卫生巾工艺流程图
纸巾的生产工艺流程

纸巾的生产工艺流程
《纸巾的生产工艺流程》
纸巾是我们日常生活中常见的用品,它们在厕所、厨房和办公室等场所都有广泛的应用。
那么,纸巾是怎样生产出来的呢?下面让我们来了解一下纸巾的生产工艺流程。
第一步:选材
纸巾的原材料通常是木浆或再生纸。
木浆是从木材中提取出来的纤维素,再生纸则是由废纸通过回收再加工而成。
两者都需要经过清洁、漂白等处理,以确保纸巾的质量和卫生。
第二步:造纸
首先,将经处理的木浆或再生纸混合后送入造纸机中。
在造纸机内,混合物会被加热、压缩和干燥,最终形成一张张纸巾底纹。
这些底纹会通过传送带传送至下一道工序。
第三步:切割
纸巾底纹在经过造纸机后会被切割成一定规格的纸巾片。
这些纸巾片分别送入折叠机,经过折叠后形成一张张的纸巾。
第四步:包装
折叠好的纸巾会经过质量检测后,被送入包装机中进行包装。
包装机会将纸巾装入塑料袋中,然后进行密封和标记等处理。
最终包装好的纸巾会被打印上生产日期和批次号等信息,并送往仓库储存。
通过以上工艺流程,纸巾就完成了生产过程。
这些纸巾可以满足人们日常生活中的清洁和擦拭需求,成为我们生活中不可或缺的用品。
卫生巾工艺流程图
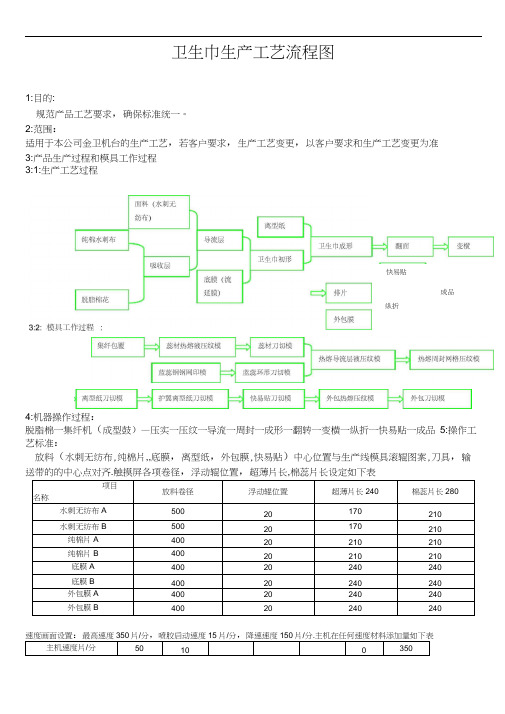
卫生巾生产工艺流程图1:目的:规范产品工艺要求,确保标准统一。
2:范围:适用于本公司金卫机台的生产工艺,若客户要求,生产工艺变更,以客户要求和生产工艺变更为准 3:产品生产过程和模具工作过程 3:1:生产工艺过程4:机器操作过程:脱脂棉一集纤机(成型鼓)—压实一压纹一导流一周封一成形一翻转一变横一纵折一快易贴一成品 5:操作工艺标准:放料(水刺无纺布,纯棉片,,底膜,离型纸,外包膜,快易贴)中心位置与生产线模具滚辊图案,刀具,输 送带的的中心点对齐.触摸屏各项卷径,浮动辊位置,超薄片长,棉蕊片长设定如下表项目名称放料卷径 浮动辊位置超薄片长240棉蕊片长280水刺无纺布A 500 20 170 210 水刺无纺布B 500 20 170 210 纯棉片A 400 20 210 210 纯棉片B 400 20 210 210 底膜A 400 20 240 240 底膜B 400 20 240 240 外包膜A400 20 240 240 外包膜B40020240240主机速度片/分 5010350成品纵折快易贴5:1纯棉切片标准:纯棉片刀切长度165土0.05MM5:2面料贴合标准:蓝蕊环形头部中心线与面料中心线对齐,贴合附着。
5:3底膜(流延膜)喷胶标准:喷胶喷线中心点与底膜(流延膜)中心位置对齐,热熔缸的加热温度背胶160± 3C ,枪体温度162± 3C ,喉体温度160± 3C ,供胶电机的转速跟随主电机的速度变化而变化电机转速起点设定值20,最大设定值50。
5:4卫生巾初形标准:流延膜与导流层周封网格压实纹痕清淅,压纹能防水渗漏,粘合性强,卫生巾头部周封位置中心线与输送带中心线对齐,热熔模温度60± 3C。
5:5背面离型纸喷胶标准:刮式喷胶线喷胶均匀,刮式喷胶枪头中心线与背面离型纸中心线对齐,热熔缸的加热温度结构胶160± 3C ,枪体温度160± 3C ,喉体温度155C±3C ,,供胶电机的转速跟随主电机的速度变化而变化),电机转速起点设定值20,最大设定值50。
抽装纸巾生产工序工艺流程
抽装纸巾生产工序工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!一、原材料准备1.1 选购高质量的原纸:根据抽装纸巾的质量要求,选择适合的原纸,要求原纸柔软、吸水性强、韧性好,无杂质。
汉威卫生巾工艺标准

1:目的:规范产品工艺要求,确保标准统一。
2:范围:适用于本公司汉威机台240产品的生产工艺,若客户要求,生产工艺变更,以客户要求和生产工艺变更为准. 3:240产品生产过程和模具工作过程4:机器操作过程:木浆—集纤机(成型鼓)—压实—压纹—导流—周封—成形—翻转—变横—纵折—快易贴—成品 5:操作工艺标准:5:1:放料要求标准: 放料(无纺布,面料,膨化纸,底膜,离型纸,外包膜,快易贴)中心位置与生产线模具滚辊图案,刀具,输送带的的中心点对齐.触摸屏各项卷径,浮动辊位置,超薄片长,棉蕊片长设定如下表:5:3:速度画面设置:最高速度380片/分,喷胶启动速度15片/分,降速速度150片/分.主机在任何速度高分子木浆添加量如下表:5:4:绒毛浆碎料集纤要求标准:绒毛浆粉碎均匀,集纤厚度均匀,集纤无杂质,无污点,(任何速度下)。
5:5:高分子添加量标准:高分子每片添加量2.75克/片.5:6:绒毛浆蕊材压实纵折标准:蕊毛压实厚薄均匀,蕊毛浆蕊材纵折宽度64±0.05MM。
5:7: 钢网网印标准:膨化纸网印中心位置与蓝蕊钢钢网印模中心点对齐,网印辊上只见钢网印处附着油墨,网印外观油墨均匀,图案印痕清淅,无污渍。
5:8:蓝蕊环形刀切标准:蓝蕊位置中心线与环形刀位置的中心线对齐,整齐切断,蓝蕊腰部中心点宽度68±0.05MM,蓝蕊环形头部中心点长度210±0.05MM。
5:9:绒毛蕊材刀切标准:绒毛蕊材刀切长度165±0.05MM。
5:10:面料喷胶标准: 排式喷胶流量均匀,喷胶喷线中心点与面料(无纺布或打孔膜)中心位置对齐,热熔缸的加热温度背胶160±3℃,枪体温度162±3℃,喉体温度160±3℃,供胶电机的转速跟随主电机的速度变化而变化(由跨海ASP-16自动跟踪控制系统控制),电机转速起点设定值20,最大设定值50。
5:11:面料(无纺布或打孔膜)与蓝蕊贴合标准:蓝蕊环形头部中心线与面料中心线对齐,贴合附着。
CFT生产流程图(3)(精)
Y
收集
搬运 入库
成品仓
废料仓
入库
Diaper factory process map Production plan
ú² É ú¼ Æ» ® ¿ ª Á ì Á Ï µ ¥
½ Ä Ö ò ¿ ã ³ §£ ¨Æ ¬ £ © É ú ² ú Á ÷³ Ì Í ¼
form test
² Ä Á Ï º Ë ¶ Ô
Ö¹ Ê ¤Ö ·¼ ì ¼ ¾ Ã× °
· µ ¹ ¤
× °Ï ä
ªµ ¿ ¥È ë¿ â
Packing person
áÔ ° ˹ ¤
áË ° Ͳ ÄÁ Ï áË ° Ͳ ÄÁ Ï áË ° Ͳ ÄÁ Ï ÏÁ · ϱ ß½ ÇÁ Ï áË ° ͳ ÉÆ ·
porter QC department Material warehouse
退库 安排 生产
开 材 料 领 Байду номын сангаас 单
N
Y
核对
Y
待处 理
检查
检查
N
开机 前准 备
成 形 加 工 废 料
Y
废 料
N
小包 装
返工
中包
发材料 搬材料 搬运
退库
边料收集
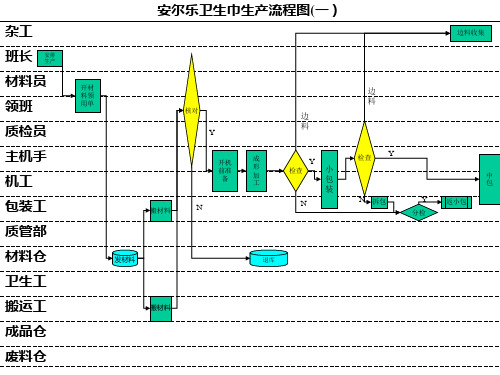
安乐卫生巾生产流程图(二)
班长
领班
Y
Y
检查
检查
质检员
N N
杂 物 检查
主机手
机工 质管部
N
待处理
包装工
材料仓 搬运工
中包
返工
装箱
杂 物
返工
杂工
班长 材料员 领班
检查
Y
开入库单
质检员 主机手 机工
卫生巾的工艺

卫生巾的工艺
卫生巾的工艺包括以下几个步骤:
1. 材料准备:选用符合标准的优质纤维材料,如纸浆、无纺布等。
对原材料进行检测、质量控制,确保安全卫生。
2. 纸浆浆料制备:将纸浆与水按比例调配,形成纸浆浆料,以备后续制造。
3. 浆料过滤:将纸浆浆料通过过滤装置,去除其中的杂质和纸屑,提高纸浆的纯净度。
4. 纸层成型:将纸浆浆料投放到高速转鼓网或连续带式造纸机上,通过振动、压力等方式将纸浆成型为薄片状。
5. 冲洗和除尘:通过冲洗装置和除尘系统,将纸浆上的杂质和污垢清除,提高成品的质量。
6. 白度处理:采用漂白剂对纸浆进行漂白处理,使成品卫生巾白度更高。
7. 硅脱皮:将卫生巾表面纸层进行硅脱皮处理,使其表面更光滑,减少与皮肤的摩擦。
8. 夹层组合:将各个组成部分按设计要求进行组合,例如吸湿层、隔离层、护翼等,使用高温或压力进行粘合固定。
9. 分切和包装:将成品卫生巾根据规格要求进行分切和包装,通常以包装薄膜封装,并进行灭菌处理。
10. 质量检验:对成品卫生巾进行抽检,检测其吸水性、穿透性、硬度等指标,确保产品符合标准和要求。
以上是卫生巾的常见制造工艺,不同厂家和产品可能会有一些细节上的差异。
卫生洁具厂工艺流程图
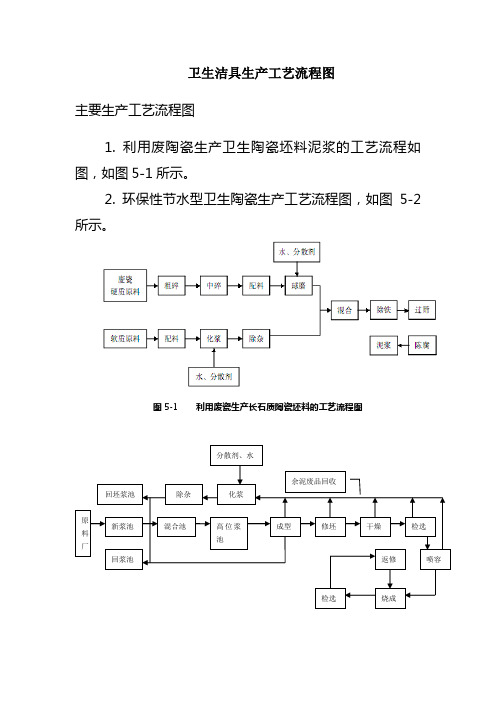
卫生洁具生产工艺流程图主要生产工艺流程图1. 利用废陶瓷生产卫生陶瓷坯料泥浆的工艺流程如图,如图5-1所示。
2. 环保性节水型卫生陶瓷生产工艺流程图,如图5-2所示。
图5-1 利用废瓷生产长石质陶瓷坯料的工艺流程图回坯浆池新浆池 回浆池 混合池 高位浆池 除杂 修坯 成型 化浆 干燥 原料厂检选 返修 烧成检选 分散剂、水余泥废品回收喷容图5-2 环保性节水型卫生陶瓷生产工艺流程图(1)粗碎粗碎采用鄂式破碎机,在进入破碎机前的大块废瓷应先用锤子击碎,使之符合鄂式破碎机进料粒度要求。
出料粒度<20mm。
破碎时要采用防护措施,防止破碎物料飞溅伤人,注意防尘。
(2)中碎中碎可采用大型颚破机、破碎机等设备进行粉碎;废瓷中碎后粒度应<5mm;中碎时应釆取除尘措施,操作人员应佩戴护目镜和防尘口罩。
(3)球磨球石质量要求:鹅卵石密度>2.6g/cm3,莫氏硬度>7,无裂缝、无麻孔。
陶瓷球密度>3.4g/cm3;球石装填量占磨机有效容积的30%~40%,料浆装填量占磨机有效容积的40%~45%;球磨机的进料配料时,先分别测定各种原料含水率,根据配方的干料加入量,折算各种原料湿料加入量;按泥浆含水率26%~28%计算确定加水量;按配料中可塑原料干料重量的0.4%~0.8%加入分散剂。
准确配料并做好投料记录;在球磨配料中应引入5%左右的粘土,防止料浆沉淀,提高研磨效果;水质要求:pH值=7±0.5,Ca2+≤15mg/Kg,Mg2+≤15mg/Kg,SO42-≤10mg/Kg,Cl-≤150mg/Kg。
水的硬度高时,可加少量磷酸钠,要除去SO42-可加少量氯化钡;球磨细度:孔径0.044 ㎜(325目)筛余≤1.5%,孔径0.063㎜(250目)筛余≤0.5%;每次投料都应根据球石磨耗情况及时补充球石,控制好料、球、水的比例;根据产品细度要求确定球磨时间,到预定球磨时间时,先取样测定细度,达到要求方可出料。
纸巾的生产工艺流程

纸巾的生产工艺流程
纸巾的生产工艺流程主要包括原材料的选购、纸浆制备、纸浆成型、压光、分切、包装等环节。
下面将详细介绍这些工艺流程。
第一,原材料的选购。
纸巾的主要原材料为纸浆和无纺布。
纸浆可以是木浆、竹浆等,无纺布可以是聚脂纤维、聚丙烯纤维等。
这些原材料需要符合国家相关标准。
第二,纸浆制备。
将选购的原材料通过漂白、破碎、打浆、搅拌等工序处理成纸浆。
漂白是为了去除纸浆中的杂质和污染物,破碎是为了使纤维更加细长,打浆是为了使纸浆均匀分散,搅拌则是为了使纸浆更加纤细。
第三,纸浆成型。
将制备好的纸浆放入成型机中,通过过滤、吸水、排水等过程,使纸浆定型成纸。
成型机通常采用网纹轮胎或网带进行过滤。
第四,压光。
在成型后的纸巾表面需要进行一定程度的压光处理,使纸巾的表面更加光滑、细腻。
压光一般使用压光机或辊筒进行。
第五,分切。
将压光后的纸巾进行分切,根据规定的尺寸和要求进行切割,形成纸巾的形状。
分切机通常是通过刀片或铣刀进行分切。
第六,包装。
将已经分切好的纸巾进行包装,通常采用塑料薄
膜或纸盒进行包装。
包装可以有单片包装和多片包装两种形式,根据市场需求进行选择。
在整个生产过程中,需要对每一个环节进行严格控制,确保纸巾的质量和卫生安全。
同时,还需要进行定期的设备维护和保养,以保证设备的正常运行和生产效率。
总之,纸巾的生产工艺流程包括原材料的选购、纸浆制备、纸浆成型、压光、分切、包装等环节。
每个环节的操作都需要进行精细控制,以保证纸巾的质量和卫生安全。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
卫生巾工艺流程图-标准化文件发布号:(9456-EUATWK-MWUB-WUNN-INNUL-DDQTY-KII
卫生巾生产工艺流程图
1:目的:
规范产品工艺要求,确保标准统一。
2:范围:
适用于本公司金卫机台的生产工艺,若客户要求,生产工艺变更,以客户要求和生产工艺变更为准. 3:产品生产过程和模具工作过程 3:1:生产工艺过程
3:2:
4:机器操作过程:
脱脂棉—集纤机(成型鼓)—压实—压纹—导流—周封—成形—翻转—变横—纵折—快易贴—成品 5:操作工艺标准:
放料(水刺无纺布,纯棉片,,底膜,离型纸,外包膜,
快易贴)中心位置与生产线模具滚辊图案,刀具,输送带的
速度画面设置:最高速度350片/分,喷胶启动速度15片/分,降速速度150片/分.主机在任何速度材料添加量如下表:
5:2面料贴合标准:蓝蕊环形头部中心线与面料中心线对齐,贴合附着。
5:3底膜(流延膜)喷胶标准:喷胶喷线中心点与底膜(流延膜)中心位置对齐,热熔缸的加热温度背胶160±3℃,枪体温度162±3℃,喉体温度160±3℃,供胶电机的转速跟随主电机的速度变化而变化电机转速起点设定值20,最大设定值50。
5:4卫生巾初形标准: 流延膜与导流层周封网格压实纹痕清淅,压纹能防水渗漏,粘合性强,卫生巾头部周封位置中心线与输送带中心线对齐,热熔模温度60±3℃。
5:5背面离型纸喷胶标准:刮式喷胶线喷胶均匀,刮式喷胶枪头中心线与背面离型纸中心线对齐, 热熔缸的加热温度结构胶160±3℃,枪体温度160±3℃,喉体温度155℃±3℃, ,供胶电机的转速跟随主电机的速度变化而变化),电机转速起点设定值20,最大设定值50。
5:6卫生巾成形标准: 边封环形刀与卫生巾中心线对齐,环形沿网格压实纹边整齐切断,护翼边中心点至蓝蕊边距离41±0.5MM,头部边中心点至蓝蕊边距离18±0.5MM,环形刀二头部中心线距离240±
0.5MM,离型纸2条喷胶线,每条的宽度14±0.1MM,长度174±0.5MM,离型纸宽45±0.5MM,长度192±0.5MM,离型纸中心线与卫生巾中心线对齐。
5:7护翼离型纸喷胶标准: 刮式喷胶枪头中心线与护翼离型纸中心线对齐, 热熔缸的加热温度结构胶160±3℃,枪体温度160±3℃,喉体温度155℃±3℃, ,供胶电机的转速跟随主电机的速度变化而变化,电机转速起点设定值20,最大设定值50。
5:8翻面要求标准:底面与面面翻转180℃,面面朝上,底面朝下。
5:9护翼离型纸要求标准:护翼二边折边与卫生巾中心线对齐,护翼离心纸中心线与卫生巾中心线对齐,离型纸2条喷胶线,每条的宽度14±0.1MM,长度40±0.2MM,离型纸长度60±0.2MM,宽度55±0.2MM,护翼折边后宽度74±0.5MM,离型纸贴合中心线与卫生巾中心线对齐。
5:10变横要求标准:护垫从直排旋转90℃变为横排,排片位置定位中心线(二片间的中心线距离124±0.5MM)。
5:11纵折要求标准: 纵折宽度98±0.5MM,左纵折68±0.5MM,右纵折65±0.5MM,快易贴长度23±
0.2MM,快易贴贴位左边边折点至封口边距离25±0.5MM。
5:12 外包膜边封压纹检测标准:热熔模温度70±3℃,外包膜边封网格压实纹痕清淅,边封压纹宽度8±0.2MM,压纹长度98±0.5MM。
5:13 成品要求标准:外观尺寸要求,成品宽度98±0.5MM,长度124±0.5MM,克重6.1±0.1克/片。