国内外关于粉末冶金机械零件——技术标准
铁粉标准120507

1、铁粉产品的化学分析应符合表1规定2、铁粉的外观应呈银灰色,其表面不得出现氧化锈迹;粉中不得混有外来夹杂物。
3、在用金相显微镜观察时,铁粉的颗粒形态应呈不规则海绵状。
4、铁粉产品的物理工艺性能应符合表2规定。
5、需方对铁粉产品的性能另有特殊要求时,可由供需双方另行商定。
试验方法1、化学分析还原铁粉中的总铁、锰、硅、碳、硫、磷、盐酸不溶物的含量及氢损值分别按GB223.5、GB223.7、GB223.34、GB223.59、GB223.63、GB223.68、GB5158进行测定。
2、物理-工艺性能测定还原铁粉的松装密度、流动性、压缩性的测定及筛分析分别GB1479、GB1480、GB1481、GB1482进行。
测定铁粉的压缩性时,外加硬脂酸锌1%,成形时的单位压力为500MPa。
如需测定铁粉的成形性时,可按GB11106进行。
3、颗粒形态检查用金相显微镜检查铁粉颗粒的形态。
检验规则1、还原铁粉由供方技术监督部门进行验收,保证产品质量符合本标准规定,并填写质量证明书。
2、铁粉产品应成批提交验收;同一牌号的每批产品必须经过合批混匀,合批重量不得小于3000kg .3、需方对收到的铁粉产品可按本标准规定进行检验。
如检验结果与本标准规定不符时,应在收到该产品之日起的一个月内向供方提出,由供需双方协商解决。
若需仲裁时,由供需方管理不善而造成检验结果不合格时,应由需方负责。
4、抽检产品的取样方法按GB5314进行。
5、如一批铁粉的检验结果不符合本标准的规定时,则应按6.4条的规定在该批铁粉中取双倍数量的样品,并对有关项目进行复验。
包装和标志1、铁粉产品应采用干净、不易吸潮且不易破损的包装容器(如塑料袋外加尼龙纺织袋、塑料桶等)严密包装,通常净重为25kg, 也要由供需双方另行商定其它的包装方法。
2、包装容器上应有牢固标志标明:产品名称、牌号、净重和供方名称等,并印有“防潮”字样和“GB”符号。
3、每批产品应附有质量证明书,其中注明:a供方名称;b产品名称;c产品牌号、批号、批重及件数;d各项检验结果及技术监督超纯铁精矿粉生产还原铁粉在我国的发展现状及前景吴霞摘要:还原铁粉的化学成分稳定、纯度高(其全铁含量达98.5%以上)、杂技含量低、压缩性高、成型性好,是一种优质的粉末冶金机械零件生产的基础原料。
MPIF 35(1998)粉末冶金结构零件材料标准简介

。
最小值 最小强度
材料牌号 屈服 极限
型
衰 烧 结铁铜 合 金 和烧结铆钥的益绘 力黛雄能
标准值
拉 伸性 能
极限 强度
屈服 强度
伸长 率
弹性常数
杨氏 模量
泊松
无凹 口
锤式冲 击能量
抗弯
强度
比
压缩
屈服 强度
阮
巴一 夕一八凡‘三︸」、,
旦
,
一
‘,矛了
边一茱引侧仅大艾仗歇主别凡自沮一恤一
午亨定 ,
修订
硬度 哪靛梦
℃左右熔 化 , 在铁粉颗粒 之 间流动并流入 小孔 隙中 , 从 而有助 于 材 料 的烧
结 。 正 常烧结 的含铜 量 为 的合 金 材 料 中很 少 或 没 有 不 溶 解 的铜 。 铜 的 百 分 含 量 高 时 , 铜 将 以 单 独 相 存
在 。 铜溶于铁中 , 但不会渗透到铁粉颗粒心部 。 铜 粉颗粒熔化扩散或迁移后 将遗 留下相 当大 的孔 隙 , 这些 孔
极限 强度
屈服 强度
伸长 率
一
标 准值
弹性常数
杨氏 模量
泊松
无凹 口 锤式冲
击能量
抗弯 强度
比
压缩
屈服 强度
流
续表
硬度 哪纂赫
宏观 微观
密度
表观 换算的 率
洛氏
‘内, 一内、」,产﹃
乙
一
内」呼三 月,︵
一
一
一
八 上︸
一
一
一
型
一
注
、
、
、
︺︸
门 一, 八
型缪
、
及
同表 。
粉末冶金材料标准

材料牌号
FLN2C-4005 FLN4C-4005
FLN-4205 FLN2-4400
Fe 余量 余量 余量 余量 余量 余量 余量
一一一
0.4~0.7 1.70~2.00 0.45~0.60
一一一
0.4~0.7 1.20~1.60 1.10~1.40
一一一
0.4~0.7 1.65~2.05 0.85~1.15
一一一
0.4~0.7 一一一 1.30~1.70
一一一
0.6~0.8 一一一 0.15~0.30
一一一
0.4~0.6 一一一 0.40~0.60
化学成分(%)
Fe
C
Cu
NI
Sn
余
—
—
—
—
余
—
—
—
—
余
—
—
—
—
余
—
0.5~3
—
—
余
—
0.5~3
—
—
余
—
0.5~3
—
—
余
0.2~0.6
—
—
—
余
0.4~0.8
—
—
—
余
0.4~0.8
—
—
—
余
0.4~0.8
—
—
—
余
0.2~1
1~5
—
—
余
0.2~1
1~5
—
—
余
0.2~1
1~5
粉末冶金件技术要求

1.主题与适用范围
本标准适用于用铁基粉末冶金压铸、烧结、和切削加工成形的零件,包括活塞、导向器、压缩阀座、压缩阀体、复原阀体等零件。
2.引用标准
GB/T1804一般公差未注公差的线性和角度尺寸的公差
GB/T1184形状和位置公差未注公差值
3.材料
铁基粉末冶金件化学成分见下表:
化学成分
6.外观:零件外观无破损、裂纹、氧化、严重碰伤、夹杂物及毛刺。重要型面无碰伤。
7.表面处理
部分粉末冶金件要求对表面进行蒸汽处理,蒸汽处理后不得影响重要型面的形状和尺寸,必要时应进行整形处理。
8.防锈处理:零件应进行防锈处理。
C
Cu
其它
Fe
含量(%)
活塞
1.2~1.6
2.5~4.5
<2
余
导向器、阀座等
0.5~1.2
1.8~2.5
<2
余
4.铁基粉末冶金件的性能指标如下:
含油密度(g/cm3)
00~150
珠光体不低于70%
游离渗碳体约10%
且不允许呈网状分布
导向器、阀座等
>6.3
90~140
珠光体不低于40%
游离渗碳体约5%
且不允许呈网状分布
零件的强度可根据零件的受力情况进行压溃强度的检查,压溃力的大小和方式以图纸要求为准。
5.尺寸公差
5.1图纸尺寸公差有要求的按图纸执行,图纸未作具体要求的按GB/T1804中m级精度执行。
5.2图纸尺寸形位公差有要求的按图纸执行,图纸未作具体要求的按GB/T1184未注形位公差中的H级精度执行。
粉末冶金标准
粉末冶金标准粉末冶金是一种重要的金属材料制备技术,它通过将金属粉末在一定的温度、压力和时间条件下进行成型、烧结和后处理,制备出具有特定形状和性能的零部件。
粉末冶金技术在汽车、航空航天、医疗器械等领域有着广泛的应用,因此对粉末冶金材料和制品的质量标准具有重要意义。
首先,粉末冶金材料的质量标准主要包括原材料的要求、成型工艺的要求、烧结工艺的要求和后处理工艺的要求。
对于原材料的要求,主要包括金属粉末的化学成分、粒度分布、形状和表面状态等指标。
成型工艺的要求包括成型压力、成型模具的设计和加工精度等方面。
烧结工艺的要求包括烧结温度、保温时间、气氛控制和烧结后的性能检测等内容。
后处理工艺的要求包括热处理、表面处理、机加工和检测等环节。
其次,粉末冶金制品的质量标准主要包括外观质量、尺寸精度、力学性能和耐磨性能等方面。
外观质量包括表面光洁度、无裂纹、气孔和金属流痕等缺陷。
尺寸精度包括尺寸公差、形位公差和表面粗糙度等指标。
力学性能包括抗拉强度、屈服强度、延伸率和冲击韧性等性能。
耐磨性能包括表面硬度、耐磨损性能和摩擦系数等指标。
最后,粉末冶金标准的制定需要考虑材料的特性、工艺的可行性和产品的使用性能。
在制定标准时,需要充分考虑不同材料、不同工艺和不同产品的特点,确保标准的科学性和实用性。
此外,还需要考虑国际标准和行业标准的统一性,促进国内外粉末冶金行业的交流与合作。
综上所述,粉末冶金标准对于保障材料质量、提高产品性能、促进行业发展具有重要意义。
粉末冶金标准的制定需要全面考虑原材料、工艺和制品的要求,确保标准的科学性和实用性。
同时,还需要不断与国际标准接轨,促进粉末冶金行业的健康发展。
粉末冶金材料实用标准表

公司制造的铁基粉末冶金零件执行标准与成分性能<一> GB/T14667.1-93<二> MPIF-35文档大全烧结铁和烧结碳钢的化学成分(%).材料牌号Fe CF-0000 97.7-100 0.0-0.3 F-0005 97.4-99.7 0.3-0.6 F-0008 97.1-99.4 0.6-0.9注: 用差减法求出的其它元素(包括为了特殊目的而添加的其它元素)总量的最大烧结铁-铜合金和烧结铜钢的化学成分(%).材料牌号Fe Cu CFC-0200 83.8-98.5 1.5-3.9 0.0-0.3FC-0205 93.5-98.2 1.5-3.9 0.3-0.6FC-020893.2-97.9 1.5-3.9 0.6-0.9FC-0505 91.4-95.7 4.0-6.0 0.3-0.6FC-0508 91.1-95.4 4.0-6.0 0.6-0.9FC-0808 88.1-92.4 7.0-9.0 0.6-0.9烧结铁-镍合金和烧结镍钢的化学成分(%).材料牌号Fe Ni Cu CFN-0200 92.2-99.0 1.0-3.0 0.0-2.5 0.0-0.3FN-0205 91.9-98.7 1.0-3.0 0.0-2.5 0.3-0.6FN-0208 91.6-98.4 1.0-3.0 0.0-2.5 0.6-0.9FN-0405 89.9-96.7 3.0-5.5 0.2-2.0 0.3-0.6FN-0408 89.6-96.4 3.0-5.5 0.0-2.0 0.6-0.9文档大全值为2.0%。
▲注: 用差减法求出的其它元素(包括为了特殊目的而添加的其它元素)总量的最大值为2.0%。
FC-1000 87.2-90.5 9.5-10.5 0.0-0.3注: 用差减法求出的其它元素(包括为了特殊目的而添加的其它元素)总量的最大值为2.0%⊙铁-铜合金和铜钢粉末冶金材料性能(MPIF-35)文档大全铁-镍合金和镍钢粉末冶金材料性能(MPIF-35) ↑上一页文档大全⊙不锈钢系列粉末冶金制品执行标准与典型牌号的成分和性能-不锈钢(MPIF-35) 文档大全⊙铜基系列粉末冶金制品执行标准成分与性能-铜基 (GB2688-81)文档大全⊙<三> "DIN V 30 910" 及 "ISO5755" (成分与性能略) ⊙烧结铝镍钴永磁合金的磁特性及其它物理特性文档大全文档大全< 規格二 - 不銹鋼 >T y p eChemical Composition (%) Physical Mechanical PropertiesFe Cr Ni Cu Tin Si Mn Mo C S Other Density(g/cm3)UltimateTensileStrength(kg/mm2)Elong-ation(%)Hard-nessS U S 30 3 L S C bal18.212.52.1.0 0.8 0.13 –< 0.080.2< 1.0 > 6.3 20 Min. Min.2.0RB40S U S 31 6 L S C bal17.13.52.1.00.750.122.2< 0.080.01< 1.0 > 6.3 25 Min. Min.5.0RB38S US 4bal12.7–––0.8 0.18 –< 0.080.01< 1.0 > 6.3 20 Min. Min.2.0RB80文档大全文档大全文档大全文档大全文档大全FTG60-25(50R) 材料的物理性能FTG60-25(50R) 材料的力学性能。
粉末冶金检测标准(一)

粉末冶金检测标准(一)
粉末冶金检测标准
1. 检测标准的重要性
•粉末冶金是一种重要的材料加工方法
•检测标准对产品质量和性能有很大影响
2. 常用的测试项目
•成分分析:确定各元素含量
•形貌检测:观察粉末表面状态
•粒度分析:确定粒径大小分布
•杂质检测:检查是否存在不良杂质
•密度测定:确定粉末的密度
•机械性能测试:测量强度、硬度、韧性等指标3. 检测标准的制定过程
•确定测试项目和方法
•制定标准数值及允许误差范围
•设定检测仪器和设备参数
•编写测试操作规程和报告格式
4. 检测标准的应用场景
•粉末冶金生产企业内部质量控制
•材料科学研究领域中的实验室测试
•粉末冶金行业的产品认证和标准化
5. 标准的更新和改进
•根据技术和市场需求进行定期修订
•加入新的测试项目和方法
•完善测试仪器和设备要求
6. 未来发展趋势
•非接触式检测技术的应用
•快速、高效的测试方法的推广
•与国际标准的对接与合作
以上是关于粉末冶金检测标准的一些相关内容,希望对读者有所帮助。
粉末冶金材料标准表
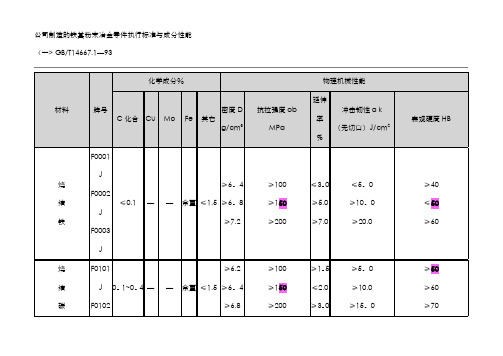
公司制造的铁基粉末冶金零件执行标准与成分性能〈一> GB/T14667.1—93〈二> MPIF—35烧结铁和烧结碳钢的化学成分(%)。
材料牌号Fe C F—0000 97.7—100 0。
0—0。
3 F-0005 97。
4—99.7 0.3-0。
6 F—0008 97.1-99.4 0。
6—0。
9 注: 用差减法求出的其它元素(包括为了特殊目的而添加的其它元素)总量的烧结铁—铜合金和烧结铜钢的化学成分(%)。
材料牌号Fe Cu CFC-0200 83。
8—98.5 1.5—3.9 0。
0-0.3FC-0205 93。
5-98。
2 1.5-3。
90。
3—0。
6FC-020893.2—97.9 1.5—3.9 0.6—0.9烧结铁—镍合金和烧结镍钢的化学成分(%).材料牌号Fe Ni Cu CFN—020092。
2-99。
1.0—3.0 0.0-2。
5 0.0—0。
3FN-020591。
9—98.71。
0-3。
0 0.0—2.5 0.3-0。
6FN-0208 91。
1。
0-3。
0 0.0-2。
5 0.6-0。
9最大值为2。
0%。
▲注: 用差减法求出的其它元素(包括为了特殊目的而添加的其它元素)总量的最大值为2.0%。
FC—0505 91。
4-95。
7 4.0—6.0 0.3—0。
6FC-0508 91.1—95。
4 4.0-6。
0 0。
6-0。
9FC—0808 88.1-92。
47。
0—9。
0。
6-0。
9FC—1000 87。
2-90.59。
5—10.50。
0—0。
36—98.4FN-040589。
9-96.73.0-5.5 0.2—2.0 0.3—0。
6FN-040889。
6—96.43。
0—5。
50。
0-2。
0 0.6-0.9注:用差减法求出的其它元素(包括为了特殊目的而添加的其它元素)总量的最大值为2。
0%⊙ 铁-铜合金和铜钢粉末冶金材料性能(MPIF—35)铁—镍合金和镍钢粉末冶金材料性能(MPIF—35) ↑上一页⊙不锈钢系列粉末冶金制品执行标准与典型牌号的成分和性能-不锈钢(MPIF-35)⊙铜基系列粉末冶金制品执行标准成分与性能-铜基(GB2688-81)⊙<三>”DIN V 30 910" 及”ISO5755" (成分与性能略)⊙烧结铝镍钴永磁合金的磁特性及其它物理特性〈 規 格 二 - 不銹鋼 〉TypeChemical Composition (%)Physical Mechanical PropertiesFe Cr Ni Cu Tin Si Mn Mo C S Other Density (g/cm 3)Ultimate Tensile Strength (kg/mm 2)Elong-ation(%)Hard —nessSUS303LSCba l 18。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
国内外关于粉末冶金机械零件
材料的一些技术标准
滑动轴承粉末冶金轴承技术条件
(中华人民共和国国家标准GB2688-81)
本标准适用于GB2685-81《粉末冶金筒形轴承型式、尺寸与公差》、GB2686-81《粉末冶金带挡边筒形轴承型式、尺寸与公差》及GB2687-81《粉末冶金球形轴承型式、尺寸与公差》所规定的粉末冶金铁基和钢基轴承(以下简称轴承)。
1.技术要求
1.1轴承的材料按合金成分与密度分类规定于表1。
表1
材料牌号标记实例
铁基1类含油密度为5.7~6.28/cm3的粉末冶金轴承材料标记;
1.2轴承化学成分与物理一机械性能应符合表2规定。
1.3轴承的机构型式、尺寸与公差应符合GB2685-81、GB2686-81及GB2687-81的规定。
1.4轴承外观应有均匀的金属光泽,不允许有裂纹、夹杂和锈蚀等缺陷。
1.5轴承成品应浸渍的润滑油。
一般浸渍GB443-64规定的HJ-20牌号机械油(铁基轴承允许加入防锈剂)。
如对于浸渍的润滑油另有要求,应在订货时提出。
1.6轴承应有良好的表面多孔性。
1.7对本标准未规定的特殊技术要求应在订货时提出。
2.验收规则
2.1轴承成品应由制造厂按本标准检验合格后,并附有产品合格证方能出厂。
2.2轴承成品应按批交货验收。
批量大小应在订货时注册,如不注明则由制造厂规定。
2.3有必要时订货单位可对制造厂交货的成品按批抽样检验,其方法规定如下:
2.3.1每批轴承成品任取2%,但不少于5件不多于50件,用肉眼按本标准规定检查外观质量。
2.3.2每批轴承成品任取2%,但不少于5件不多于50件,按本标准规定检查尺寸与公差。
2.3.3每批轴承成品至少任取2件样品,经脱油处理后,取得不少于50克试样,按表2的规定分析化学成分。
2.3.4每批轴承成品任取5~10件(或由双方商定),按表2规定检查物理一机械性能。
2.3.5各类抽检结果中,如有一件不合格时,仍就不合格项目抽取2倍数量的成品复
表2
注:1.铁基各类轴承的化学成分中允许有<1%的硫
2.化合碳含量允许用金相法评定。
3.铜基各类轴承化学成分中的总碳是指游离石墨。
4.在同一个试件上三点硬度值的波动范围不许超过15个不氏单位。
查,如仍有一件不合格时,则不予验收。
2.4轴承成品按以下规定方法进行检验。
2.4.1通轴度和圆跳动公差按照GB1958-80《形状和位置公差检测规定》进行检验。
2.4.2化学成分按照下述方法分析;
GB223-63《钢铁化学分析方法》;
JB225-77《还原铁粉测试方法》;
YB493-64《锡青铜化学分析方法》。
2.4.3密度按照JB2869-81《烧结金属材料(硬质合金除外)密度的测定》进行检验。
2.4.4含油率按照JB2870-81《烧结金属材料和制品开孔孔隙率(含油率)的测定》进行检验。
2.4.5径向压溃强度按照JB2871-81《烧结金属衬套径向压溃强度的测定》进行检验。
球形轴承和试样破裂前直径变形量超过百分之十的筒形轴承,按供需双方商定的破坏载荷进行检验。
2.4.6硬度按照JB2867-81《烧结金属材料(硬质合金除外)表观硬度的测定》进行检验。
轴承长度20mm 以上时,试件在距每一端1/6处及中间各测定一点表观硬度值:轴承长度小于等于20mm时,测定表观硬度值的点数与位置由双方商店。
2.4.7表面多孔性检验方法是将试件加热至不超过80C保持5分钟,用肉眼测定在轴承的内径表面上是否有油渗出。
3.包装与标志
3.1轴承成品应进行适当包装,保证在正常运输条件下不损坏,在正常贮存与保管条件下自出厂日起半年内不生锈。
3.2每个包装箱总重应不超过40公斤。
3.3包装的明显处应有以下标志:
a.产品名称;
b.型式、尺寸规格及材料的标记;
c.制造批号;
d.数量;
e.净重与毛重;
f.制造厂名;
g.制造日期;
h.出厂日期。