产品可追溯流程图范本
产品追溯体系流程图(编辑版)

送料单
可
入厂检 验记录
追 溯 控
三证一报告:
材质分 析报告
入 库
1.生产许可证
点
2.出厂合格证
料
制
3.质量保证书
物理试
单
办
4.检测报告
验报告
法
不合格
到货
退料单
物料状 态标识
产品生 产计划
领料 出库单
技术 交底
书
工艺 作业 指导
首件 确卡
生产过程 监督检验 相关记录
产品终 检记录
附21:到货签收记录 附22:销售记录/台账 附23:客户反馈意见表 附24:质量分析报告
镀锌检 验报告
镀锌质 检记录
喷塑检 验报告
喷塑质 检记录
入库 记录
出厂检 验记录
出
厂 出厂检 发 验报告 货
单
产品合 格证
物流 转运 信息 记录
满 足 需 求
产品 质量 反馈
客户 反馈 意见
售 后 服 务
销售 台账
追
附1:原材辅料及外购件厂家检验报告
溯 记
附2:原材辅料及外购件入厂检验记录
录 表
附3:不合格品处理(退料单)
格
合
合
格
格
巡
制造 抽检
下线
过程
终结
品控
检验
班组岗位自检 生产者持续过程自检
外 巡检 观
处
理
上下工序互检 上下游工序交接互检
质检人员专检 质检员专职专项检查
不 合 格
清 点
产品 监 出厂
出物 库流
入
检验
发订
库
货单
出厂放行检验 无放行签认严禁发车 车况检查产品安全防护 产品安全防护
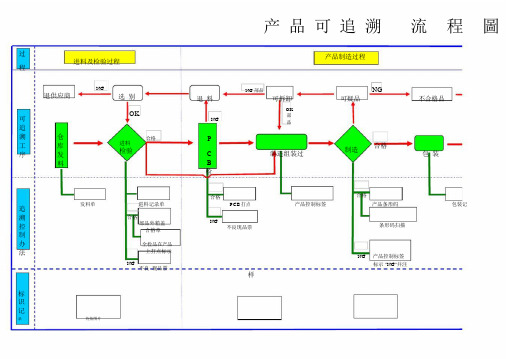
产品可追溯流程图图
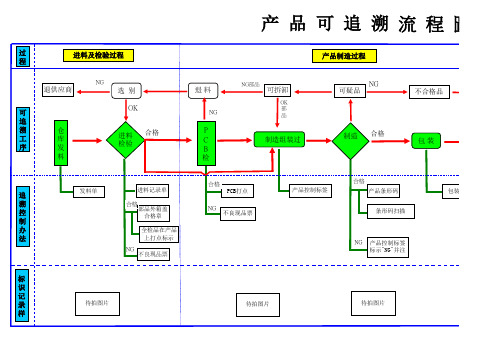
过 程 进料及检验过程 产品制造过程
NG
退供应商 可 追 溯 工 序
选 别 OK
退料
NG
NG部品
可拆卸
OK 部 品
可疑品
N
不合格品
仓库不
仓 库 发 料
合 进料
P C B 检
制造组装过
制造
合
包装
Q A 检 验
合格
合格 PCB打点
产品控制标签
追 溯 控 制 办 法
发料单
进料记录单 合格 部品外箱盖 合格章 全检品在产品 上打点标示 NG 不良现品票 NG
产品条形码 条形码扫描
包装记录表
不良现品票
NG
产品控制标签 标示"NG"并注
标 识 记 录 样待拍Βιβλιοθήκη 片待拍图片待拍图片
QA检验过程
包装交货过程
仓库不合格
Q A 检 验
合
入 库
合 OQC
装 箱 交 货
包装记录表 NG
产品盖"NG"
入库记录
出货检验
待拍图片
待拍图片
追溯流程图

进料及检验过程
程
仓库退供应商
仓库不合格品 放置区
可
NG
追
溯
工
仓库暂收料
OK
序
进料 检验
仓库收发作业过程 原编号/批号
OK
OK
仓库收料 系统编号
OK
仓库发料
有限 产品可追
产品制造过程
原材料 不良品
生产不良品 退回相应的
判别
退料
NG
OK
生产、测试过程
设备点检报表
良品
追
请购单
进料检验 日报表
预防、纠正报告
溯 控 制
到货单 入库单
产品挂合格 标识牌
进厂登记表
领料单
生产日报表
办
产品挂不合
出库料单
工序原始记录表
预
法
格标识牌
来料品质异 常改善报告
标
识
记
待拍图片
录
样
待拍图片
待拍图片
样
有限公司 可追溯流程图
造过程
QA检验过程
成品入库过程
交货过程
售后过程
NG
不良品退回
相应的工序
NG
过程 OK
QC 检验
NG OK
不良品退回 相应的工序
NG
QA检 验
OK
生产成 OK 品入库
生产批号
OK
成品出 OK 货装车
NG
客户
NG确 认
良品/不良品标签 QC检查记录表 不合格报告表 预防、纠正报告
出货检验记录 产品贴合/不合
手工产品入库 系统产品入库
发货前检查录 手工产品出库 系统销售出库
手工产品出
产品可追溯流程图

1、供应商出厂检验报
Байду номын сангаас
7、退货单
1、生产计划单 2、领料单 3、装配工序流转卡 4、巡检记录表 5、不合格品评审单 6、纠正预防措施
追 溯 记 录 表
7、二维码、标签
1、入库单 2、出厂检验报告
6、报检单
2、报检单 3、进货检验报告 4、不合格品评审单 5、入库单 6、检验状态标识牌
8、包装记录
3、发货通知单 4、出库单 5、发货单
注:过程中涉及的产品、记录表单均必须有批次号标识。
OK
发 货
NG
不合格品 评审
OK
1、仓库接收货物后放置待检区并挂上 1、生产部负责制定生产计划,按规定对整机批次号进行编号并在 1、仓库负责接收成品件并将流转卡更换成产品标识卡, 待检标识牌,对本批次产品进行编 计划单上注明; 通知质量部检验; 追 号; 2、车间按生产计划到仓库领料,同时更换成装配工序流转卡; 2、质量部负责出厂检验抽检; 溯 2、由仓库开具报检单通知质量部检 验,同时更换产品质量状态标识牌 控 3、车间进行装配,并将相关信息移植或填写到流转卡上; 3、市场部通知仓库发货; 制 (注意:信息移植准确); 办 3、合格产品由仓库接收入库。 4、产品完成装配后进行相关二维码、标签张贴和包装; 4、仓库接到发货通知单进行发货。 法 5、质量部负责过程检验并记录,对不合格品进行处置并作出纠正 预防措施。
XXX有限公司追溯体系流程图
过 程
NG 退供应商
来料
产品生产过程
OK
可返工返修产
入库、发货
不合格品 评审
NG
不合格品 评审
NG
不合格品报废
可 追 溯 工 序
NG 仓 库 报 检 OK 仓 库 入 库 生 产 计 划
产品标识和可追溯性控制流程图

产品标识和可追溯性控制流程图标识和可追溯性工作流程采购/其他仓库生产车间质检相关标识作业内容部门外来料(外协半成品/外加工成品)由原材料仓按采购下单来料摆放批次、品种分开放置于待检区,以示标示。
原材料区域划分仓对于油墨、硅油、涂改液等物料还需在外包装上写上来料日期。
来料检验质量部应对外来料(外协半成品)进行检验,并对IQC检验标识检验不合格的物料作“不合格”标识,并进行相不合格证/让关处理(退货、返工、挑选使用)。
让步接收的物领料生产步接收料作“让步接收”标识,并写明让步接收的缺陷原因,以便追溯。
技术部负责指定物料来料检验的标识。
加工完成后的半成品由各生产车间在产品容器上放物料流转卡置相应的《物料流转卡》,在上面标明产品名称、半成品标识规格、数量、作业员、及生产时间等。
质量部应对检验合格的物料在《物料流转卡》上签半成品检验物料流转卡/名表示检验合格,对不合格的物料作“不合格”标状态标识不合格证/让识,放置不合格证。
让步接收的物料作“让步接收”步接收领料生产标识,并写明让步接收的缺陷原因,以便追溯。
对客户订做的产品,生产车间应按业务部门明示的要求作业,不可擅自作其它标示。
如本司产品有追溯性的需要,须在包装上标示箱号,必须征得业务成品标识部门同意,方可采用适当的方式进行标示。
如国内/ 订做客户没有明示要求,且采用本司常规包装,则在外箱贴上订做客户名称的标签,其余按本司常规要求运作。
最终产品由各生产车间在产品或包装上注明产品名称、规格型号、生产批号、数量、重量等。
入库摆放成品检验状合格证/不质量部应对检验合格的成品作“合格”标识,对不态识合格证合格的物料作“不合格”标识。
样品/样品确新产品留样品由质检员负责将产品及首件确认表一新样品准备认表同送生产部确认样品/样品确生产部给予确认并在确认表上签名,标签上注明名新样品确认新样品留样认表称、属性、规格型号、确认人,日期等。
当发生下列任何一种情况时,执行可追溯性要求:公司相关部紧急放行;让步接收; 可追溯性可追溯性可追溯性可追溯性门执行可追客户要求;出现重大质量问题(包括客户投诉); 实行实行实行实行溯性公司内部要求。
流程管理产品可追溯流程图ls.doc
过
进料及检验过程程产品可追溯流程圖
产品制造过程
NG
退供应商
可
追
溯仓工库序发
料选别
OK
进料
合格
检验
NG部品NG
退料可拆卸可疑品不合格品
OK
NG
部
品
P
制造
合格
C 制造组装过包装
B
检
追溯控制办法发料单进料记录单
合格
部品外箱盖
合格章
全检品在产品
上打点标示
NG
不良现品票
合格合格
产品控制标签
PCB打点产品条形码包装记
NG
条形码扫描
不良现品票
NG产品控制标签
标示 "NG"并注
标
识
记
录待拍图片
样
待拍图片
待拍图片
圖
QA检验过程包装交货过程仓库不合格
Q
合格合格装
A 入OQC 箱检库交验货
包装记录表包装记录表入库记录出货检验记录表
NG
产品盖 "NG" 章 ,
待拍图片待拍图片。
产品标识和可追溯性流程图
产品标识和可追溯性控制程序(附流程图)1 更多搜索AIEIN质量了解1目的为了规范产品标识和可追溯性流程,确保产品具有唯一标识并可实现对产品的追溯性,保证产品质量,提高顾客满意度和市场占有率。
2范围适用于公司产品标识和可追溯性涉及的所有过程。
3职责3.1采购部负责要求供应商按要求对原材料或零部件进行唯一性标识。
3.2生产部负责按要求对半成品、成品进行唯一性标识。
3.3质量部负责对原材料、零部件、半成品、成品标识唯一性进行监督和检查工作。
4定义标识:是对产品状态及唯一性识别的一种记录标签可追溯性:追溯所考虑对象以往信息(包括生产来源、时间、地点等)的能力追溯时机:检验或审核时发现不符合项、客户投诉等情形下追溯范围:原材料来源、批次;生产制造信息;检验信息;5工作程序4.1标识类别标识包括检验状态标识和可追溯性标识。
2 更多搜索AIEIN质量了解4.2检验状态标识检验状态标签包括“待检”字样标签、合格“绿色”标签、不合格“红色”标签。
质量部根据对原材料或零部件、半成品、成品检验结果,粘贴合格标签和不合格标签。
4.3可追溯性标识4.3.1原材料、零部件可追溯性标识4.3.1.1油漆的可追溯性标识采购部要求油漆供应商在外包装表面增加油漆可追溯性标识,包括油漆颜色、成分、生产批次、时间、供应商等信息。
4.3.1.2机加工件(大件)的可追溯性标识采购部要求机加工生产厂家在机加工完成后在物料上增加钢印序列号信息,信息内容包括:供应商、序列号、生产时间。
采购部要求机加工生产厂家在机加工物料运输存放容器上增加物料标识信息,包括供应商、物料名称、物料号、规格、数量等。
4.3.1.3机械零部件(小件)的可追溯性标识采购部要求机械零部件供应商在完工后在包装上增加物料标识信息,信息内容包括:供应商、物料名称、物料号、规格、序列号、生产时间。
采购部要求机械零部件供应商在物料运输存放容器上增加物料标识信息,包括供应商、物料名称、物料号、规格、数量等。
产品可追溯流程图

附 18: K3 台 账
附15:原辅料领用记录
附 8: 压 铸 车 间 生 产
)
包装
质 量 检 验
OK
入 库
OK
订单
发 OK 货 、 销 售
追 溯 控 制 办 法
报检单
来料检验 记录表
OK
合格状态 标识
NG
产品生 产计划
巡检记录 表 批次切换 标识
NG 隔离产品,
包装记 录 产品追 溯记录
OK
产品出 厂检验
OK
入库 记录
市场部发货记
更改产品质 量状态 仓库接收合 格产品 不合格标识, 等待处理
附 16: 出 厂 检 验 报
附 9: 生 产 日 报 表
附 19: 销 售 出 库 单 /K3
追 溯 记 录 ( 表 )
附13:工序衔接记录
附 14: 场 巡 检 记 录 表
附 17: 产 品 入 库 单
附 10: 产 品 标 识 牌
附20: 客户投 诉与质 量反馈 单
附 11: 产 品 合 格 证
产品追溯流程图
过 程 原辅料来料及检验过程
产品生产过程
出厂检验过程
销售过程
退供应商
NG
折扣或挑拣 使用
退料
NG
可回收半成品
可疑品
NG
不合格品
NG 可 返 工
仓库不合格 品放置区
报废
可 追 溯 工 序
OK
仓 库 报 检 仓 合格 库 发 货
OK
来料 检验
原 前辅 检料 查使 用
产品生产
在制品 检验
OK
不合格 状态标识