不同规格焊锡丝对应的手工焊接温度
关于焊锡丝焊锡条助焊剂百度问答解疑
有铅焊锡丝:1)63/37焊锡丝的熔点为183℃2)60/40焊锡丝的熔点为185℃-190℃3)55/45焊锡丝的熔点为187℃-202℃4)50/50焊锡丝的熔点为190℃-216℃5)45/55焊锡丝的熔点为192℃-227℃5)40/60焊锡丝的熔点为194℃-238℃6)35/65焊锡丝的熔点为198℃-247℃6)30/70焊锡丝的熔点为202℃-256℃无铅焊锡丝:1)Sn-Cu-Ni焊锡丝的熔点为225℃-227℃2)Sn-Cu-Ag焊锡丝的熔点为211℃-219℃3)Sn-Bi-Ag焊锡丝的熔点为205℃-208℃4) Sn-Zn焊锡丝的熔点为117℃-119℃5)Sn-Cu焊锡丝的熔点为220℃-222℃6)Sn-Ag 焊锡丝的熔点为221℃焊锡焊接后常见问题如何解决(2011-12-15 21:02:31)转载▼标签:焊锡丝焊锡焊锡条助焊剂杂谈电子线路板焊接后经常会发现焊锡后锡点出现问题如(焊点灰暗无光泽、焊点表面呈粗糙、焊点颜色呈黄色、电路板短路)等。
这是什么原因造成的呢?同创力焊锡网技术人员今天就这些问题给大家谈一下。
电路板短路:当电路板焊接后接过老化的程中会发现一些电路板短路,排出电路板设计及电子原器件的问题之外,可以从以下几个方面来查找电路板焊锡时吃锡时间太短,造成焊接不良。
助焊剂本身活性不强,减弱了焊锡的润湿性及它的扩展性。
线路板进锡的方向与锡波的方向逆向,焊锡的液面氧化物过多影响焊接。
焊锡后锡点灰暗无光泽:焊锡后发现锡点灰暗无泽,从两个方面来讲一是焊锡的度数过低。
焊锡达到含锡50%以上焊点都会有光泽。
另外一方面就是助焊剂的残留物停留在锡点的表面上没有清洗而它的酸类物质腐蚀了焊点也会造成锡点的灰暗无光泽焊锡后锡点表面呈粗糙:锡点表面的粗糙首先要从焊锡的质量来讲,焊锡里面本身含有各种少量的金属元素,当这些金属元素的含量超过它的极限时会影响锡点的表面。
焊锡时要求锡液的表面无杂质,当锡液的表面氧化过多时要及时清理否则会影响锡点的表须。
手工焊接工艺操作规范

手工焊接工艺操作规范一、目的规范手工焊接的工艺流程,保证产品焊接品质,降低不良品的产生,延长电烙铁的使用寿命.二、所用工具电烙铁(高温海绵)、焊台、焊锡丝、助焊剂,镊子、斜口钳、吸锡线、毛刷(或棉签)、酒精、检测设备三、电烙铁使用规范1.电烙铁握持方法焊接时一手拿烙铁,一手拿焊锡丝:焊锡丝握法如下图一所示,电烙铁握法如下图二所示。
对于小功率烙铁建议使用“握笔法”,对于比较重的大功率电烙铁可以使用“正握法"或“反握法”。
图一焊锡丝握法图二电烙铁握法2.电烙铁使用温度焊锡熔点为230℃左右,焊接温度由实际使用情况决定,每个焊点最长不要超过五秒。
一般物料电烙铁头实际温度为350℃±20℃,表面贴装物料烙铁温度为310℃±10℃。
特殊物料特别设置温度:3.电烙铁使用基本步骤手工焊接时,一半按照图三中五个步骤进行(即五步操作法),完成焊接各步骤一般在3~5秒内,对于小元件或特殊敏感元器件时间甚至更短。
(1)准备如图(a)所示,将所需要使用到的工具准备好,放置在便于操作的地方。
焊接前先将预热好的烙铁头在湿润的海绵上擦洗干净,去除氧化物与残渣。
然后把少量的焊锡丝加到清洁的烙铁头上,也就是常说的让烙铁头吃锡,使烙铁头处于可焊接状态;(2)加热如图(b)所示,将烙铁头放置在被焊接的焊接点上,是焊接点升温,烙铁头上可视情况带有少量的焊料,可是热量较快传到焊点上。
(3)加焊锡如图(c)所示,将焊接带你加热到一定温度后,用焊锡丝接触到焊接件处,融化适量焊料。
(4)去焊锡如图(d)所示,当焊锡丝适当融化后,迅速移开焊锡丝.焊锡丝的多少控制是非常重要的,在融化焊料时应注意观察和控制。
(5)去烙铁如图(d)所示,当焊接点上的流散接近饱满,助焊剂还未挥发完,迅速拿开烙铁头。
注意移开烙铁头的时机、方向和速度,都决定这焊点的质量。
4.电烙铁养护(1)在使用电烙铁时候首先把温度设置号,一般使用0.8mm和1.0mm焊锡丝的情况下,应设置在360度左右。
不同规格焊锡丝对应的手工焊接温度
不同规格焊锡丝对应的手工焊接温度手工焊接常用的焊锡丝规格有多种,不同规格的焊锡丝适用于不同的焊接温度。
本文将根据焊锡丝规格的不同,介绍相应的手工焊接温度。
1. 0.5mm焊锡丝0.5mm焊锡丝是一种较细的焊锡丝,适用于细小焊接件的手工焊接。
对于0.5mm焊锡丝的手工焊接,一般使用的温度范围为300℃至350℃。
在这个温度范围内,焊锡丝能够迅速熔化并与焊接件接触,实现焊接连接。
2. 0.8mm焊锡丝0.8mm焊锡丝是一种常用的焊锡丝规格,适用于一般大小的焊接件。
对于0.8mm焊锡丝的手工焊接,一般使用的温度范围为350℃至400℃。
在这个温度范围内,焊锡丝能够充分熔化并与焊接件接触,实现良好的焊接效果。
3. 1.0mm焊锡丝1.0mm焊锡丝是一种较粗的焊锡丝规格,适用于较大焊接件的手工焊接。
对于1.0mm焊锡丝的手工焊接,一般使用的温度范围为400℃至450℃。
在这个温度范围内,焊锡丝能够迅速熔化并与焊接件接触,实现稳定的焊接连接。
4. 1.5mm焊锡丝1.5mm焊锡丝是一种较粗的焊锡丝规格,适用于大型焊接件的手工焊接。
对于1.5mm焊锡丝的手工焊接,一般使用的温度范围为450℃至500℃。
在这个温度范围内,焊锡丝能够充分熔化并与焊接件接触,实现坚固的焊接连接。
5. 其他规格焊锡丝除了上述常见的焊锡丝规格外,还有一些其他规格的焊锡丝,如2.0mm、3.0mm等。
对于这些规格的焊锡丝,一般可以根据其直径大小进行推测其适用的焊接温度范围。
一般来说,焊锡丝的直径越大,所需的焊接温度也会相应增加。
总结起来,不同规格的焊锡丝对应不同的手工焊接温度。
在手工焊接过程中,选择合适的焊锡丝规格和相应的焊接温度,能够保证焊接效果的良好和焊接件的稳固连接。
因此,在进行手工焊接时,需要根据焊接件的大小和要求,选择合适的焊锡丝规格,并根据规格选择相应的焊接温度,以获得最佳的焊接效果。
电子元器件焊接工艺要求
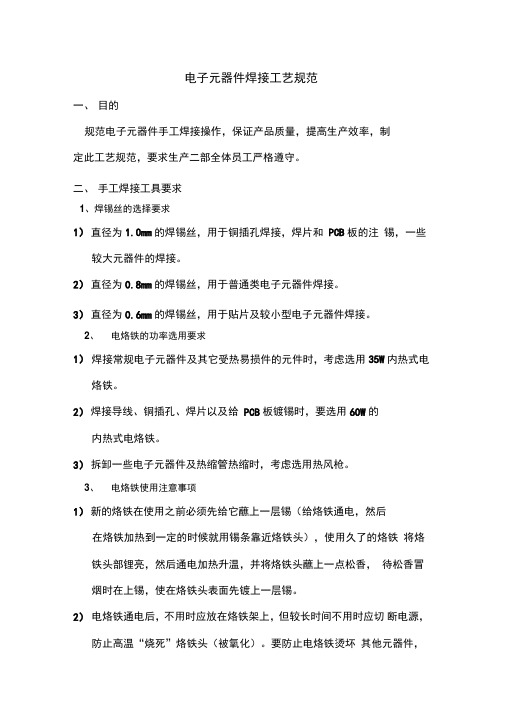
电子元器件焊接工艺规范一、目的规范电子元器件手工焊接操作,保证产品质量,提高生产效率,制定此工艺规范,要求生产二部全体员工严格遵守。
二、手工焊接工具要求1、焊锡丝的选择要求1)直径为1.0mm的焊锡丝,用于铜插孔焊接,焊片和PCB板的注锡,一些较大元器件的焊接。
2)直径为0.8mm的焊锡丝,用于普通类电子元器件焊接。
3)直径为0.6mm的焊锡丝,用于贴片及较小型电子元器件焊接。
2、电烙铁的功率选用要求1)焊接常规电子元器件及其它受热易损件的元件时,考虑选用35W 内热式电烙铁。
2)焊接导线、铜插孔、焊片以及给PCB板镀锡时,要选用60W的内热式电烙铁。
3)拆卸一些电子元器件及热缩管热缩时,考虑选用热风枪。
3、电烙铁使用注意事项1)新的烙铁在使用之前必须先给它蘸上一层锡(给烙铁通电,然后在烙铁加热到一定的时候就用锡条靠近烙铁头),使用久了的烙铁将烙铁头部锂亮,然后通电加热升温,并将烙铁头蘸上一点松香,待松香冒烟时在上锡,使在烙铁头表面先镀上一层锡。
2)电烙铁通电后,不用时应放在烙铁架上,但较长时间不用时应切断电源,防止高温“烧死”烙铁头(被氧化)。
要防止电烙铁烫坏其他元器件,尤其是电源线,若其绝缘层被烙铁烧坏而不注意便容易引发安全事故3)不要把电烙铁猛力敲打,以免震断电烙铁内部电热丝或引线而产生故障。
4)电烙铁使用一段时间后,可能在烙铁头部留有锡垢,在烙铁加热的条件下,我们可以用湿布轻檫。
如有出现凹坑或氧化块,应用细纹锂刀修复或者直接更换烙铁头三、电子元器件的安装1、元器件引脚折弯及整形的基本要求手工弯引脚可以借助镊子或小螺丝刀对引脚整形。
所有元器件引脚均不得从根部弯曲,一般应留1.5mm以上;电阻,二极管及其类似元件要将引脚弯成与元件成垂直状再进行装插。
2、元器件插装要求1)电子元器件插装要求做到整齐、美观、稳固,元器件应插装到位,无明显倾斜、变形现象。
同时应方便焊接和有利于元器件焊接时的散热。
手工焊锡工艺要求及元器件认识
锡丝
2
3
1
烙铁
4
基板
20
焊锡技术
■ 对于焊点和母材比较小,需要热量较少的状况可以按以下步骤作业
烙铁头和锡丝同时 接触,溶解适量焊锡
焊锡扩散到了目的范围, 烙铁头和锡丝移开,锡丝 的移开不可慢于烙铁 头
■ 焊接时烙铁必须接触焊盘、母材,正确的焊錫方法
21
焊锡技术
■ 錯誤的焊錫方法,直接在烙铁咀上熔锡会产生冷焊
检查-- ④正确位置 (图一)
检查方法:根据部品不同,锡量标准有差异;一般根据焊锡元器件的部位进行判定
锡量过多
锡量过少
注意:焊锡过多过少都不良,焊锡量少时会发生龟裂。
锡量过少
36
锡点标准及检查要点
检查-- ④正确位置,焊插件元件的焊锡量(图二)
单面焊板
双面焊板
需要焊锡角高度: 管径×2~3倍的高度
■ 加热对焊锡的影响:
加热不良,导致发生湿润性不良现象
NG
露铜
湿润性不良
注意: 板材没有被充分加热时, 板材和锡的接合面温度不平衡,造成冷焊或接合不良
24
焊锡技术
■ 加热对焊锡的影响:
湿润良好
良好的加热的好处: 管脚及板材润湿性 都很好,表面柔和 有光泽,不粗糙
湿润不良
不充分的加热坏处: 管脚未润湿 粗糙的表面
珠没有亲合性,焊锡时焊锡强度很弱
焊锡准备工作
烙铁头清洁对温度的影响:
温度
温度降低
温度复原
注意:清洁海绵水 量过多时,会导致 烙铁温度下降大, 恢复时间长,不利 于快速加热焊锡
(例)
作业温度范围 350℃±10℃
良好的状态
温度复原速度快,易于作业
手工焊接对电烙铁温度的要求
手工焊接对电烙铁温度的要求摘要:在电烙铁的使用过程中,温度对工作效果也有着直接的影响,我国目前的科技,烙铁的恒温调节还没有得到大面积的普及,基本上所有的手工焊接中使用的电烙铁,都需要技术人员进行温度控制,这对技术人员的工作提出了更高的要求,也增加了其劳动量,基于此,本文主要对手工焊接对电烙铁温度的要求进行分析探讨。
关键词:手工焊接;电烙铁;温度要求前言在焊接工艺中,焊接分为两种,一种是被焊物局部高温熔解后相互连接的硬焊,另一种是以低熔点的金属作为媒介熔解后把被焊物连接的软焊,其共同点都是依靠外加温度完成。
为形成可靠的焊点,焊接过程中对烙铁温度有一定的要求,且元器件与PCB对温度的承受能力有限,过高的温度会对元器件及PCB造成一定的损害,因此在保证焊接质量的前提下限制高温焊接。
1、焊接过程1.1预热、准备在进行焊接工作之前,需要对电烙铁进行预热处理,以便于之后步骤的顺利进行,同时还要使用助焊剂清除烙铁头部的氧化物,使烙铁头达到最干净的状态,然后镀锡,使烙铁头温度的传递可以更加迅速,焊接可以达到最好的效果。
然后左手拿焊丝,右手保持烙铁稳定,开始准备工作。
1.2加热焊件把烙铁头靠近焊件和电路板,将其加热,该过程一定要注意时间以及温度的控制,否则会损坏电路板,影响作业进行。
1.3送入锡丝在焊接面满足要求温度的时候,将焊锡丝与烙铁135°靠近焊件,这个过程中一定要注意锡溶液适量,溶液太少容易造成焊接不牢固,焊接太多有容易导致出现内部真空造成电路板短路。
1.4移开锡丝当熔化足够的锡溶液后,迅速的将锡丝向上45°平移,拉开与电烙铁的距离,及时移除。
1.5移开烙铁在焊接工作完成之后,一定要及时移除电烙铁,和锡丝一样,45°上移。
该过程中一定要注意安全,以免烫伤。
1.6断电、清理作业结束之后,一定要记住拔除电源,对电烙铁进行降温处理,同时清理电烙铁头部的各种氧化物。
2、焊点的形成过程(1)被焊物和焊锡丝被加热到松香的熔点172℃~173℃时,松香里的松香酸开始去除被焊接物表面氧化物,同时降低被焊接物表面张力,为焊点的形成提供热传导及提高焊锡流动性。
正确的手工焊锡方法
正确的手工焊锡方法
首先,准备工作是非常重要的。
在进行手工焊锡之前,需要准
备好以下工具和材料,焊锡丝、焊锡铁、镊子、酒精棉球、焊锡膏、焊锡吸取器、焊锡清洁剂等。
确保工作台面整洁,焊接区域通风良好,以确保安全和焊接质量。
接下来是焊接区域的准备。
清洁焊接区域是非常重要的,使用
酒精棉球擦拭焊接区域,去除油污和杂质,确保焊接表面干净。
在
焊接区域涂抹一层薄薄的焊锡膏,能够帮助焊锡更好地润湿焊接区域,提高焊接质量。
然后是焊锡铁的使用。
在使用焊锡铁之前,需要将焊锡铁加热
至适当的温度。
通常情况下,焊锡铁的温度控制在250-300摄氏度
之间,过高的温度会导致焊锡烧焦,影响焊接效果,过低的温度则
无法将焊锡完全润湿焊接区域。
当焊锡铁达到适当温度后,可以开
始进行焊接操作。
在焊接操作过程中,需要注意以下几点,首先,将焊锡铁的烙
铁头轻轻接触焊接区域,等待数秒让焊接区域升温,然后将焊锡丝
放在焊接区域上,焊锡丝会迅速融化并润湿焊接区域。
在这个过程
中,需要保持手的稳定和焊接区域的干净,确保焊接质量。
其次,
焊接时间不宜过长,过长的焊接时间会导致焊接区域过热,影响焊
接质量。
最后,在完成焊接后,使用焊锡清洁剂清洁焊接区域,去
除焊锡残留和杂质,确保焊接区域干净。
总之,正确的手工焊锡方法需要准备工作充分,焊接区域清洁,焊锡铁温度适当,焊接操作规范。
只有掌握了正确的手工焊锡方法,才能保证焊接质量和电子设备的稳定性。
希望本文的介绍对大家有
所帮助,谢谢阅读!。
常用元器件手工焊接温度参考表

红外光管
300±10℃
≤3秒
有防静电要求
发光二极管
300±10℃
≤3秒
有防静电要求
晶振
300±10℃
≤3秒
有防静电要求
电阻
300±10℃
≤5秒
有防静电要求
电容
300±10℃
≤5秒
有防静电要求
电感
300±10℃
≤5秒
有防静电要求
高密排针插座
(脚距<2mm)
350±10℃
≤3秒
有防静电要求
低密排针插座
(脚距≥2mm)
300±10℃
≤3秒
有防静电要求
二.导线类:
规格
焊接温度
焊接时间
备注
42#—30#线
275±10℃
≤3秒
有防静电要求
28#线
300±10℃
≤3秒
有防静电要求
26#线
300±10℃
≤5秒
有防静电要求
24#线
300±10℃
≤5秒
有防静电要求
22#线
300±10℃
≤6秒
有防静电要求
20#线
300±10℃
≤6秒
有防静电要求
18#线
350±10℃
≤8秒
不宜直接焊于线路板
16#线
350±10℃
≤秒
不宜直接焊于线路板
14#线
350±10℃
≤10秒
不宜直接焊于线路板
三.金属结构件类:
钢(铁)导管
450±10℃
≤20秒
外径≤Φ5
注:以上所列的时间和温度均为每个焊点焊接的时间和温度,有特殊温度要求的按相应工艺文件的要求进行
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
不同规格焊锡丝对应的手工焊接温度
手工焊接是一种常见的金属连接方法,而焊锡丝是手工焊接中常用的材料之一。
不同规格的焊锡丝有不同的焊接温度,本文将从不同规格焊锡丝对应的手工焊接温度的角度来探讨这一话题。
我们需要了解什么是焊锡丝。
焊锡丝是由锡和其他金属元素合金组成的,具有低熔点、良好的流动性和可塑性。
焊锡丝通过加热使其融化,并用于连接金属件。
不同规格的焊锡丝具有不同的成分和性能,因此需要在适当的温度下进行焊接。
对于规格为0.5mm的焊锡丝,适宜的焊接温度为220-240摄氏度。
这种焊锡丝适用于细小的焊接工作,如电子元件的连接。
在这个温度范围内,焊锡丝能够迅速熔化并与金属表面充分接触,从而实现可靠的焊接连接。
对于规格为0.8mm的焊锡丝,适宜的焊接温度为240-260摄氏度。
这种焊锡丝适用于一般的焊接工作,如电路板的焊接和金属零件的连接。
在这个温度范围内,焊锡丝能够在较短的时间内熔化,并形成均匀的焊点,确保焊接质量。
对于规格为1.0mm的焊锡丝,适宜的焊接温度为260-280摄氏度。
这种焊锡丝适用于较大的焊接工作,如金属结构的焊接和电器设备的维修。
在这个温度范围内,焊锡丝能够快速熔化并填充焊缝,形成牢固的连接。
对于规格为1.5mm的焊锡丝,适宜的焊接温度为280-300摄氏度。
这种焊锡丝适用于较粗的焊接工作,如汽车零部件的焊接和金属管道的连接。
在这个温度范围内,焊锡丝能够在较长的时间内保持熔化状态,以确保焊接质量和连接强度。
需要注意的是,以上的焊接温度仅供参考,实际应根据具体焊接材料和工作情况进行调整。
不同的焊接工艺和要求也会对焊接温度有所影响。
因此,在进行手工焊接时,操作者应根据经验和实际情况选择合适的焊接温度,以确保焊接质量和安全性。
不同规格的焊锡丝对应不同的手工焊接温度。
通过选择合适的焊接温度,可以实现良好的焊接效果和连接质量。
在进行手工焊接时,操作者应根据焊接材料和工作要求选择适当的焊接温度,并注意安全操作,以确保焊接过程的顺利进行。