软管总成检验规范样本
液压支架用软管及软管总成检验规范

液压支架用软管及软管总成检验规范
液压支架用软管及软管总成检验规范
安全标准
行业标准
煤矿>>正文
液压支架用软管及软管总成检验规范
标准号: MT/T 98-2006 替代情况:替代 MT 98-1984
发布单位:中华人民共和国国家发展和改革委员会起草单位:煤炭科学研究总院太原分院
发布日期: 2006-08-19实施日期: 2006-12-01
点击数:
更新日期: 2016年08月30日
内容摘要
本标准规定了液压支架用软管及软管总成的术语和定义、试验系统要求、试验方法、检验规则。
本标准适用于液压支架用软管总成的检验,也适用于煤矿中输送石油基、水基流体的软管及软管总成的检验。
本标准不适用于蓖麻油基和酯基液体的软管及软管总成的检验。
软管检验标准
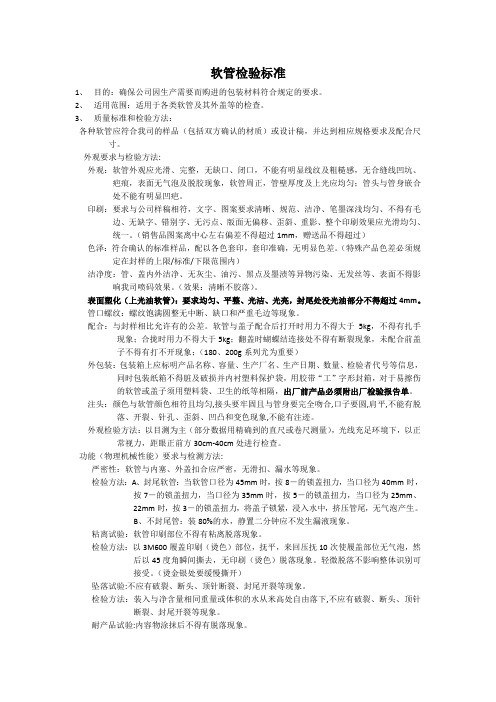
软管检验标准1、目的:确保公司因生产需要而购进的包装材料符合规定的要求。
2、适用范围:适用于各类软管及其外盖等的检查。
3、质量标准和检验方法:各种软管应符合我司的样品(包括双方确认的材质)或设计稿,并达到相应规格要求及配合尺寸。
外观要求与检验方法:外观:软管外观应光滑、完整,无缺口、闭口,不能有明显线纹及粗糙感,无合缝线凹坑、疤痕,表面无气泡及脱胶现象,软管周正,管壁厚度及上光应均匀;管头与管身嵌合处不能有明显凹疤。
印刷:要求与公司样稿相符,文字、图案要求清晰、规范、洁净、笔墨深浅均匀、不得有毛边、无缺字、错别字、无污点、版面无偏移、歪斜、重影、整个印刷效果应光滑均匀、统一。
(销售品图案离中心左右偏差不得超过1mm,赠送品不得超过)色泽:符合确认的标准样品,配以各色套印,套印准确,无明显色差。
(特殊产品色差必须规定在封样的上限/标准/下限范围内)洁净度:管、盖内外洁净、无灰尘、油污、黑点及墨渍等异物污染、无发丝等、表面不得影响我司喷码效果。
(效果:清晰不胶落)。
表面塑化(上光油软管):要求均匀、平整、光洁、光亮,封尾处没光油部分不得超过4mm。
管口螺纹:螺纹饱满圆整无中断、缺口和严重毛边等现象。
配合:与封样相比允许有的公差。
软管与盖子配合后打开时用力不得大于5kg,不得有扎手现象;合拢时用力不得大于5kg;翻盖时蝴蝶结连接处不得有断裂现象,未配合前盖子不得有打不开现象;(180、200g系列尤为重要)外包装:包装箱上应标明产品名称、容量、生产厂名、生产日期、数量、检验者代号等信息,同时包装纸箱不得脏及破损并内衬塑料保护袋,用胶带“工”字形封箱,对于易擦伤的软管或盖子须用塑料袋、卫生的纸等相隔,出厂前产品必须附出厂检验报告单。
注头:颜色与软管颜色相符且均匀,接头要牢固且与管身要完全吻合,口子要圆,肩平,不能有脱落、开裂、针孔、歪斜、凹凸和变色现象,不能有注迹。
外观检验方法:以目测为主(部分数据用精确到的直尺或卷尺测量),光线充足环境下,以正常视力,距眼正前方30cm-40cm处进行检查。
软管检验标准

软管检验标准1、目的:确保公司因生产需要而购进的包装材料符合规定的要求。
2、适用范围:适用于各类软管及其外盖等的检查。
3、质量标准和检验方法:各种软管应符合我司的样品(包括双方确认的材质)或设计稿,并达到相应规格要求及配合尺寸。
外观要求与检验方法:外观:软管外观应光滑、完整,无缺口、闭口,不能有明显线纹及粗糙感,无合缝线凹坑、疤痕,表面无气泡及脱胶现象,软管周正,管壁厚度及上光应均匀;管头与管身嵌合处不能有明显凹疤。
印刷:要求与公司样稿相符,文字、图案要求清晰、规范、洁净、笔墨深浅均匀、不得有毛边、无缺字、错别字、无污点、版面无偏移、歪斜、重影、整个印刷效果应光滑均匀、统一。
(销售品图案离中心左右偏差不得超过1mm,赠送品不得超过)色泽:符合确认的标准样品,配以各色套印,套印准确,无明显色差。
(特殊产品色差必须规定在封样的上限/标准/下限范围内)洁净度:管、盖内外洁净、无灰尘、油污、黑点及墨渍等异物污染、无发丝等、表面不得影响我司喷码效果。
(效果:清晰不胶落)。
表面塑化(上光油软管):要求均匀、平整、光洁、光亮,封尾处没光油部分不得超过4mm。
管口螺纹:螺纹饱满圆整无中断、缺口和严重毛边等现象。
配合:与封样相比允许有的公差。
软管与盖子配合后打开时用力不得大于5kg,不得有扎手现象;合拢时用力不得大于5kg;翻盖时蝴蝶结连接处不得有断裂现象,未配合前盖子不得有打不开现象;(180、200g系列尤为重要)外包装:包装箱上应标明产品名称、容量、生产厂名、生产日期、数量、检验者代号等信息,同时包装纸箱不得脏及破损并内衬塑料保护袋,用胶带“工”字形封箱,对于易擦伤的软管或盖子须用塑料袋、卫生的纸等相隔,出厂前产品必须附出厂检验报告单。
注头:颜色与软管颜色相符且均匀,接头要牢固且与管身要完全吻合,口子要圆,肩平,不能有脱落、开裂、针孔、歪斜、凹凸和变色现象,不能有注迹。
外观检验方法:以目测为主(部分数据用精确到的直尺或卷尺测量),光线充足环境下,以正常视力,距眼正前方30cm-40cm处进行检查。
液压软管总成试验方法

GB/T 7939—2008(2008-01-14发布 2008-05-01实施)代替GB/T 7939—1987前言本标准修改采用国际标准ISO 6605:2002《液压传动软管和软管总成试验方法》(英文版)。
本标准根据ISO 6605:2002重新起草。
为了方便比较,在附录A中列出了本标准章条编号和国际标准章条编号的对照一览表,在附录B中给出了技术性差异及其原因的一览表以供参考。
本标准与ISO 6605:2002的主要差异如下:——增加3.1~3.5的术语及定义。
——在5.2中明确规定耐压试验压力为2倍的软管总成最高工作压力,试验时间为60s。
——5.3.3试验标记长度不同,ISO 6605规定500mm;本标准规定从中间向左右各125mm。
——在5.4.2.1中明确规定爆破试验压力为4倍的软管总成最高工作压力。
——在5.6中明确规定脉冲试验压力、温度、频率和升压速率。
——删除ISO 6605中“5.8抗磨损试验”。
——删除ISO 6605中“5.9黏着力试验”。
本标准代替GB/T 7939—1987((液压软管总成试验方法》,与其相比变化如下:——增加对GB/T 17446的引用。
——增加3.1~3.5的术语及定义。
——5.2中原试验压力为1.5倍工作压力改为2倍的最高工作压力。
——脉冲试验频率由0.5Hz~1.25Hz改为0.5Hz~1.3Hz。
——脉冲试验油温由93℃±3℃改为100℃±3℃。
本标准的附录A、附录B是资料性附录。
本标准由中国机械工业联合会提出。
本标准由全国液压气动标准化技术委员会(SAC/TC 3)归口。
本标准负责起草单位:天津工程机械研究院。
本标准参加起草单位:伊顿(宁波)流体连接件有限公司、攀枝花钢铁冶建实业开发公司液压附件厂、徐工筑路机械有限公司徐州液压附件厂。
本标准主要起草人:冯国勋、周舜华、刘小平、浩鸣。
本标准所代替标准的历次版本发布情况为:GB/T 7939—1987。
波纹金属软管通用检验规范及检验方法
QB/BFGY-ZJ004-2005波纹金属软管通用检验规范及检测方法The General Inspection Norm & Detection Method of Corrugated Metal Hose2005-09-16发布 2005-10-16实施QB/BFGY-ZJ004-2005目录前言┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄ 31 适用范围┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄ 42 引用标准┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄ 43 定义┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄ 44 分类┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄ 65 技术要求┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄196 材料检验与复验┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄237 制造过程与检验┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄248 性能试验与检验┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄259 检验项目与检测方法┄┄┄┄┄┄┄┄┄┄┄┄26 10分类检验项目与验收┄┄┄┄┄┄┄┄┄┄┄┄26QB/BFGY-ZJ004-2005前言本检验规范依据QB/BFGY-ZJ004-2005《波纹金属软管》企业标准,非等效采用了ISO 10380-1994《波纹柔性金属软管及软管组件》和GB/T14525-1993《波纹金属软管通用技术条件》、GB/T18616-2002《爆炸性环境保护电缆用的波纹金属软管》和SH/T3412-1999《石油化工管道用金属软管选用、检验及验收》等现行标准的有关内容,针对秦皇岛北方管业有限公司设计、制造、检验与验收的波纹金属软管,提出了具体要求。
本标准由秦皇岛北方管业有限公司提出。
本标准由秦皇岛北方管业有限公司技术中心归口。
本标准主要起草人:宋红伟、魏守亮、国庆波、王春月。
本标准审批人:罗仕发。
波纹金属软管通用检验规范及检测方法1 范围本检验规范规定了波纹金属软管(以下简称金属软管)的定义、分类、技术要求以及材料检验与复验、制造过程与检验、性能试验与检验、检验项目与检验方法、分类检验与验收等。
燃气橡胶软管检验报告

燃气橡胶软管检验报告
根据国家相关标准和要求,我们对燃气橡胶软管进行了检验,现将检验结果报告如下:
一、外观检验
1. 外观:整体外观无明显变形、破裂、裂纹、气泡、划痕等缺陷;
2. 颜色:橡胶软管颜色均匀,无色差,无异味;
3. 规格:符合要求,长度、内径、壁厚均符合标准规定。
二、物理性能检验
1. 耐压:在规定的压力下,软管未出现破裂、渗漏等现象;
2. 耐磨性:通过耐磨性测试,软管表面无明显损伤、磨损;
3. 耐老化性:经过老化试验,软管性能稳定,无明显脆化、硬化现象;
4. 耐温性:经过高温试验和低温试验,软管无明显变形、开裂、破裂现象。
综上所述,此燃气橡胶软管符合国家相关标准和要求,可以正常使用。
- 1 -。
4-19软管检验报告3
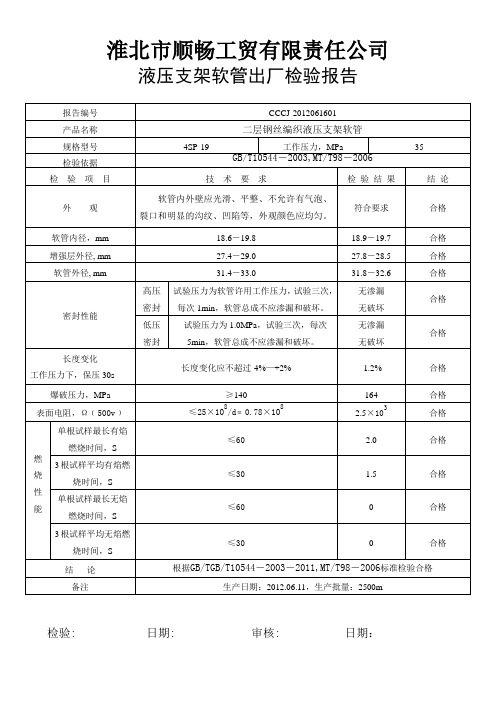
淮北市顺畅工贸有限责任公司液压支架软管出厂检验报告报告编号CCCJ-2012061601产品名称二层钢丝编织液压支架软管规格型号4SP-19 工作压力,MPa 35 检验依据GB/T10544-2003,MT/T98-2006检验项目技术要求检验结果结论外观软管内外壁应光滑、平整、不允许有气泡、裂口和明显的沟纹、凹陷等,外观颜色应均匀。
符合要求合格软管内径,mm 18.6―19.8 18.9―19.7 合格增强层外径, mm 27.4―29.0 27.8―28.5 合格软管外径, mm 31.4―33.0 31.8―32.6 合格密封性能高压密封试验压力为软管许用工作压力,试验三次,每次1min,软管总成不应渗漏和破坏。
无渗漏无破坏合格低压密封试验压力为1.0MPa,试验三次,每次5min,软管总成不应渗漏和破坏。
无渗漏无破坏合格长度变化工作压力下,保压30s长度变化应不超过-4%—+2% -1.2% 合格爆破压力,MPa ≥140 164 合格表面电阻,Ω﹝500v﹞≤25×108/d﹦0.78×1082.5×103合格燃烧性能单根试样最长有焰燃烧时间,S≤60 2.0 合格3根试样平均有焰燃烧时间,S≤30 1.5 合格单根试样最长无焰燃烧时间,S≤600 合格3根试样平均无焰燃烧时间,S≤300 合格结论根据GB/TGB/T10544-2003-2011,MT/T98-2006标准检验合格备注生产日期:2012.06.11,生产批量:2500m检验: 日期: 审核:日期:。
波纹金属软管通用检验规范及检验方法
QB/BFGY-ZJ004-2005波纹金属软管通用检验规范及检测方法The General Inspection Norm & Detection Method of Corrugated Metal Hose2005-09-16发布 2005-10-16实施QB/BFGY-ZJ004-2005目录前言┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄ 31 适用范围┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄ 42 引用标准┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄ 43 定义┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄ 44 分类┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄ 65 技术要求┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄196 材料检验与复验┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄237 制造过程与检验┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄248 性能试验与检验┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄259 检验项目与检测方法┄┄┄┄┄┄┄┄┄┄┄┄26 10分类检验项目与验收┄┄┄┄┄┄┄┄┄┄┄┄26QB/BFGY-ZJ004-2005前言本检验规范依据QB/BFGY-ZJ004-2005《波纹金属软管》企业标准,非等效采用了ISO 10380-1994《波纹柔性金属软管及软管组件》和GB/T14525-1993《波纹金属软管通用技术条件》、GB/T18616-2002《爆炸性环境保护电缆用的波纹金属软管》和SH/T3412-1999《石油化工管道用金属软管选用、检验及验收》等现行标准的有关内容,针对秦皇岛北方管业有限公司设计、制造、检验与验收的波纹金属软管,提出了具体要求。
本标准由秦皇岛北方管业有限公司提出。
本标准由秦皇岛北方管业有限公司技术中心归口。
本标准主要起草人:宋红伟、魏守亮、国庆波、王春月。
本标准审批人:罗仕发。
波纹金属软管通用检验规范及检测方法1 范围本检验规范规定了波纹金属软管(以下简称金属软管)的定义、分类、技术要求以及材料检验与复验、制造过程与检验、性能试验与检验、检验项目与检验方法、分类检验与验收等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
软管总成检查规范
1 技术规定
1.1软管下料后,应检查软管规格、型号、下料长度与否与规定符合,软管切口
与否平整。
切口端面与软管中心线垂直。
表1 软管切口垂直度
软管通径切口端面与软管轴线垂直度
通径≤25≥ 1
25<通径≤40 2
通径>40 3
1.2需剥外胶软管其剥胶长度应符合表2规定,剥胶后钢丝不能有损伤,无钢丝
散开现象,软管内壁无损伤。
表2剥胶长度表
1.3软管内壁应清洁,用手触摸无脏物灰尘粘着、无杂物。
1.4软管总成所安装接头、附件以及两端弯曲管接头之间装配角、自然弯曲方向
和总成长应符合规定。
1.5软管总成长度公差应符合表3规定。
表3总成长度公差表
1.6软管总成两端弯曲接头之间装配角角度偏差按表4规定。
表4装配角度公差表
1.7当软管总成扣压接头为三件套时芯子内孔变形量应符合表5规定。
表5 芯子内孔变形量表
分体式软管总成套筒扣压先后外径应符合表6
表6套筒扣压尺寸表
1.8软管总成扣压后外套镀锌层应无脱膜现象。
1.9进行静压实验,按爆破压力1/2倍作为静压实验压力,保压时间为45s-60s,
不得有渗漏等异常现象。
1.10总成压力实验时,不得夹、碰伤接头。
2检查
2.1总成应由质检科总成检查员进行检查,以保证每根出产软管总成符合规定规定。
2.2对1.1、1.2、1.4、1.5条可以用卷尺、角尺、游标卡尺以及目测进行检查;对1.3条
可以用干净手触摸软管内壁,目测手上与否有脏物。
2.3对1.6条用角度测量工装进行检查。
2.4对1.7条可以用专用塞规或专用游标卡尺进行检查。
2.5对1.8、1.10条用目测进行检查。
2.6对1.9条在静压实验台上进行实验。
2.7总成检查完毕后两端接头应用塑料闷头盖住或用塑料袋捆扎,以免接头碰伤及灰尘杂物进入。
2.8软管总成试压抽样检查和全检规定。
2.8.1下列情形应进行100﹪静压实验:
a.软管内径≤13总成。
b.软管质量问题较多时总成。
2.8.2棉线管等低压软管,100﹪外观检查,不作压力实验。
2.8.3对16—25通径软管总成,按表7进行静压抽样检查。
每批抽样检查应100﹪合格,
如有一根不合格,应作全检。
表7
2.8.4 对32通径以上大规格总成或在实验压力机上难以测试总成如:法兰系列总成等,必要对直芯进行100﹪内孔变形量检测。
2.8.5 对第一次使用软管加工软管总成,应抽查一根按GB/T5563进行泄漏实验、爆破实验。
2.8.6 由质检部挑选质量问题较多总成不定期进行泄漏实验、爆破实验。
2.9 所有总成外观均应作100﹪检查,除2.8外项目按表7进行抽样检查。
2.10 软管内径不大于4软管总成,需进行100﹪通孔检查,以免扣压后芯子非正常变形造成管路堵塞。
附录
最小通过量检查办法:用规定芯棒或钢球插人经扣压后软管总成接头内孔,芯棒或钢球应能顺利通过芯棒或钢球尺寸按附录A规定
JB/T 8727- 附录A (规范性附录) 芯棒或钢球尺寸
附表1 芯棒或钢球尺寸
附表2液压胶管出场检查报告。