CPK控制图-表格(最新版)
合集下载
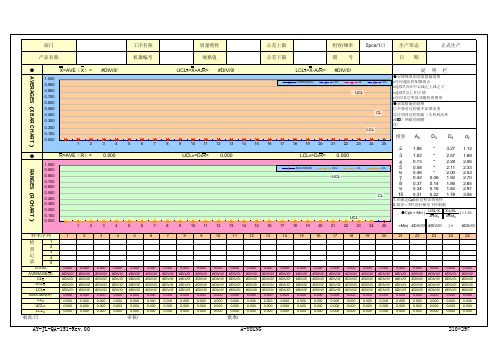
CPK控制图

2 149.7 150.0 151.0 150.0 149.8 750.500 150.100 150.190 151.192 149.189 1.300 1.372 3.128 0.000
3 151.0 150.5 149.8 149.7 150.7 751.700 150.340 150.190 151.192 149.189 1.300 1.372 3.128 0.000
20 151.0 150.2 149.8 149.7 150.2 750.900 150.180 150.190 151.192 149.189 1.300 1.372 3.128 0.000
21 149.4 150.2 150.3 149.6 150.7 750.200 150.040 150.190 151.192 149.189 1.300 1.372 3.128 0.000
审核/
6 149.8 149.6 150.1 149.9 151.1 750.500 150.100 150.190 151.192 149.189 1.500 1.372 3.128 0.000
7 149.7 151.0 150.3 149.8 150.7 751.500 150.300 150.190 151.192 149.189 1.300 1.372 3.128 0.000
22 149.6 150.1 150.3 150.2 151.0 751.200 150.240 150.190 151.192 149.189 1.400 1.372 3.128 0.000
23 149.6 150.2 150.8 149.9 151.0 751.500 150.300 150.190 151.192 149.189 1.400 1.372 3.128 0.000
CPK控制图-空白表格(工具)

0.000 #DIV/0! #DIV/0! #DIV/0! #DIV/0! 0.000 0.000 0.000 0.000
0.000 #DIV/0! #DIV/0! #DIV/0! #DIV/0! 0.000 0.000 0.000 0.000
0.000 #DIV/0! #DIV/0! #DIV/0! #DIV/0! 0.000 0.000 0.000 0.000
公差上限 公差下限
15.100 14.900 LCLX=X-A2R=
组容/频率 图 号 #DIV/0!
5pcs/1H
生产形态 日 期
正式生产
16.000 14.000 12.000 10.000
8.000 6.000 4.000 UCL
说 明 栏 ●对特殊原因采取措施说明 *任何超出控制限的点
AVERAGE(X) UCL CL CL LCL
0.000 #DIV/0! #DIV/0! #DIV/0! #DIV/0! 0.000 0.000 0.000 0.000
0.000 #DIV/0! #DIV/0! #DIV/0! #DIV/0! 0.000 0.000 0.000 0.000
0.000 #DIV/0! #DIV/0! #DIV/0! #DIV/0! 0.000 0.000 0.000 0.000
工厂车间 零件名称 ● AVERAGES(X BAR CHART ) ●
1.000 0.900 0.800 0.700 0.600 0.500 0.400 0.300 0.200 0.100 0.000 1 2
2 3
工序名称 机器编号 X=AVE(X)= #DIV/0!
质量特性 规格值 UCLX=X+A2R= #DIV/0!
CPK分析表(CPK自动生成表)

207.46 51.87 51.93 52.08 51.78 0.20 0.21 0.47 0.00
207.43 51.86 51.93 52.08 51.78 0.37 0.21 0.47 0.00
208.13 52.03 51.93 52.08 51.78 0.15 0.21 0.47 0.00
0.21
UCLR=D4R=
0.47
LCLR=D3R=
0.00
MAX-MIN(R) UCL CL LCL
1.88 * 3.27 1.02 * 2.57 0.73 * 2.28 0.58 * 2.11 0.48 * 2.00 0.42 0.08 1.92 0.37 0.14 1.86 0.34 0.18 1.82 0.31 0.22 1.78 1.在确定Cpk前过程必须受控 2.组容<7时没有极差下控制限
155.71 51.90 51.93 52.08 51.78 0.11 0.21 0.47 0.00
208.07 52.02 51.93 52.08 51.78 0.22 0.21 0.47 0.00
208.02 52.01 51.93 52.08 51.78 0.14 0.21 0.47 0.00
23
24 19
51.85 51.84 51.84 51.96
25 20
51.85 52.15 52.16 51.85
=Min( 21
51.85 52..20 51.90 51.96
1.90 22
51.95 51.90 52.10 52.12
1.43 25
52.00 51.90 51.96 51.90
样本序列
1 2 3 4 5 TOTAL
51.90 51.80 52.16 52.00
CPK、PPK 分析控制图

0
均值
上控制限 下控制限
制程能力分析 Std.Dev.= Sigma = PPK= 0.01 0.01 2.29 2.54 9.92% 3.50 3.88 A
中心线
R 控 制 图
0.04
0.02 0.00 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 CPK= CP = Grade =
上控制限
下控制限
如果控制图表明过程不受控或CPK小于 1.33,PPK小于1.67,应分析原因
从控制图上看,无点出界,且点排列几乎随机,过程受控。且由于规格较大正负0.2,故CPK=181,PPK=1.68,可以接受。 建议不用调整过程,继续生产。
18
12.48 12.50 12.50 12.50 12.50
20
12.50 12.52 12.50 12.50 12.52
22
12.50 12.52 12.50 12.50 12.52
23
12.50 12.52 12.50 12.50 12.52
24
12.50 12.52 12.50 12.50 12.52
8
12.48 12.50 12.50 12.50 12.50
9
12.50 12.50 12.50 12.50 12.50
10
12.50 12.52 12.50 12.50 12.52
11
12.52 12.52 12.52 12.50 12.50
12
12.52 12.54 12.52 12.52 12.52
mm
规格下限 LSL
4
12.50 12.48 12.50 12.50 12.50
CPK控制图-表格(最新版)
部门 产品名称
工序名称 机器编号
质量特性 规格值
公差上限 公差下限
组容/频率 图号
5pcs/1日
生产形态 日期
正式生产
AVERAGES(X BAR CHART )
●
X=AVE(X)= #DIV/0!
UCLX=X+A2R= #DIV/0!
LCLX=X-A2R= #DIV/0!
说明栏
1.000 0.900 0.800 0.700
1.在确定Cpk前过程必须受控
2.组容<7时没有极差下控制限
●Cpk = Min ( USL-X X-LSL )≥1.33 3R/d2 3R/d2
1
2
3
4
5
6
7
8
9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
=Min( #DIV/0! #DIV/0! ) = #DIV/0!
0.000 #DIV/0! #DIV/0! #DIV/0! #DIV/0! 0.000 0.000 0.000 0.000
0.000 #DIV/0! #DIV/0! #DIV/0! #DIV/0! 0.000 0.000 0.000 0.000
0.000 0.000 #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! 0.000 0.000 0.000 0.000 0.000 0.000 0.000 0.000
0.000 #DIV/0! #DIV/0! #DIV/0! #DIV/0! 0.000 0.000 0.000 0.000
0.000 #DIV/0! #DIV/0! #DIV/0! #DIV/0! 0.000 0.000 0.000 0.000
CPK管控表

UCLX X A2 R
CL X X
9.45
LCL
UCLR D4 R CLR R LCLR D3 R
Ca ( X SL ) T 2
X
X
A
2
R
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
R管制圖
Cp T
6 * (R d 2 )
CPK制程能力分析表
製程: 工令/批次號: 机种: 日期:
ห้องสมุดไป่ตู้
數 據 區
DATA區 Xn NO.1 NO.2 NO.3 NO.4 NO.5 NO.6 NO.7 NO.8 NO.9 NO.10 NO.11 NO.12 NO.13 NO.14 NO.15 NO.16 NO.17 NO.18 NO.19 NO.20 NO.21 NO.22 NO.23 NO.24 NO.25 AVERAGE (平均值): 核准: X1 X2 X3 X4 X5 R X-bar
USL X X LSL , ) 3 * (R d 2 ) 3 * (R / d 2 )
Cpk MIN (
1.20 1.00 0.80 0.60 0.40 0.20 0.00
等級 A+ A B C
Ca
Cp 1.67 MIN
Cpk 1.67 MIN 1.33 1.67 1.00 1.33 0.67 1.00 0.67
制程能力參數
評估項目(ITEM) 計量單位(Unit) 規格上限 (USL) 規格中心 (SL) 規格下限 (LSL) 規格公差 (T) 樣本量(Sample Size) 最大值 (MAX) 最小值 (MIN) 跨距( R ) 平均值 (AVE) 平均跨距(R-bar) 標准差(R-bar/d2) 標准差 (STD-σ) 管制上限(UCLx) 管制中心(CLx) 管制下限(LCLx) 全距管制上限(UCLR) 全距管制中心(CLR) 制程偏移度(Ca) 短期制程能力(Cp) 長期制程能力(Pp) 短期綜合指數(Cpk) Cpk等級 長期綜合指數(Ppk) Ppk等級 估計不良率 工程审查: % ppm 0.00% 0 等 級 劃 分 標 准 n 2 3 4 5 6 7
CPK控制图

正态分布
1
频数
1
1
1
1
1
0
0
0
0 0000000
25
0
正态分布曲线
过程能力特足!!
19 20 21 22 23
数据值
462.30 464.00 465.70
#DIV/0! #DIV/0!
0000 数据区间
24
25
cpk控制图
制程名称 制造部门
成品检查
项目 线体
下公差限
464.00 462.30
上公差 规格中线
1.70 464.00
下公差 上公差限
1.70 465.70
控制限
mm
日期
审核
UCLx #DIV/0! AVERx #DIV/0! UCLr #DIV/0! AVERr #DIV/0!
21 22 23 24
21 22 23 24
16 17 18
R图 25
统计特
样本容量 工程规范下限 (LSL) 规格中线 工程规范上限 (USL) 总和 读数均值 (X) 最大值 最小值 低于下控制线点数(X) 高于上控制线点数(X) 极差均值R d2 (n=2、3、4、5) 能力指数上限(CPU) 能力指数下限 (CPL) 稳定过程能力指数 (Cp) 稳定过程能力指数 (Cpk) 能力比率 (CR) 标准偏差(n-1) 标准偏差 (n) 变异 (n-1) 变异 (n) 性能指数 (PP) 性能比率 (PR) 性能指数 (Ppk)
极差
1.50
1.00
0.50
0.00 1
234 R Value
控制图表现:
过程能力分析:
n
1
2
3
1
频数
1
1
1
1
1
0
0
0
0 0000000
25
0
正态分布曲线
过程能力特足!!
19 20 21 22 23
数据值
462.30 464.00 465.70
#DIV/0! #DIV/0!
0000 数据区间
24
25
cpk控制图
制程名称 制造部门
成品检查
项目 线体
下公差限
464.00 462.30
上公差 规格中线
1.70 464.00
下公差 上公差限
1.70 465.70
控制限
mm
日期
审核
UCLx #DIV/0! AVERx #DIV/0! UCLr #DIV/0! AVERr #DIV/0!
21 22 23 24
21 22 23 24
16 17 18
R图 25
统计特
样本容量 工程规范下限 (LSL) 规格中线 工程规范上限 (USL) 总和 读数均值 (X) 最大值 最小值 低于下控制线点数(X) 高于上控制线点数(X) 极差均值R d2 (n=2、3、4、5) 能力指数上限(CPU) 能力指数下限 (CPL) 稳定过程能力指数 (Cp) 稳定过程能力指数 (Cpk) 能力比率 (CR) 标准偏差(n-1) 标准偏差 (n) 变异 (n-1) 变异 (n) 性能指数 (PP) 性能比率 (PR) 性能指数 (Ppk)
极差
1.50
1.00
0.50
0.00 1
234 R Value
控制图表现:
过程能力分析:
n
1
2
3
CPK计算-控制图

案例分析:
某工厂生产一产品,要求对产品的管电压进行质量控制,质检员按要求总计抽样了125个样本,其抽样方法为每小时5PCS,共计抽样25次!现要求对这些样本进行计算,得出如下数据:
XUCL Xbar Xlcl RUCL Rbar Rlcl Ca Cp Cpk δa
要求:
<1>:所有质量指标之解答皆要有明确而详细的解答过程!
<2>:精确到小数点后第三位!
抽样所得资料如下:
计算过程中会用到的常数:
A2=0.58 D3=0 D4=2.11 d2=2.33 USL=671 LSL=549 SL=610
XUCL Xbar Xlcl RUCL Rbar Rlcl Ca Cp Cpk δa
制图
说明:
<1> 描点与绘图时,要求将各图的管制上下限及中心线的值标记在图中,中心线为实线,管制上下限在图中以虚线表示!
<2> 描点后,点与点之间依次以虚线连结,所有图形之描绘应力求简洁美观!
均值图UCL=___ CL=___ LCL=___
组1 组2 组3 组4 组5 组6 组7 组8 组9 组10 组11 组12 组13 组14组15组16组17组18组19组20组21组22组23组24组25 极差图UCL=___ CL=___ LCL=___
组1 组2 组3 组4 组5 组6 组7 组8 组9 组10 组11 组12 组13 组14 组15 组16组17组18组19组20组21组22组23 组24组25。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
0.000 #DIV/0! #DIV/0! #DIV/0! #DIV/0! 0.000 0.000 0.000 0.000
0.000 #DIV/0! #DIV/0! #DIV/0! #DIV/0! 0.000 0.000 0.000 0.000
0.000 #DIV/0! #DIV/0! #DIV/0! #DIV/0! 0.000 0.000 0.000 0.000
批准/
0.000 #DIV/0! #DIV/0! #DIV/0! #DIV/0! 0.000 0.000 0.000 0.000
0.000 #DIV/0! #DIV/0! #DIV/0! #DIV/0! 0.000 0.000 0.000 0.000
0.000 #DIV/0! #DIV/0! #DIV/0! #DIV/0! 0.000 0.000 0.000 0.000
0.000 #DIV/0! #DIV/0! #DIV/0! #DIV/0! 0.000 0.000 0.000 0.000
0.000 #DIV/0! #DIV/0! #DIV/0! #DIV/0! 0.000 0.000 0.000 0.000
0.000 #DIV/0! #DIV/0! #DIV/0! #DIV/0! 0.000 0.000 0.000 0.000
MAX-MIN(R)
UCL
CL
UCL
UCL
4
0.73
*
2.28 2.06
LCL
5
0.58
*
2.11 2.33
6
0.48
*
2.00 2.53
7 0.42 0.08 1.92 2.70
8 0.37 0.14 1.86 2.85
9 0.34 0.18 1.82 2.97
CL
10 0.31 0.22 1.78 3.08
1.在确定Cpk前过程必须受控
2.组容<7时没有极差下控制限
●Cpk = Min ( USL-X X-LSL )≥1.33 3R/d2 3R/d2
1
2
3
4
5
6
7
8
9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
=Min( #DIV/0! #DIV/0! ) = #DIV/0!
RANGES(R CHART )
样本序列
检
1
查
2
记
3 4
录
5
TOTAL
AVERAGE(X)
CLX UCLX LCLX MAX-MIN(R)
CLR UCLR LCLR
制表/日
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
0.000 #DIV/0! #DIV/0! #DIV/0! #DIV/0! 0.000 0.000 0.000 0.000
0.000 #DIV/0! #DIV/0! #DIV/0! #DIV/0! 0.000 0.000 0.000 0.000
0.000 #DIV/0! #DIV/0! #DIV/0! #DIV/0! 0.000 0.000 0.000 0.000
0.000 0.000 #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! 0.000 0.000 0.000 0.000 0.000 0.000 0.000 0.000
0.000 #DIV/0! #DIV/0! #DIV/0! #DIV/0! 0.000 0.000 0.000 0.000
审核/
0.000 #DIV/0! #DIV/0! #DIV/0! #DIV/0! 0.000 0.000 0.000 0.000
0.000 #DIV/0! #DIV/0! #DIV/0! #DIV/0! 0.000 0.000 0.000 0.000
0.000 #DIV/0! #DIV/0! #DIV/0! #DIV/0! 0.000 0.000 0.000 0.000
0.000 #DIV/0! #DIV/0! #DIV/0! #DIV/0! 0.000 0.000 0.000 0.000
0.000 #DIV/0! #DIV/0! #DIV/0! #DIV/0! 0.000 0.000 0.000 0.000
0.000 #DIV/0! #DIV/0! #DIV/0! #DIV/0! 0.000 0.000 0.000 0.000
0.000 #DIV/0! #DIV/0! #DIV/0! #DIV/0! 0.000 0.000 0.000 0.000
AY-JL-QA-151-Rev.00
A-YOUNG
210*297
组容 A2D3源自D4d21
2
3
4
5
6
7
8
9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
2
1.88
*
3.27 1.13
●
R=AVE(R)= 0.000
UCLR=D4R= 0.000
LCLR=D3R= 0.000
3
1.02
*
2.57 1.69
1.000 0.900 0.800 0.700 0.600 0.500 0.400 0.300 0.200 0.100 0.000
0.000 #DIV/0! #DIV/0! #DIV/0! #DIV/0! 0.000 0.000 0.000 0.000
0.000 #DIV/0! #DIV/0! #DIV/0! #DIV/0! 0.000 0.000 0.000 0.000
0.000 #DIV/0! #DIV/0! #DIV/0! #DIV/0! 0.000 0.000 0.000 0.000
部门 产品名称
工序名称 机器编号
质量特性 规格值
公差上限 公差下限
组容/频率 图号
5pcs/1日
生产形态 日期
正式生产
AVERAGES(X BAR CHART )
●
X=AVE(X)= #DIV/0!
UCLX=X+A2R= #DIV/0!
LCLX=X-A2R= #DIV/0!
说明栏
1.000 0.900 0.800 0.700
AVERAGE(X)
UCL
CL
UCL
●对特殊原因采取措施说明 LCL *任何超出控制限的点
*连续7点在中心线之上或之下 *连续7点上升/下降 *任何其它明显非随机的图形
0.600
●采取措施的说明
0.500 0.400 0.300 0.200 0.100 0.000
CL LCL
①不要对过程做不必要改变 ②注明对过程因素(人机料法环 或MS)所做的调整 ③