装配工艺过程卡和工序卡
实训报告之数控机床装配工艺流程

目录前言 (1)第1章实习公司简介 (2)第2章数控机床的组成 (4)第3章确定数控机床的装配工艺流程 (7)3.1 装配工艺方法 (7)3.2装配规程内容 (7)3.3装配注意事项 (8)第4章装配流程 (10)4.1装配总流程 (10)4.2数控机床的部装 (11)第5章数控车床的安装与调试 (15)5.1基础施工及机床就位与组装 (15)5.2数控系统的连接与调试 (16)第6章试车调整 (18)第7章附件 (20)第8章小结 (23)第9章参考文献 (25)前言从本质上说,数控机床和普通机床一样,也是一种经过切削将金属材料加工成各种不同形状零件的设备。
早期的数控机床,包括目前部分改造、改装的数控机床,大都是在普通机床的基础上,通过对进给系统的革新、改造而成的。
因此,在许多场合,普通机床的构成模式、零部件的设计计算方法仍然适用于数控机床。
随着数控技术(包括伺服驱动、主轴驱动)的迅速发展,为了适应现代制造业对生产效率、加工精度、安全环保等方面越来越高的要求,现代数控机床的机械结构已经从初期对普通机床的局部改造,逐步发展形成了自己独特的结构。
特别是随着电主轴、直线电动机等新技术、新产品在数控机床上的推广应用,部分机械结构日趋简化,新的结构、功能部件不断涌现,数控机床的机械机构正在发生重大的变化,虚拟轴机床的出现和实用化,使传统的机床结构面临着更严峻的挑战。
数控机床的装配从一定程度上决定了数控机床的加工精度,因此装配在数控机床的制造流程中占着很重的分量。
数控机床也正朝着高性能、高精度、高速度、高柔性化和模块化方向发展。
高性能:随着数控系统集成度的增强,数控机床也实现多台集中控制,甚至远距离遥控。
高精度:数控机床本身的精度和加工件的精度越来越高,而精度的保持性要好。
高速度:数控机床各轴运行的速度将大大加快。
高柔性:数控机床的柔性化将向自动化程度更高的方向发展,将管理、物流及各相应辅机集成柔性制造系统。
工艺过程卡和工序卡卡片
工艺过程卡和工序卡卡片工艺过程卡和工序卡是在生产过程中用于记录和跟踪工艺流程和工序的工具。
它们有助于提高生产效率、减少错误和优化制造过程。
工艺过程卡和工序卡在制造业中广泛应用,尤其是在批量生产和组装流程中。
工艺过程卡是用于记录和跟踪整个生产过程的工具。
它通常包括以下内容:1.产品信息:包括产品名称、规格、图纸和相关技术要求等。
2.工艺流程:描述产品的主要工艺步骤和流程。
这些步骤通常按照顺序排列,并标示出所需的物料和设备。
3.检验要求:指明每个工艺步骤的检验要求和方法。
这有助于确保质量和产品符合规格要求。
4.工时和人员:记录每个工艺步骤需要的工时和所需的人员数量。
这有助于安排生产计划和人力资源。
5.物料和设备:列出每个工艺步骤所需的原材料和设备。
这有助于确保所需的物料和设备及时到位,以避免生产延迟。
6.工艺参数:记录每个工艺步骤的关键参数。
这有助于确保产品在生产过程中满足技术要求。
工序卡是用于记录和跟踪每个工序的工具。
它通常包括以下内容:1.工序信息:包括工序名称和编号、工序顺序和描述等。
2.检验要求:指明该工序的检验要求和方法。
这有助于确保质量和产品符合规格要求。
3.工时和人员:记录该工序需要的工时和所需的人员数量。
4.设备和工具:列出该工序所需的设备和工具。
这有助于确保所需的设备和工具及时到位。
5.物料:记录该工序所需的原材料和零部件。
这有助于确保所需的物料及时供应。
6.工序参数:记录该工序的关键参数。
这有助于控制和优化工序的执行。
工艺过程卡和工序卡的使用可以带来以下好处:1.提高生产效率:通过明确的工艺流程和工序信息,工人可以更好地理解和执行生产任务,减少错误和延迟。
此外,工艺过程和工序的标准化也有助于减少变动和优化生产线布局。
2.优化制造过程:通过记录和分析工艺过程和工序的数据,可以发现和解决制造过程中的瓶颈和问题,以改进和优化生产流程。
3.提高产品质量:工艺过程卡和工序卡中的检验要求和参数记录有助于控制和监测产品质量,确保产品符合规格要求。
机械加工工艺过程及工序卡片

签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
机械加工工序卡片
零件图号
CL6140
零件图号
20029
零件名称
卧式车床
零件名称
拔叉
共14页
第5页
(工序简图)
车间
工序号
工序名称
材料牌号
机加工
05
粗车
HT200
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
铸件
1
1
设备名称
设备型号
设备编号
同时加工件数
机加工
Z32K
Φ9.9mm钻头,Φ10H7铰刀,Φ1~Φ13mm钻头夹,精度0.02mm、量程0~150mm游标卡尺,Φ10H7塞规
12
漆
按油漆工艺涂上油漆
13
检
综合检查,Φ4mm锥销孔装配时做出
14
入库
清洗干净,在无油漆面上涂上防锈油,入库
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
机械加工工艺过程卡片
浙江联强数控机床股份有限公司
机械加工工艺过程卡片
产品型号
CL6140
零件图号
20029
产品名称
卧式车床
零件名称
拨叉
共2页
第1页
材料牌号
HT200
毛坯种类
铸件
毛坯外形尺寸
每件毛坯可制件数
1
每台件数
1
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺装备
工序流程卡

工艺顺序
□下料□粗加工□精加工□检验□包装
材质
25#
附图纸1张
成品数量
50
完成截止时间
2022年5月17日
:□全检 □部分检,其检验比例为%
数量
尺寸、未标注公差、工艺及注意事项
需用工时
完成时间
合格品数量
不合格
品数量
不合格原因
操作人
签字
本工序对上道
工序检测说明
仓库主管
年月日
公司意见
本产品合格,已办理完结财务审核手续,同意发货。
公司负责人签批
年月日
发货说明
本产品完好,共计件,已于年月日,通过,
发往,收件人是。预计年月日到达。
发货人年月日
说明:本表随产品一同流转,加盖公司“质检专用章”并公司负责人签批后有效,原件由公司保存,复印件加盖公司质检专用章后随货同行,同原件具有同等的效力。
质检员监督情况说明
下料
50
按图纸要求
0.33
车加工
50
按图纸要求
5
划线
50
按图纸要求
0.5
铣加工
50
按图纸要求
1
钳工
50
按图纸要求
0.33
编制: 工艺检查: 质量会签: 批准:
质检部意见
本产品共计件,经检验合格,同意入库。
质量检验部主管
年月日
包装
本产品共计件,包装完好,已办理完结入库手续,同意入库。
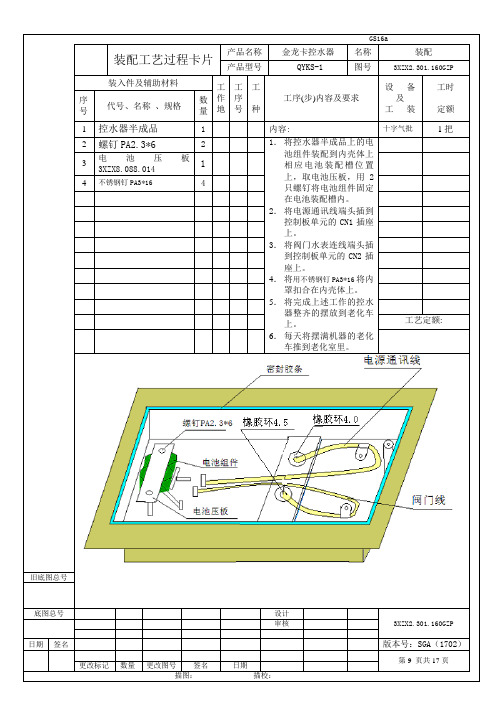
SG-1-SGA装配工艺过程卡9-11
控水器半成品 螺钉 PA2.3*6
电 池 压 3XZX8.088.014
不锈钢钉 PA3*16
十字气批
板
1
4
工艺定额:
旧底图总号
底图总号
设计 审核
3XZX2.301.160GZP
日期
签名 更改标记 数量 更改图号 签名 描图: 日期 描校:
版本号:SGA(1702)
第 9 页共 17 页
GS16a
备 装
工时 定额 1台 1个 1枚 1个 1张 2张
QYGLJ-211 调 试工装
排插座 调试戳 印台盒 射频调试卡 射频置号卡
要求: 1:严格执行调试工艺要求. 2:把好产品质量关发现产 品质量问题及时汇报。
工艺定额:
旧底图总号
底图总号
设计 审核
3XZX2.301.160GZP
日期
签名 更改标记 数量 更改图号 签名 描图: 日期 描校:
版本号:SGA(1702)
第 11 页共 17 页
工序(步)内容及要求 工 内容: 1:每天将老化完成的金龙 卡控水器老化车从老 化室 推到生产线上。 2.将整机用毛巾擦拭干净. 3.将带垫螺钉 PWA3*16 作 为备件,装进备件袋,并封 口。 4.取下壳体及外罩,用毛 巾擦拭干净。 5. 将擦拭完成的机器、下 壳体及外罩按生产节 拍放 置到传送带上。
装配工艺过程卡片
装入件及辅助材料 序 号 1 2 3 4 5 6 7 8 9 代号、名称 、规格
金龙卡控水器 带垫螺钉 PWA3*16
产品名称 产品型号
金龙卡控水器 QYKS-1
名称 图号 设
擦试
3XZX2.301.160GZP
工 工 工 数 作 序 量 地 号 种 1 4 1 1 1
机械加工工艺过程卡片及工序卡
机械加工工艺过程卡片及工序卡学生姓名届 2021学院〔系〕机械学院专业机械工程及自动化指导教师职称副教授产品名称连杆总成零件名称连杆盖第〔2〕页车间工序号工序名称材料牌号02 粗铣盖两大平面45Mn2毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻 1 4设备名称设备型号设备编号同时加工件数端面铣床自制 1夹具编号夹具名称切削液J-01 铣夹具工序工时(分)准终单件3.1 工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 粗铣盖一大平面〔先加工凸起面〕刀具:端铣刀盘D-01 n=610 v=191 f=0.281t=0.5 0.25 2.85〔1〕保证加工面距中心线尺寸18.35±0.102t=0.5〔2〕两大平面对称中心线允差±0.25mm 量具:卡尺3t=0.32 粗铣另一大平面36.720.04t=0.2 〔1〕其一平面必垂直设计〔日期〕校对〔日期〕审核〔日期〕标准化〔日期〕会签〔日期〕标记处数更换文件号签字日期标记处数更换文件号签字日期产品名称连杆总成零件名称连杆体第〔3〕页车间工序号工序名称材料牌号03 粗铣杆两大平面45Mn2毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻 1 4设备名称设备型号设备编号同时加工件数立铣 X52 1夹具编号夹具名称切削液J-02 铣夹量工序工时(分)准终单件3.1 工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 粗铣盖一大平面〔先加工凸起面〕刀具:端铣刀盘D-02 n=1180 v=163 s=0.508 t=15 1 0.6 2.5〔1〕保证加工面距中心线尺寸18.35±0.10〔2〕两大平面对称中心线允差±0.25mm 量具:卡尺2 粗铣另一大平面36.720.0〔1〕其中一大平面赢平直不直度≯0.10mm设计〔日期〕校对〔日期〕审核〔日期〕标准化〔日期〕会签〔日期〕标记处数更换文件号签字日期标记处数更换文件号签字日期产品名称连杆总成零件名称连杆体第〔4〕页车间工序号工序名称材料牌号04 钻小头孔45Mn2毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻 1 4设备名称设备型号设备编号同时加工件数钻床 Z535 1夹具编号夹具名称切削液J-03 钻夹具乳化液工序工时 (分)准终单件3 工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 钻连杆小头孔Φ24.530.0+粗糙度6.3 刀具:锥柄钻头Φ24.5 n=195 v=15 f=0.2 1 1.2 1.82 检验Φ24.530.0+孔与小头外圆应同心圆偏差≤0.25mm 量具:卡尺凸起面朝下定位夹紧设计〔日期〕校对〔日期〕审核〔日期〕标准化〔日期〕会签〔日期〕标记处数更换文件号签字日期标记处数更换文件号签字日期产品名称连杆总成零件名称连杆体第〔5〕页车间工序号工序名称材料牌号05 小头孔倒角45Mn2毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻 1 4设备名称设备型号设备编号同时加工件数钻床 Z535 1夹具编号夹具名称切削液J-04工序工时 (分)准终单件0.96 工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 小头孔倒角面角1.520.0 ×45°刀具:锥柄钻头Φ28 n=68 V=6 f=手动 1.52 0.46 0.52 检验尺寸及粗糙度设计〔日期〕校对〔日期〕审核〔日期〕标准化〔日期〕会签〔日期〕标记处数更换文件号签字日期标记处数更换文件号签字日期产品名称连杆总成零件名称连杆体和盖第〔6〕页车间工序号工序名称材料牌号06 粗磨杆盖大平面45Mn2毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻 1 4设备名称设备型号设备编号同时加工件数磨床 M7475B 杆16盖50夹具编号夹具名称切削液电磁吸盘乳化液工序工时 (分)准终单件4.09 工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 粗磨一大平面36.410.0+以平坦一大平面定刀具:研轮GB60ZRAP350×40×127 n=1440 v=1582 f纵=3-28 T=0.02 34 2.5 1.59位对称磨削。
装配实用工艺过程卡和工序卡
注塑模
部件名称
动模板
第1页
车间
装配
装配部分
动模板、型芯1、型芯2、导柱
工序号
20
工序名称
装配动模板
工
序
号
工步内容
工艺装备及辅助材料
作业
时间
准备
时间
名称规格或编号
名称规格或编号
21
清理、去毛刺
机油、棉纱、锯条
22
找正
23
将4根导柱放进相应的孔内,用皮锤将其底面与动模板底面锤至平齐。(保证导柱与动模板的垂直度,垂直精度为0.02。导柱与动模板为φ16P7/h6过渡配合)
推板、推杆固定板、推杆
工序号
30
工序名称
装配推出机构
1-推杆固定板2-M6X21.5内六角螺钉3-推板4-复位杆5-拉料杆6-推杆
装配工艺卡片
产品型号
CI1518
部件图号
J40-1
共2页
产品名称
注塑模
部件名称
定模座
第1页
车间
装配
装配部分
定模扳、定模座板、主流道衬套
工序号
40
工序名称
装配定模座
工
序
号
工步内容
35
将推板与推杆固定板对齐,用4个M6 20的螺栓连接紧固
内六角扳手
设计(日期)
校对(日期)
审核(日期)
会签(日期)
标准号(日期)
车间会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
装配工艺附图
产品型号
CI1518
零件加工工艺过程卡片
11
丝印
不能有断线和毛边
丝印
12
装配
见总装配图,螺钉要全部拧紧。
装配
13
#注意:所有外协表面处理好的零件在后道工序中一定要戴上干净的手套。
审核
A0
标记
处数
更改文件号
签字
日期
标记
处数
签字
日期
版本
深圳市富源机电设备有限公司编号:FM-08-06A0
钳工
4
普冲
百叶窗
普冲
5
折弯
保证尺寸和角度,注意折弯压印。
折弯
6
压铆
12-BSO-3.5M3- (SUS)铆后表面不能有变形等不良
压铆
7
焊
按图组焊箱体。焊牢,注意保证对角线
焊工
8
打磨
光滑无变形,R角一至
打磨
9
前处理
磷化,去锈,去油污
喷漆
10
喷漆
按客户要求,凹陷和压铆处处挂灰处理,厚度和颜色要均匀一至,不能露底。保护不喷漆区.
客户名称:零件加工工艺过程卡片
产品型号
零件图号
材料
冷板
每台件数
1
生产单号
料号
零件名称
展开尺寸
生产总数
是(否)环保
是
序号
工序名称
工序内容
班组
标准工时
辅助工时
数量
操作者
首检
终检
设备
异常情况
1
数冲
展开外形,表面Байду номын сангаас能有明显压划伤
数冲
2
打磨
去除所有毛刺,棱边不能有圆角或斜角.
打磨
3
沉孔
φ3.5Xφ6.5X90
机械加工工艺过程及工序卡片
22
0.15
0.45
5
铰孔车床至Φ20H7
Φ20H7铰刀,Φ20H7塞规
32
0.04
设计日期
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
机械加工工序卡片
零件图号
CL6140
零件图号
20029
零件名称
卧式车床
零件名称
拔叉
共14页
第6页
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工艺过程卡片
浙江联强数控机床股份有限公司
机械加工工艺过程卡片
产品型号
CL6140
零件图号
20029
产品名称
卧式车床
零件名称
拨叉
共2页
第2页
材料牌号
HT200
毛坯种类
铸件
毛坯外形尺寸
每件毛坯可制件数
机械加工工艺过程及工序卡片
机械加工工艺过程卡片
浙江联强数控机床股份有限公司
机械加工工艺过程卡片
产品型号
CL6140
零件图号
20029
产品名称
卧式车床
零件名称
拨叉
共2页
第1页
材料牌号
HT200
毛坯种类
铸件
毛坯外形尺寸
每件毛坯可制件数
1
每台件数
1
机械加工工艺过程及工序卡片
车
校正夹具端面的圆跳动不大于0。03mm;同时装夹两工件,找正中心,车台阶面及孔至尺寸φmm
机加工
CL6140
直角内孔车刀,精度0。02mm、量程0~150mm游标卡尺,Φ56mm塞规,12°活扳手
9
铣
将夹具装上工作台,找正夹紧,同时装上6件工件,铣平面至表面精度要求,保证尺寸24mm
机加工
B1—400K
专用夹具,45°端面车刀
260
29
02
4
设计日期
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
零件图号
CL6140
零件图号
20029
零件名称
卧式车床
零件名称
拔叉
共14页
第7页
(工序简图)
车间
工序号
工序名称
材料牌号
机加工
07
刨
HT200
毛坯种类
造型、浇注、清砂
铸
3
漆
非加工表面涂红丹底漆
铸
4
划
按图划出φ20H7孔十字中心线,并打上样冲眼
机加工
立德粉,划针,样冲头,小锤子
5
粗车
用单动卡盘夹右端面尺寸35mm处,找正左端面,车左端面,保证尺寸16.5mm;钻孔φ20H7至尺寸φ19mm,装夹不变,精车左端面,保证尺寸16mm;
车孔φ20mm留余量0。05~0.08mm,孔口倒角C1;铰孔尺寸至φ20H7
处数
更改文件号
签字
日期
235
59
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
找正
装配工艺附图产品型号CI1518部件图号J10-1共2 页
产品名称注塑模部件名称动模座板第2 页
车间装配装配部分动模座板、
垫块
工序
号
10工序名称装配动模座
1-M8X25 内六角螺钉2-动模座板3-垫块4-M10X89 内六角螺钉
将型芯1、型芯2 放入相应的动模座板型腔中,用3 个M822的螺栓连接紧固。
(保证型芯1 台阶表面与动模板上表面平齐)
装配工艺附图产品型号CI1518部件图号J20-1共2 页
产品名称注塑模部件名称动模板第2 页
车间装配装配部分动模板、型芯
1、型芯
2、导
柱
工序
号
20工序名称装配动模板1- M822螺栓2-型芯1 3-动模板4-导柱5-型芯2
将推板与推杆固定板对齐,用4 个M620的螺栓连接紧固
装配工艺附图
产品型号 CI1518 部件图号 J30-1 共 2 页 产品名称 注塑模 部件名称 推出机构 第 2 页 车间 装配 装配部分 推板、推杆 固定板、推 杆
工序 号
30 工序名称 装配推出机构
1-推杆固定板 2-M6X21.5 内六角螺钉 3-推板 4-复位杆 5-拉料杆 6-推杆
将定模板和定模座板拼合,用4 个M1025的螺栓连接紧固。
(保证定模座板与分型面的平行度,平行精度为0.02)
将主流道衬套放入定模座板上12的孔内(为φ12K7/h6 过渡配合)
装配工艺附图产品型号CI1518部件图号J40-1共2 页
产品名称注塑模部件名称定模座第2 页
车间装配装配部分定模座板、定模
扳、主流道衬套
工序
号
40工序名称装配定模座
1-定模板2-导套3-M10X25 内六角螺钉4-定模座板5-主流道衬套
用4 根M108534的螺栓将拼装好的推出机构和动模板固定在动模座上
标记处数更改文件号签字日期标记处数更改文件号签字日期
装配工艺附图产品型号CI1518部件图号J50-1共2 页
产品名称注塑模部件名称模架第2 页
车间总装装配部分定模座、动模板
推出机构、动模
座
工序
号
50工序名称总装模架、。