基于三菱PLC控制的交流伺服电动机位置控制系统研究
基于PLC的伺服系统的运动控制系统设计毕业论文设计

南京化工职业技术学院毕业论文设计题目:基于PLC的伺服系统的运动控制系统设计毕业设计(论文)原创性声明和使用授权说明原创性声明本人郑重承诺:所呈交的毕业设计(论文),是我个人在指导教师的指导下进行的研究工作及取得的成果。
尽我所知,除文中特别加以标注和致谢的地方外,不包含其他人或组织已经发表或公布过的研究成果,也不包含我为获得及其它教育机构的学位或学历而使用过的材料。
对本研究提供过帮助和做出过贡献的个人或集体,均已在文中作了明确的说明并表示了谢意。
作者签名:日期:指导教师签名:日期:使用授权说明本人完全了解大学关于收集、保存、使用毕业设计(论文)的规定,即:按照学校要求提交毕业设计(论文)的印刷本和电子版本;学校有权保存毕业设计(论文)的印刷本和电子版,并提供目录检索与阅览服务;学校可以采用影印、缩印、数字化或其它复制手段保存论文;在不以赢利为目的前提下,学校可以公布论文的部分或全部内容。
作者签名:日期:学位论文原创性声明本人郑重声明:所呈交的论文是本人在导师的指导下独立进行研究所取得的研究成果。
除了文中特别加以标注引用的内容外,本论文不包含任何其他个人或集体已经发表或撰写的成果作品。
对本文的研究做出重要贡献的个人和集体,均已在文中以明确方式标明。
本人完全意识到本声明的法律后果由本人承担。
作者签名:日期:年月日学位论文版权使用授权书本学位论文作者完全了解学校有关保留、使用学位论文的规定,同意学校保留并向国家有关部门或机构送交论文的复印件和电子版,允许论文被查阅和借阅。
本人授权大学可以将本学位论文的全部或部分内容编入有关数据库进行检索,可以采用影印、缩印或扫描等复制手段保存和汇编本学位论文。
涉密论文按学校规定处理。
作者签名:日期:年月日导师签名:日期:年月日指导教师评阅书指导教师评价:一、撰写(设计)过程1、学生在论文(设计)过程中的治学态度、工作精神□优□良□中□及格□不及格2、学生掌握专业知识、技能的扎实程度□优□良□中□及格□不及格3、学生综合运用所学知识和专业技能分析和解决问题的能力□优□良□中□及格□不及格4、研究方法的科学性;技术线路的可行性;设计方案的合理性□优□良□中□及格□不及格5、完成毕业论文(设计)期间的出勤情况□优□良□中□及格□不及格二、论文(设计)质量1、论文(设计)的整体结构是否符合撰写规范?□优□良□中□及格□不及格2、是否完成指定的论文(设计)任务(包括装订及附件)?□优□良□中□及格□不及格三、论文(设计)水平1、论文(设计)的理论意义或对解决实际问题的指导意义□优□良□中□及格□不及格2、论文的观念是否有新意?设计是否有创意?□优□良□中□及格□不及格3、论文(设计说明书)所体现的整体水平□优□良□中□及格□不及格建议成绩:□优□良□中□及格□不及格(在所选等级前的□内画“√”)指导教师:(签名)单位:(盖章)年月日评阅教师评阅书评阅教师评价:一、论文(设计)质量1、论文(设计)的整体结构是否符合撰写规范?□优□良□中□及格□不及格2、是否完成指定的论文(设计)任务(包括装订及附件)?□优□良□中□及格□不及格二、论文(设计)水平1、论文(设计)的理论意义或对解决实际问题的指导意义□优□良□中□及格□不及格2、论文的观念是否有新意?设计是否有创意?□优□良□中□及格□不及格3、论文(设计说明书)所体现的整体水平□优□良□中□及格□不及格建议成绩:□优□良□中□及格□不及格(在所选等级前的□内画“√”)评阅教师:(签名)单位:(盖章)年月日教研室(或答辩小组)及教学系意见教研室(或答辩小组)评价:一、答辩过程1、毕业论文(设计)的基本要点和见解的叙述情况□优□良□中□及格□不及格2、对答辩问题的反应、理解、表达情况□优□良□中□及格□不及格3、学生答辩过程中的精神状态□优□良□中□及格□不及格二、论文(设计)质量1、论文(设计)的整体结构是否符合撰写规范?□优□良□中□及格□不及格2、是否完成指定的论文(设计)任务(包括装订及附件)?□优□良□中□及格□不及格三、论文(设计)水平1、论文(设计)的理论意义或对解决实际问题的指导意义□优□良□中□及格□不及格2、论文的观念是否有新意?设计是否有创意?□优□良□中□及格□不及格3、论文(设计说明书)所体现的整体水平□优□良□中□及格□不及格评定成绩:□优□良□中□及格□不及格(在所选等级前的□内画“√”)教研室主任(或答辩小组组长):(签名)年月日教学系意见:系主任:(签名)年月日摘要本文采用运动控制系统,完成三菱电机杯竞赛的关于伺服电机如何实现系统的运动控制系统。
基于三菱PLC的伺服电机控制系统设计

基于三菱PLC的伺服电机控制系统设计作者:胡志刚来源:《价值工程》2017年第05期摘要:设计了一种基于三菱PLC的伺服电机控制系统,详细介绍了该控制系统的电气原理图设计、触摸屏控制界面制作、伺服驱动器的参数设置、PLC的程序设计等。
实践表明,用PLC直接控制伺服电机具有系统结构简单、运行可靠、扩展性强,具有较好的实用价值。
Abstract: The design of a servo motor control system is based on MITSUBISHI PLC, and this paper introduces the electrical principle diagram design, the touch screen control interface making,servo driver parameters, PLC program design. The practice shows that the direct control of the servo motor with PLC has the advantages of simple structure, reliable operation, strong expansibility and good practical value.关键词:三菱PLC;伺服电机控制系统;触摸屏Key words: MITSUBISHI PLC;servo motor control system;touch screen中图分类号:TH138 文献标识码:A 文章编号:1006-4311(2017)05-0080-020 引言随着PLC技术、变频技术和伺服控制技术的迅猛普及和推广,以步进电机和伺服电机为执行元件的定位控制技术在工业生产中得到了越来越广泛的应用。
伺服电机不但能够实现精准的速度控制,而且能够实现精准的角度(位置)控制,具有较强的动态特点[1]。
基于三菱PLC的伺服电机控制系统设计
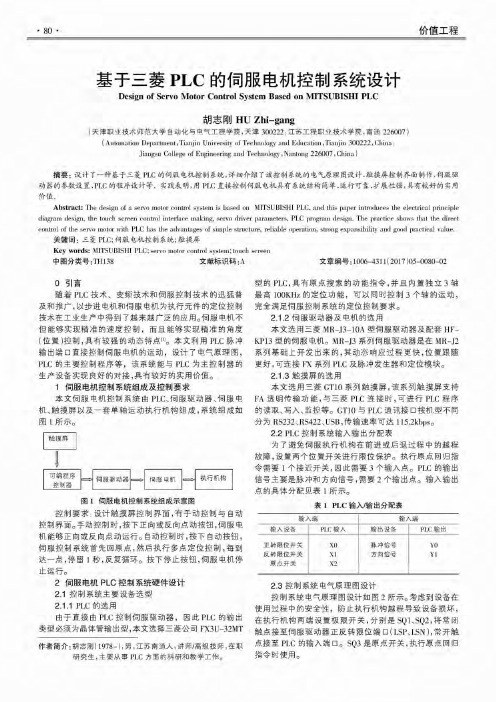
• 80•价值工程基于三菱PLC的伺服电机控制系统设计Design of Servo Motor Control System Based on MITSUBISHI PLC胡志刚H U Z hi-gang(天津职业技术师范大学自动化与电气工程学院,天津300222;江苏工程职业技术学院,南通226007)(Automation Department,Tianjin University of Technology and Education,Tianjin300222, China;Jiangsu College of Engineering and Technology,Nantong226007,China)摘要:设计了一种基于三菱PLC的伺服电机控制系统,详细介绍了该控制系统的电气原理图设计、触摸屏控制界面制作、伺服驱 动器的参数设置、PLC的程序设计等。
实践表明,用PLC直接控制伺服电机具有系统结构简单、运行可靠、扩展性强,具有较好的实用价值。
Abstract:The design of a servo m otor control system is based on M ITSUBISHI PLC,and this paper introduces the electrical principle diagram design,the touch screen control interface making,ser^^o driver parameters,PLC program design.The practice shows that the direct control of the ser^^o m otor with PLC has the advantages of simple structure,reliable operation,strong expansibility and good practical value.关键词:三菱PLC;伺服电机控制系统;触摸屏Key words:M ITSUBISHI PLC;servo m otor control system;touch screen中图分类号:TH138 文献标识码:A文章编号:1006-4311(2017)05-0080-02〇引言随着PLC技术、变频技术和伺服控制技术的迅猛普 及和推广,以步进电机和伺服电机为执行元件的定位控制 技术在工业生产中得到了越来越广泛的应用。
PLC控制伺服电机实现定位控制
PLC控制伺服电机实现定位控制【摘要】随着科学技术的不断发展,各种机械已逐渐得到广泛的应用。
PLC 在机械的运用中越来越普遍,尤其是在伺服电机的定位控制中。
本文主要介绍利用PLC控制伺服电机实现定位的几种方法,并通过深入分析控制系统在实施过程中需要注意的问题,从而提出了控制系统的设计思路及参考方案,为工业生产中定位控制的实现提供了较高的参考价值。
【关键词】PLC;伺服电机;定位控制0.引言在工业自动化的生产及加工过程中,通常要准确定位控制机械设备的移动距离或生产工件的尺寸。
在定位控制中,关键便是实现对伺服电机的控制。
由于PLC体积小,可靠性高,抗干扰能力强,是一种专门应用于工业的控制计算机,因而其能有效实现机电一体化的控制。
PLC的有效运用,给工业带来了巨大的经济效益的同时,也为工业技术的发展奠定了良好的基础。
1.PLC旋转编码器及高速计数器指令控制三相交流异步伺服电机实现定位控制1.1 控制系统的工作原理PLC的旋转编码器与高速计数器的联合运用能有效进行长度测量和精确定位控制,其中,高速计数器在不增加特殊功能单元的情况下,就能准确计算出小于PLC主机扫描周期脉宽的高速脉冲,而PLC的旋转编码器则可以将电机轴上的角位移有效转换成脉冲值。
在此种控制系统中,其原理为利用光电旋转编码器将电机角位移转换成脉冲值后,高速计数器将编码器发出的脉冲个数进行统计,进而达到定位控制的目的[1]。
1.2 控制系统的设计方案本文以定位电机传输带的控制设计为例。
假设传输带现要将货物运送到距离为20cm的终点,且货物到达终点后,电机停止工作。
在此系统中,硬件设施主要包括PLC、三相交流异步伺服电机、光电旋转编码器以及变频器等,其工作原理是将光电旋转编码器的机械轴连接由三相交流异步伺服电机拖动的传动辊,通传动辊的转动,带动机械轴转动,从而将脉冲信号输出,并利用PLC的高速计数器指令计数产生的脉冲个数,此时,如果计数器的值与预置值相等时,电动机便由变频器控制停止工作,进而准确定位控制传输带的运行距离。
实现三菱PLC触摸屏控制伺服电机完整版

实现三菱P L C触摸屏控制伺服电机HEN system office room 【HEN16H-HENS2AHENS8Q8-HENH1688】实现三菱PLC触摸屏控制伺服电机在plc行业中一直坚持高规格、高性能,得到很多技术人员的青睐,同时,在与伺服电机中也有很好的应用,下面以作为控制元件,GT1155-QFBD-C作为操作元件直接控制三菱伺服电机的具体程序设计伺服电机又称执行电机,它是控制电机的一种。
它是一种用电脉冲信号进行控制的,并将脉冲信号转变成相应的角位移或直线位移和角速度的执行元件。
根据控制对象的不同,由伺服电机组成的伺服系统一般有三种基本控制方式,即位置控制、速度控制、力矩控制。
本系统我们采用位置控制。
PLC在自动化控制领域中,应用十分广泛。
尤其是近几年PLC在处理速度,指令及容量、单轴控制方面得到飞速的发展,使得PLC在控制伺服电机方面也变得简单易行。
1控制系统中元件的选型的选型因为伺服电机的位移量与输入脉冲个数成正比,伺服电机的转速与脉冲频率成正比,所以我们需要对电机的脉冲个数和脉冲频率进行精确控制。
且由于伺服电机具有无累计误差、跟踪性能好的优点,伺服电机的控制主要采用开环数字控制系统,通常在使用时要搭配伺服驱动器进行控制,而伺服电机驱动器采用了大规模集成电路,具有高抗干扰性及快速的响应性。
在使用伺服驱动器时,往往需要较高频率的脉冲,所以就要求所使用的PLC能产生高频率脉冲。
三菱公司的FX3U晶体管输出的PLC可以进行6点同时100 kHz高速计数及3轴独立100 kHz的定位功能,并且可以通过基本指令μs、PCMIX值实现了以倍的高速度,完全满足了我们控制伺服电机的要求,所以我们选用FX3U-48MT-ES-A型PLC。
伺服电机的选型在选择伺服电机和驱动器时,只需要知道电机驱动负载的转距要求及安装方式即可,我们选择额定转距为 N·m,额定转速为3 000 r/min,每转为131 072 p/rev分辨率的三菱公司HF-KE73W1-S100伺服电机,与之配套使用的驱动器我们选用MR-E-70A-KH003伺服驱动器。
基于PLC控制的交流伺服系统
1.电动机无电刷和换向器,工作可靠,维护和保养简单;
2.定子绕组散热快;
3.惯量小,易提高系统的快速性;
4.适应于高速大力矩工作状态;
5.相同功率下,体积和重量较小,广泛的应用于机床、机械设备、搬运机构、印刷设备、装配机器人、加工机械、高速卷绕机、纺织机械等场合,满足了传动领域的发展需求。
1.3.2永磁交流伺服的国内外研究状况及发展
由于在同步电动机中,用永磁体取代传统的电励磁磁体,能简化结构,消除转子的滑环、电刷,实现无刷结构,缩小转子体积。同时,省去了直流励磁电源,也就消除了励磁损耗及发热。这些特点使得永磁同步电机能满够足伺服系统一些高精度的要求。如低转速时为恒转矩控制,能高速运行,短时间内能实现加减速运行等。所以,目前在交流伺服领域中,绝大多数中小功率(千瓦级及千瓦以下级)的伺服系统已采用永磁同步电机(Permanent Magnet Synchronous Motor简称PMSM)[3][5],于此同时,科学技术的发展也大大推动了PMSM伺服控制系统的发展和应用。
总之,随着现代电机技术、电力电子技术、微电子技术、永磁材料技术、交流可调速技术以及先进的控制理论等技术的快速发展,永磁交流伺服系统取代直流伺服系统,尤其是在高精度、高性能要求的伺服驱动领域,成了现代电伺服驱动系统的一个发展趋势,也成为研究与应用的重要领域。
基于PLC的全数字交流伺服位置控制
基于PLC的全数字交流伺服位置控制
全数字交流伺服位置控制系统是一种基于PLC(可编程逻辑控制器)的先进控制技术,它能够通过数字信号处理实现对交流伺服驱动器的位置控制。
该系统结合了PLC的灵活性和交流伺服的高性能,能够满足工业自动化领域对于高精度位置控制的需求。
1. 系统结构
全数字交流伺服位置控制系统主要由PLC控制器、交流伺服驱动器、编码器和传感器组成。
PLC控制器负责接收输入信号、进行逻辑运算和输出控制信号,交流伺服驱动器负责接收控制信号,并驱动电机实现位置控制,编码器和传感器用于反馈实际运动状态。
2. 工作原理
3. 优势
全数字交流伺服位置控制系统相比于传统的模拟控制系统有以下优势:
(1)精度高:系统采用数字信号处理,能够实现对位置信号的高精度采样和处理,从而实现对机械装置位置的精确控制。
(2)灵活性强:PLC控制器能够根据不同的工艺要求进行灵活调整,实现多种控制模式的切换,并能够方便地进行系统扩展和升级。
(3)稳定性好:系统采用闭环控制,能够实时对实际位置进行反馈修正,从而提高系统的稳定性和抗干扰能力。
(4)可靠性高:系统采用全数字信号处理,减少了外部干扰对控制系统的影响,提高了系统的可靠性和稳定性。
4. 应用领域
全数字交流伺服位置控制系统广泛应用于需要高精度位置控制和稳定性的工业自动化领域,如机床加工、自动化装配线、搬运设备等。
在这些领域,精确控制机械装置的位置和速度对产品质量和生产效率有着重要的影响,全数字交流伺服位置控制系统正是为了满足这些需求而设计的。
应用PLC控制交流伺服驱动来精准定位的探讨
应用PLC控制交流伺服驱动来精准定位的探讨现在伺服电机系统融合了电机、计算机、电力电子、自动控制、精密机械、新材料和新科技等多种高新技术。
伺服电机不同于一般的变频调速电机,它除了实现调速功能以外,还要实现位置、加速度、转矩的控制,而且动态特性也要常常高于一般变频调速电机。
数字化交流伺服系统是随自动控制理论、计算机控制技术和电机控制技术的发展而出现的新型机电一体化系统,是通过计算机控制的开环或闭环系统,克服了传统直流电机伺服系统缺点,获得的十分广泛的应用。
为了让高职学生能够掌握这门技术,要求学生在单个学会PLC编程与伺服驱动控制基础上从以下六个方面学习。
1.精准定位整体设计位置控制的根本任务就是使执行机构对位置指令精准跟踪,被控量一般是负载的空间位移,当给定量随机变化时,系统能使被控量无误地跟踪并反馈给定量,给定量可能是角位移或直线位移。
所以位置控制必然是一个反馈控制系统,组成位置控制回路。
该精准定位系统的整体结构是由触摸屏、可编程逻辑控制PLC、交流伺服驱动器、交流伺服电机,滚珠丝杆工作台构成一个闭环控制系统。
以实现丝杆精密进给。
在位置控制方式下,伺服驱动器接收PLC发出的位置指令信号脉冲方向,送入脉冲列形态,经电子齿轮分/倍频后,在偏差可逆计数器中与反馈脉冲信号比较后形成偏差信号。
反馈脉冲是由光电编码器检测到实际所产生的脉冲数,经四倍频后产生的。
位置偏差信号经位置环的复合前馈控制器调节后,形成速度指令信号。
速度指令信号与速度反馈信号、位置检测装置相同比较后的偏差信号经速度环比例积分控制器调节后产生电流指令信号,在电流环中经矢量变化后,由SPWM输出转矩电流,控制交流伺服电机运行。
位置控制精度由旋转编码器每转产生脉冲数来控制,本系统采用的是增量式光电编码器。
2.整个控制系统技术要求与指标整个系统要求具有以下功能:手动操作、自动操作、断电保护、可靠的故障诊断和字处理四项功能,技术指标是进给速度在50mm/s——150mm/s,较高的定位控制精度1μm。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
基于三菱PLC控制的交流伺服电动机位置控制系统研究
摘要:以某厂铝电解电容器生产过程中的一道关键工序——电容器套管自动烫印裁切为例,从系统参数分析计算入手,设计了基于三菱FX2N系列的PLC控制交流伺服电动机的位置控制系统,给出了定长及速度控制的算法和软件编程思路。
关键词:PLC 交流伺服电动机位置控制算法
可编程控制器(PLC)是采用微机技术的通用工业自动化装置,是面向用户的专业控制计算机。
它可靠性高,抗干扰能力强,编程直观、简单,适应性好,功能完善,接口功能强,通讯联网能力也越来越强。
随着微处理器和微计算机技术的发展,PLC不再仅有逻辑判断功能,同时还具有数据处理、PID调节和数据通讯功能,已广泛应用于机械、电子、纺织等各行各业。
某电容器制造厂有一道关键工序——电容器套管自动烫印裁切,该工序要求电容器套管间隙性定长送进,完成自动烫印及裁切。
图1为电容器套管定长控制与裁切示意图。
该系统中交流伺服放大器驱动伺服电动机,通过减速器带动一对滚轮旋转,从而实现电容器套管带料的定长送进。
下面将从系统参数分析计算入手,设计了基于三菱FX2N系列的PLC控制交流伺服电动机运动系统,并给出了定长及速度控制的算法和软件编程思路。
1 系统硬件设计及系统参数计算
1.1 硬件设计
位置控制系统中交流伺服放大器选用三菱公司的MR-J2S-40A,其属于通用交流伺服系统MELSERVO-J2-SUPER系列,具有位置控制、速度控制和转矩控制3种模式,本系统采用位置控制。
交流伺服电动机选用三菱公司的HC-KFS-43,其编码器的分辨率Pt=131 072脉冲/r,具有很高的控制精度。
本系统中采用的PLC选用三菱公司的FX2N-48MR,脉冲输出模
块采用FX2N-1PG。
对于FX2N系列PLC,本身不具备内置定位指令,但可以通过FROM/TO指令与扩展单元FX2N-1PG脉冲输出模块进行数据交换,向伺服放大器发送指定数量的脉冲串,从而完成对伺服电动机的简单定位控制,其最高波特率为100 K,1台FX2N系列的可编程控制器可以连续多达8个FX2N-1PG脉冲输出模块,从而最多可实现8轴的运动控制。
PLC的输入继电器X0用于控制电动机的停止,X1用于控制电动机的正向启动,X2用于控制电动机的反向启动;脉冲输出模块的FP输出前向脉冲;伺服放大器I/O接口CNIA的PP/NP分别用于接收正反向脉冲串。
1.2 系统参数计算
电容器套管带料的送进长度L取决于伺服放大器接收的脉冲数n,而送进速度v则取决于伺服放大器接收的脉冲频率f,设定:
如若设电容器套管带料的单位送进长度为1 mm,则公式(2)可计算出向伺服放大器发送的脉冲数为149。
对于电容器套管带料的单位送进速度为1 mm/s,则公式(2)可计算出向伺服放大器发送的脉冲频率为149 Hz。
套管带料的送进长度和速度可由发送的脉冲数和脉冲频率得到。
2 控制系统的程序编制思路
PLC扩展特殊单元时,依照扩展顺序将各特殊单元按NO.0、NO.1、NO.2等顺序编号,PLC特殊功能单元通信时,必须指明特殊单元编号,特殊单元中的缓冲寄存器BFM用于存储有关数据。
FROM
指令用于将特殊功能模块缓冲寄存器中的内容读入PLC,TO指令用于从PLC对特殊功能单元的缓冲寄存器写入数据。
特殊功能模块的缓冲寄存器,同样需要进行编号,不同编号的缓冲寄存器存放不同用途的数据。
其中,设置位置值的范围为0~999 999,即其最大输出脉冲数999 999,运行速度值范围为10 Hz~10 kHz,即输出脉冲的最高频率为10 kHz。
实际控制程序中FX2N–1PG输出脉冲的数量和频率必须在此范围内,如不能满足要求,可调整其定位倍率参数或伺服放大器的电子齿轮比。
本程序中脉冲输出模块的缓冲寄存器BFM#3参数设置为H0000,即其定位倍率为1。
程序中数据寄存器D101用于存储电容器套管带料的送进长度L,本程序中取L=100 mm,数据寄存器D201用于存储电容器套管带料的送进速度v,本程序中取v=100 mm/s,定时器T0用于设定电容器带料的送进间隙时间,本程序中取T0=2 s。
参考程序如图2所示。
3 结语
实践证明,由FX2N系列PLC控制的交流伺服电动机的位置控制系统完全符合生产工艺要求,控制精度高,参数调整方便,自动化程度高。
实际应用时套管的定长控制、送进速度等还可采用图形操作
终端(人机界面或称触摸屏)进行设定和调整。
参考文献
[1] 钟肇新,等.可编程控制器原理及应用[M].广州:华南理工大学出版社,2008
[2] 郭庆鼎,孙宜标,王丽梅.现代永磁电动机交流伺服系统[M].北京:中国电力出版社,2006。