1.6 1.3~1.5 2.4~2.9 2.5~3.0 危险值℃>3.6 >2.6 >1.3 >3.0 >1.3 >1.6 >1.5 >2.9 >3.0 极危险℃4.5 3.3 1.6 3.8 1.6 2.0 1.9 3.7 3.73、炉缸碳砖双点温差(℃)根据热流强度控制界限计算出碳砖测温点(a、b两点)温差如下:(1)正常值:≤101℃(2)报警值:102℃~145℃(3)警戒值:146℃~ 173 ℃(4)危险值:≥174℃(5)极度危险:217℃4、碳砖温度(℃)正常值报警值警戒值危险值极度危险冷却壁热面≤73 74~85 86~95 ≥96 110A点温度≤174 175~231 232~269 ≥270 327B点温度≤275 276~376 377~443 ≥444 544 5、水冷炉底温度≤200℃。
邯钢四高炉炉炉役后期提高喷煤比实践

e c h n o l o g y R e v i e w
邯钢 四高炉炉炉役后期提高喷煤比实践
苏 琪 邓 涛 刘川 川
0 5 6 0 0 0 ) ( 河北钢铁集 团邯郸钢铁有限公 司连铸连轧厂
【 摘 要 】邯钢 四高炉 2 0 0 5 年 1月开炉 ,现在炉役后期。2 0 1 3 年 在钢铁 市场形势严峻 ,原燃料资源紧张情况下 ,通过分析提高煤 比途 径并优化操作参数等措施,在 炉况稳定顺行基础上,煤 比保持持续增长 ,实现 了铁前降本增效。 【 关键词 】 炉役后期 提 高煤 比 措施 中图分类号 :T D 3 5 3 . 5 文献标识码 :A 文章编号 :1 O 0 9 — 9 1 4 × ( 2 0 1 3 ) 3 5 — 1 9 0 - 0 1
图1高炉炉身中部温度趋势 回旋区深度指数n = [ d 一( d 一 2 L ) 】 ÷d 2 n ~回旋 取深度指数
d 一 炉 缸 直 径 。m L 一风 口回旋区深度 ,m
由于 四高炉炉役后期 炉缸侵蚀较严 重 ,实 际炉缸 直径变 大 ( 约 为8 . 8 m),n 取上 限值0 . 5 6 , 计算得L = I . 4 8 5 m 。 3 . I 提高 烟煤配 比,改善煤粉燃烧性能 而 由宝 钢风 口 回旋 区深 度 计 算公 式 L = 0 。 8 6 + 0 . 0 0 0 0 9 2 X E — 四高炉之前一直采用3 5 t 中速磨喷吹无 烟煤 。 】 无烟煤含炭量高 , . 1 5 4 X M÷ n 可知 , 发热量大 ,但可燃性差 ,特别大煤量喷吹后 , 会直接造成煤粉置换 比 O L ~风 口回旋 区深度 ,I n 降低 。 2 0 1 3 年经改造高炉 由6 5 t 中速磨供 混喷煤 ,大大改善 了煤粉的 E —鼓风动能 ,k g . m / s 燃烧性能 。四高炉混喷煤保持着无烟煤 :烟煤 = 1 :1 . 2 3 ,挥发份控制 M 一喷煤量 ,t / l 1 在2 1 % —2 3 %, 较 之前平均提高 了5 —1 o k t 煤 比。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
行 残铁 口位 置 的测定 ;检 查炉 前设 备 ,准备 降 料 面
过程 中出铁 用 的高强 度钻 杆 、钻 头和低 强度 无 水 炮
开始 ,炉 缸 、炉底冷 却壁水 温 差逐步 升 高 ,此 时 该 高 炉炉 缸 、炉 底 侵 蚀 已相 当 严 重 ,曾 于 20 0 1年 6
月 2 日被 迫休 风 4 0 n凉炉 ,虽然 采用 了钛 矿 护 0 8 mi 炉 ,但 热流强 度仍持 续偏 高 。同时 ,炉 喉部位 内衬 ቤተ መጻሕፍቲ ባይዱ磨 损严重 ,炉 皮 发红 、开裂 ,炉 腰 、炉腹 、炉 身 7
炉操作 内型 已非 常不 规则 ,煤 气 流分 布失 常 ,崩 料
频繁 。4} 炉 自进入 了炉 役 后期 以来 , 安 全 因 素 } 高 不
一
邯 钢 4} 有 效容 积 为 9 0 } 高炉 0 m ,冷却 壁 ( 1— 4段 ) 为光 面冷却 壁 ,炉 腹 至炉 身 ( 5—1 段 ) 为 1 镶砖 冷却 壁 ,其 中 6—1 带 凸 台 ,5段 为双 层 水 1段 管 冷却 ;采用 并罐无 料钟炉 顶 ,旋 转溜槽 布 料 、料
况下炉 皮打 水未停 ;搭建 放残 铁平 台 、炉基 扒 料 平 台 ,制 作放 残铁 流 沟等工 作 。
8段 共破 损 冷却 壁 7 0块 ,破 损 面 积达 6 % ;断 7
水4 8块 ,其余 控水养 护 。在这 4段 中 以 6 、7段 损 坏严 重 ,损 坏 了 4 3块 , 占 这 两 段 冷 却 壁 总 数 的
Abs c :Th e ai veha ln n owig o n4# b a tf n c fH a e li nay e  ̄a t e op r t on ofo r ui g a d bl n f i l s ur a e o n Ste sa l z d. A a e s f
维普资讯
总 第 1 2期 5
20 0 6年 第 2期
河 北 冶全
HEBEf M E TAL UR GY L
To a 5 t ll 2
20 6. Nu b r2 0 u t e
邯钢 4 高炉大修停炉 实践 #
王 成 国 ,路 军
( 邯郸钢铁公 司
tyee. u r
Ke o d : ls f r a e l w o ;l we u d n s ra e;g sr c v r ;o e h u y W r s b a t u n c ;b o f o rb r e u fc a e o e y v ra l
1
前 言
a d s o h b o n f s r a z d n mo t l wi g o i e l e wi a e o ey d sh r i g a d b r e u f c e p n e o t e i t g s rc v r ic a gn n u d n s r a e k e i g b l w h h
—
泥 ;仍 然采 用原来 的打水设 备 :打水 管 6根 。沿 圆
周方 向均 布 ,最 大 打 水 量 6 . th 2 O/ ,并 进 行 调 试 ,
保 证 6个 方 向都 可 以使用 ;检 查炉 体所 有 的冷 却 设 备 。对 于 已坏 但 仍 处 于 在 养 护 的 冷 却 壁 ( 台 ) 凸 逐步关 闭进 水 阀门 ,另外 在 不影 响炉 基处施 工 的情
2 停 炉前 的炉 况调 整和 准 备工作
高炉 炉缸 冷却 壁材质 为普通 铸铁 ,采 用全 工业 水 冷 却 。炉 喉钢砖 与炉身 冷却 壁之 间砌高 铝砖 。厚 度 为
8 0 m。高 炉于 19 4m 9 7年 7月 2日投 产 , 自 2 0 0 1年
( ) 准 备 工 作 。 由技 术 科 牵 头 ,高炉 配 合 进 1
6 . % 以上 ;凸 台有 2 72 6块 断 水 ,8段 以下 凸 台 已
( ) 炉 况 的调整 。本 次停 炉前 高炉 长 期堵 5} 2 } 、
1 # 1 舟3个 风 口, 当时 炉 况 顺 行 良好 , 日产 量 0和 5
中 图 分 类 号 :T 5 8 F4 文 献 标 识 码 :B 文 章 编 号 :10 0 6—5 0 (0 6 O 0 2 0 0 8 2 0 ) 2— 07— 3
嗽
CTI CE OF OVERHAUL AND
BLOW I NG OFF I 4# BLAST URNACE N F OF HAN TEEL S
W ANG e g—g o,LU un Ch n u J
( rn—s ln e at e t a d n I n ad Se l o a y Ha d n , b i 0 6 0 ) I o me ig D p r n ,H n a r n t mp n , n a He e , 5 0 3 t m o eC
炼铁部 ,河北
邯郸
060 ) 5 03
摘耍 :对邯钢 4 高 炉大修停 炉操 作实 践进行 了分析 ,采用 回收煤气 空料线停 炉 ,料 面降 至风 口带 以 #
下 的方 法 ,基 本 达 到 了预 期 的 目的 ,实 现 了安 全 顺 利 停 炉 。
关键词 :高 炉;停炉 ;降料面 ;回收煤气 ;大修
车上 料 ;设有 1个 铁 口、2个 渣 口,其 炉 底 、炉 缸 采用 “ 自焙 炭砖 +复 合 棕 刚 玉 陶 瓷 杯 ” 结 构 。4} }
直威胁 着 高炉正 常的生 产 ,因此 于 20 04年 1 2月
6日进行 了停 炉 大 修 ,至 此 一 代 炉 龄 7年 5个 月 ,
共计 产 铁 50万 t 0 ,单 位 高 炉 容 产 铁 量 55 tm’ 58 / , 此代炉 役无 中修 。