车床保养点检表
数控车床日常维护保养点检记录表
月 数控车床 实施 间隔 每天 每天 每天 每天 每天 每天 每天 每天 每天 每天 每天 每天 1 2 型号/规格 3 4 5 6 7 8 编号 使用单位 生产部
记 录 9 10 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
故障描述及反应计划
注:1.操作者每日检查 2.点检后,用“√”表示进行了点检,“○”表示休息或放假, “×”表示有异常情况,“△”表示设备停用状态,应 在“故障描述及反应计划”栏予以记录。
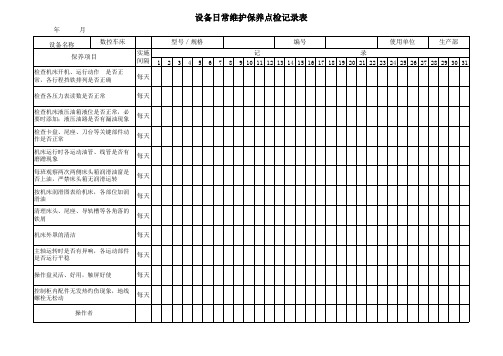
设备日常维护保养点检记录表
年 设备名称 保养项目
检查机床开机、运行动作 是否正 常,各行程挡铁排列是否正确 检查各压力表读数是否正常 检查机床液压油箱液位是否正常,必 要时添加;液压油路是否有漏油现象 检查卡盘、尾座、刀台等关键部件动 作是否正常 机床运行时各运动油管、线管是否有 磨蹭现象 每班观察两次两侧床头箱润滑油窗是 否上油,严禁床头箱无润滑运转 按机床润滑图表给机床,各部位加润 滑油 清理床头、尾座、导轨槽等各角落的 铁屑 机床外罩的清洁 主轴运转时是否有异响,各运动部件 是否运行平稳 操作盘灵活、好用,触屏好使 控制柜内配件无发热灼伤现象,地线 螺栓无松动 操作者
普通车床日常点检表

普通车床日常点检表
背景介绍
普通车床是机械加工行业中常见的加工设备之一。
对于普通车床的
正常运转和保养,非常关键。
为了保证普通车床的安全性能和生产效率,建议对车床进行日常点检。
本文介绍普通车床的日常点检表,供
大家参考。
点检项
机床本体
•机床床身与主轴箱之间的定位与紧固是否正常
•根据机床污垢程度进行清洁
•机床所有零部件是否处于正常运转状态(无声音、无颤动、无卡滞、无温度异常等)
•固定刀片座与主轴箱之间的定位与紧固是否正常
•夹具与机床之间的配合间隙是否正常
•螺钉紧固是否稳当
•液压、气动管路及电气元件是否泄漏、老化、松动电器部分
•所有接线是否牢固可靠
•装置外形是否干净整洁,机器是否漏电
•开关、指示灯是否正常
刀具、夹具及工件
•刀具夹持是否牢固
•向心夹具及工件夹持是否可靠安全
•工件加工精度是否符合设计要求
•刀具磨损情况是否需要更换
润滑部分
•输油管路及油泵、油箱、过油器是否有漏油现象
•切削液油面高度是否正常,切削液是否需要更换
•润滑部位是否需要加油、换油
结论
针对上述点检项进行检查和确认,可以保证普通车床的运行安全和生产效率。
建议在使用前进行点检,每天定期进行一次点检,发现问题及时处理。
如果发现无法解决的问题,请立即联系专业技术人员进行维护。
这样,普通车床才能始终保持较高的工作效能,确保普通车床在安全的运行状态之下,提高普通车床的整体性能和可靠度。
车床日常保养点检表

1
1次/天
操作者
主管 注:1.操作者每日检查
2.主管每周检查
3.X表示异常问题 O表示无异常
⊕表示异常修好
目视
1次/天
手柄操作灵活,定 位可靠
1次/天
正反转及刹车性能 良好
目视
1次/天
各变速箱油量在油 标刻线以上
1次/天
主轴箱油镜显示供 油正常
1次/天
光杠、丝杠、操纵 杠表面无拉伤研伤
1次/天
各导轨面润滑良好 、无位伤
1次/天
冷却系统无漏油、 不漏水
目视
1次/天
油孔、油杯不堵 塞,不缺油
打表 1次/天
零件无缺损
XXX公司
编号:TJ-ER-045/AO
车床日常保养点检表
年
月
设备名称
车床
型号/规格
编号
使用单位
生产部
保养项目
判定
实施 间隔
记
录
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
传动系统无异常响 声
普通车床设备维护保养点检表
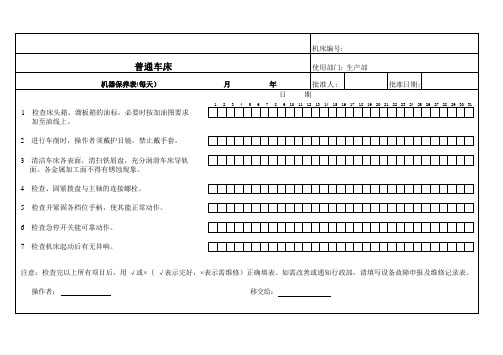
7检查机床起动后有无异响。
1234567891011121314151617181920212223242526272829√或×( √表示完好,×表示需维修)正确填表。如需改善或通知行政部,请填写设备故障申报及维修记录表。
操作者:移交给:
机床编号:
普通车床
使用部门:生产部
机器保养表(每天)月年
批准人:
批准日期:
日期
1检查床头箱、溜板箱的油标,必要时按加油图要求加至油线上。
2进行车削时,操作者须戴护目镜,禁止戴手套。
3清洁车床各表面,清扫铁屑盘,充分润滑车床导轨
面。各金属加工面不得有锈蚀现象。
4检查、固紧拨盘与主轴的连接螺栓。
5检查并紧固各档位手柄,使其能正常动作。
双主轴车床日常保养点检记录表
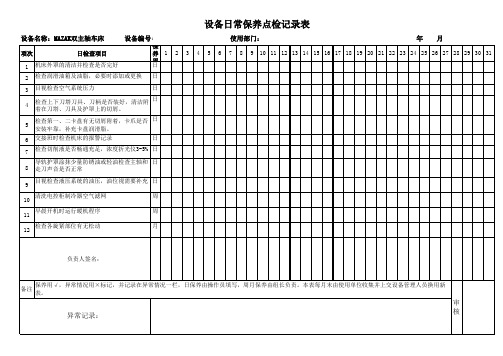
项次日检查项目保养周123456789101112131415161718192021222324252627282930311
机床外罩的清洁并检查是否完好日2
检查润滑油箱及油脂,必要时添加或更换日3
目视检查空气系统压力日4
检查上下刀塔刀具、刀柄是否装好,清洁附着在刀塔、刀具及护罩上的切屑。
日5
检查第一、二卡盘有无切屑附着,卡爪是否安装牢靠,补充卡盘润滑脂。
日6
交接班时检查机床的报警记录日7
检查切削液是否畅通充足,浓度折光仪3-5%日8
导轨护罩涂抹少量防锈油或轻油检查主轴和走刀声音是否正常日9
目视检查液压系统的油压,油位视需要补充日10
清洗电控柜制冷器空气滤网周11
早晨开机时运行暖机程序周12检查各旋紧部位有无松动月
备注设备日常保养点检记录表
使用部门:年 月保养用√,异常情况用×标记,并记录在异常情况一栏,日保养由操作员填写,周月保养由组长负责。
本表每月末由使用单位收集并上交设备管理人员换用新
表。
审核异常记录:设备名称:MAZAK双主轴车床 设备编号:负责人签名:。
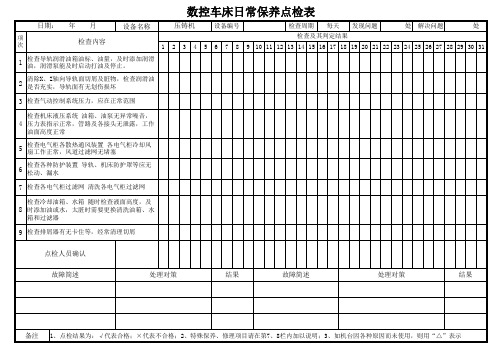
数控车床日常保养点检表
数控车床日常保养点检表
日期:
项 次
年
月 检查內容
设备名称
1
压铸机
2 3 4 5
设备编号 6 7 8
检查周期
每天
发现问题
处 解决问题
处
检查及其判定结果 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 3,及时添加润滑 油,润滑泵能及时启动打油及停止。 清除X、Z轴向导轨面切屑及脏物,检查润滑油 是否充实,导轨面有无划伤损坏
检查冷却油箱、水箱 随时检查液面高度,及 8 时添加油或水,太脏时需要更换清洗油箱、水 箱和过滤器
9 检查排屑器有无卡住等,经常清理切屑 点检人员确认 故障简述 处理对策 结果 故障简述 处理对策 结果
备注
1、点检结果为:√代表合格;×代表不合格;2、特殊保养、修理项目请在第7、8栏内加以说明;3、如机台因各种原因而未使用,则用“△”表示
3 检查气动控制系统压力,应在正常范围
检查机床液压系统 油箱、油泵无异常噪音, 4 压力表指示正常,管路及各接头无泄露,工作 油面高度正常
5 6
检查电气柜各散热通风装置 各电气柜冷却风 扇工作正常,风道过滤网无堵塞 检查各种防护装置 导轨、机床防护罩等应无 松动、漏水
仪表车床日常点检保养记录表

安全ห้องสมุดไป่ตู้分
检查防护罩等安全装置的有效性
检查主轴电机是否正常无异响
倒顺启动开关是否完好
电器部分
控制电器正常无异响
紧急开关及电源开关是否正常
冷却部分 润滑部分 设备卫生
冷却水供应正常,无漏水
检查导轨各加油点是否正常供油
保持设备干净、导轨及工作台保持清洁
机修工签名
异常情况记录
注:1、保养员工必须每天对设备进行认真检查,没有故障或问题打“√”,有故障或问题打“×”,停机状况打“o”,如有故障,立即与上级主管联系!
2、此表为设备点检档案,设备保养人员认真填写,并妥善保管。
设备日常保养点检记录
设备名称:仪表车床 保养项目 日期
检查主轴运转是否正常、无异响
设备编号: 1 2 3 4 5 6 7 8
2019年
1
月
9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
机械部分
检查各拖板工作间隙是否正常
保养项目日期10111213141516171819202122232425262728293031机械部分检查主轴运转是否正常无异响检查各拖板工作间隙是否正常安全部分检查防护罩等安全装置的有效性电器部分检查主轴电机是否正常无异响倒顺启动开关是否完好控制电器正常无异响紧急开关及电源开关是否正常冷却部分冷却水供应正常无漏水润滑部分检查导轨各加油点是否正常供油设备卫生保持设备干净导轨及工作台保持清洁机修工签名异常情况记录2019年注
数控车床日常点检保养记录表
(文件编号:XX/QR035-A)
设施名称:设施编号:使用部门:班组:年月
保
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
1
日班
夜班
2
日班
夜班
3
日班
夜班
4
日班
夜班
5
日班
夜班
6
日班
夜班
7
日班
夜班
记录人
备注
1.每班机床开启时应空转3~5分钟。无杂音。
7.设备工具、附件齐全,放置整洁。
异常情况记入
注:保养后,用“√”为日保,“△”为周保,“×”表示有异常情况,应在“异常情况记录”栏予以记录,并于次月2日前交设备管理科。
2.每班结束后,机床必须擦拭清洁,滑动面露出部分抹上防锈油或机油。
3.每回启动机器之前,请巡视各部位上油面计,如发现油量少于油面针之标准,立即按所以指定用油补充。
4.清洁电脑控制面板表面,检查电脑操纵系统、按钮是否灵敏可靠。
5.检查冷却风扇、排屑器运转是否正常。
6.清理机床内部切屑时禁止使用高压气枪。