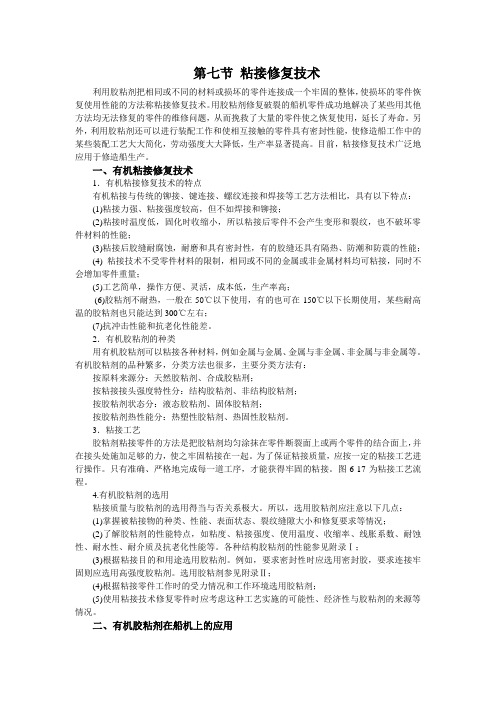
用粘接方法修复大型断裂轴类零件
轴类维修中的粘涂技术修复

对磨 损面 较短 的大型 磨损轴 , 因其 不易加 工 , 可
收 稿 日期 : 0 9 2 0 2 0 —1 — 9 作 者 简介 : 广 柱 ( 9 6 ) 毕 业 于佳 木 斯 工 学 院 , 士 学位 , 金 16一 , 学 长 期 从 事 机械 工作 , 就 职 于 佳 木斯 技 师 学 院 , 械 系教 师 。 现 机
2 2 成 型 套 法 .
于常规修 复方 法工 艺 复 杂 、 成本 高 、 期 长 , 周 因其较
长 较粗不 利 于加工 , 采 用 图 1成 型 套无 法 确定 轴 且 心, 因而特定 制造 同心 装 置 ( 用 水 平 V 型槽 导 轨 利 上 安装一 个垂 直度很 高垂 直移 动 V 型槽 , 将磨 损 先 轴 放在 V 型槽 上 , 再先 加工 一个 模 型使 其外 径 等于 与 磨损轴 头配套 轴 承 的外 径 , 型 中心安 装 中心 顶 模
防产生 气泡或 无胶 处 , 意涂 胶厚 度不 宜太 厚 。 注
至磨损 轴 头 , 掉 边 缘 胶 , 温 固化 1 h后 去 除 毛 擦 室 2 边 , 复一年 无故 障 。 修
这 三种修 复 方法工期 短 、 工艺 简单 , 节约 原材 料
和机加 工费 用 , 济效益 显 著 , 复后 强度 和耐磨 性 经 修 满足要 求 。 修 复 时如 果 选用 自配胶 , 一定 按 说 明 书严 格 按 比例配 比; 上轴 承 时一定 应 多次 向一个 方 向刮抹 , 以
一
尖, 将模 型放在 移动 V 型槽上 , 上下移 动 V型槽 , 使
5 6 一
轴类 维修 中的粘涂 技术 修复
顶尖顶 在磨 损轴 中 心孔 上 , 下 模 型后 将 涂 完 脱 模 卸
全胶接修复方法

全胶接修复方法资料来源:对接法对接法的接触面积较小,容易因承受冲击、剥离负荷而断裂,胶接强度不高。
因此多数用于恢复原形的胶接修复(如文物古玩的修复),和一些非结构件对强度要求不高的场合的胶接,所以还有一定的使用价值。
对接法可选用一些胶接性能较为优良、胶接强度较高的胶粘剂,以弥补因对接接头形式所带来的不足。
另外,木材的胶接和木器件的修复也经常采用对接法。
搭接法搭接法在全胶接修复中,经常用于薄形金属和非金属材料,如棚架接头、导电接头、橡皮运输带接头、合成模压鞋等的胶接。
采用搭接法胶接修复时,应注意消除剥离应力。
套接法套接法是最佳的接头形式之一。
其胶接强度高,适用于修复断裂轴柱及管材,也适用于轴柱管材的尺寸恢复和镶套接长。
套接修复的工艺成熟,修复件使用可靠,性能优良。
(一)轴柱套接法轴柱套接法又可分为多种方法。
1、哈夫式套接法主要用于轴承、油封档等严重磨损的部位或其它轴径磨损的部位。
胶接前,先在被磨损的轴上加工出一条可以镶嵌补件的凹槽,补件置于凹槽中,外径应尽可能与断裂轴柱的外径一致,保持平整光滑。
2、潜伏销式套接法主要用于断轴修复。
此法是将预先加工好的销子以潜伏形式埋入断轴中心。
为排除胶层气泡,需在埋入孔内加工排气孔,排气孔的直径约为2-4mm。
3、潜伏竹节销式套接法此法与上法基本相同,所不同处,在于其采用了竹节销,以保持断裂轴的同心度。
其凸出部位与轴套能实现零配合,而凹入部位可以贮存胶液。
因此,此法是一种精密套接的方法,主要用于精密断轴的修复和精密轴类的位移。
例如,可将一头磨损的丝杆换位,把没有磨损的另一头调到前端,使一根丝杆多次使用,具有明显的经济效益。
4、插入式套接法此法是用轴端大的一头镗孔,把另一头小的插入镗孔内进行套接,然后再作必要的加工。
主要用于齿轮轴及砂轮轴的胶接修复。
5、露肩式套接法主要用于轴、柱、杆类材料及工件的接长,如钻头、镗焊工夹具的接长等。
此法其实与潜伏销式套接法的原理相同,只是销子是由轴柱本身加工而得。
6-7第七节 粘接修复技术
第七节粘接修复技术利用胶粘剂把相同或不同的材料或损坏的零件连接成一个牢固的整体,使损坏的零件恢复使用性能的方法称粘接修复技术。
用胶粘剂修复破裂的船机零件成功地解决了某些用其他方法均无法修复的零件的维修问题,从而挽救了大量的零件使之恢复使用,延长了寿命。
另外,利用胶粘剂还可以进行装配工作和使相互接触的零件具有密封性能,使修造船工作中的某些装配工艺大大简化,劳动强度大大降低,生产率显著提高。
目前,粘接修复技术广泛地应用于修造船生产。
一、有机粘接修复技术1.有机粘接修复技术的特点有机粘接与传统的铆接、键连接、螺纹连接和焊接等工艺方法相比,具有以下特点:(1)粘接力强、粘接强度较高,但不如焊接和铆接;(2)粘接时温度低,固化时收缩小,所以粘接后零件不会产生变形和裂纹,也不破坏零件材料的性能;(3)粘接后胶缝耐腐蚀,耐磨和具有密封性,有的胶缝还具有隔热、防潮和防震的性能;(4) 粘接技术不受零件材料的限制,相同或不同的金属或非金属材料均可粘接,同时不会增加零件重量;(5)工艺简单,操作方便、灵活,成本低,生产率高;(6)胶粘剂不耐热,一般在50℃以下使用,有的也可在150℃以下长期使用,某些耐高温的胶粘剂也只能达到300℃左右;(7)抗冲击性能和抗老化性能差。
2.有机胶粘剂的种类用有机胶粘剂可以粘接各种材料,例如金属与金属、金属与非金属、非金属与非金属等。
有机胶粘剂的品种繁多,分类方法也很多,主要分类方法有:按原料来源分:天然胶粘剂、合成胶粘刑;按粘接接头强度特性分:结构胶粘剂、非结构胶粘剂;按胶粘剂状态分:液态胶粘剂、固体胶粘剂;按胶粘剂热性能分:热塑性胶粘剂、热固性胶粘剂。
3.粘接工艺胶粘剂粘接零件的方法是把胶粘剂均匀涂抹在零件断裂面上或两个零件的结合面上,并在接头处施加足够的力,使之牢固粘接在一起。
为了保证粘接质量,应按一定的粘接工艺进行操作。
只有准确、严格地完成每一道工序,才能获得牢固的粘接。
图6-17为粘接工艺流程。
轴承裂纹的修复方法有哪些
轴承裂纹的修复方法有哪些
1. 焊接修复:可以使用焊接方法将有裂纹的轴承进行修复。
对于一些简单的裂纹,利用加热和冷却的方法可以将裂纹焊接好;对于一些深度或者疏松度较高的裂纹需要进行样本切割、研磨、冶金分析和材料选择等细致的工作,确定好焊接方法后进行修复。
2. 熔化敷层修复:采用焊接技术熔化钢丝或焊条,把熔化金属涂在轴承表面处进行修复。
该方法对防止裂纹进一步扩展和加强轴承的耐磨性有一定的作用。
3. 缝合修复:利用金属钢线或者玻璃纤维布等材料缝合在轴承裂纹上,使裂纹处变得紧密,达到修复的作用。
此方法适用于一些较浅的裂纹或者持续于低负载情况下的轴承。
4. 磨削修复:将裂纹进行磨削,去掉裂纹处的疏松物质,然后在裂纹处焊接金属,最终进行磨削达到平整的表面。
此方法适用于一些裂纹较浅且长度较小的轴承。
5. 更换修复:对于裂纹较严重或者在较关键的部位的轴承,更换轴承是最好的修复方法。
粘接修复工艺技术
粘接修复工艺技术粘接修复工艺技术是一种常见的修复方法,主要应用于金属、陶瓷、玻璃、塑料等材料的修复。
通过使用粘接剂将断裂的物体连接起来,使其恢复原有的完整性和功能性。
粘接修复工艺技术的主要步骤如下:1. 表面处理:这是粘接修复的第一步,目的是清洁和准备被修复的物体表面,确保修复剂能够与物体表面充分接触。
常用的表面处理方法包括清洗、打磨、除油等。
表面处理的好坏直接影响到粘接修复的效果。
2. 选用合适的粘接剂:粘接剂的选择十分重要,不同材料需要使用不同的粘接剂。
一般选择性能优良的环氧树脂、聚氨酯等粘接剂,这些粘接剂具有较高的强度和耐腐蚀性能,适合于复杂材料的修复。
3. 涂布粘接剂:将选用的粘接剂涂布在被修复的物体表面。
涂布要均匀且充分,确保粘接剂能够完全覆盖被修复面。
对于较大面积的修复,可以使用刮胶刀等工具帮助涂布。
4. 进行连接:涂布完粘接剂后,将断裂的物体连接起来。
在连接时要注意对齐位置,使断裂的位置完全吻合。
对于较长的物体,可以使用临时支撑物帮助固定住修复的位置,等待粘接剂干燥。
5. 固化和固着:粘接剂涂布完成后,需要进行固化和固着。
根据不同的粘接剂,采取不同的固化方式。
一般情况下,可以将粘接剂置于室温下自然固化,或者使用烘箱等设备进行加热固化。
固化时间根据粘接剂的不同而有所不同,一般在24小时内完成。
6. 修整和光洁:粘接修复完成后,还需要进行修整和光洁处理。
这是为了使修复后的物体表面光滑平整,与原有的物体表面相吻合。
常用的修整工具有打磨机、砂纸等,可根据需要进行选择。
粘接修复工艺技术在工业、家庭生活等领域都有广泛的应用。
它具有修复迅速、成本低廉、修复效果良好等优势,且能修复多种材料,适用性广泛。
但在使用过程中也要注意选择合适的粘接剂,遵循正确的修复工艺步骤,以确保修复效果和使用寿命。
总之,粘接修复工艺技术是一种重要的修复方法,通过粘接剂将断裂的物体连接起来,使其恢复原有的完整性和功能性。
在实践中,我们需要注意选择合适的粘接剂,进行正确的表面处理、涂布粘接剂、连接、固化等步骤,以获得良好的修复效果。
胶水粘接修复方法

胶水粘接修复方法(一)、全胶接修复全部依靠胶水作用来进行修复。
1、涂敷法:直接用涂胶工具向胶接部位涂敷一层胶液,以达到胶接修复目的。
A、修复裂纹时,在裂纹两端应钻出止裂孔,防止裂纹扩展。
B、板材裂纹修复,除钻止裂孔外,对裂厚超过5mm的裂纹,应考虑在胶接前先开一坡口。
2、对接法:接触面积小,因受冲击,剥离负荷而断裂。
3、搭接法:对薄板材采用此法。
4、套接法:最佳的接头形式之一,其胶接强度高,适用于修复断裂轴柱及管材。
4.1、轴柱套接法:4.1A:哈夫式套接法,用于轴承、油封档的修复;在磨损的轴上加工出一条可镶嵌补件的凹槽,补件置于凹槽中。
4.1B:潜伏销式套接法:用于断轴修复,将预先加工好的销子埋入断轴中心。
4.1C:插入套接法:用于齿轮轴及砂轮轴的胶接修复。
4.2 管材套接法:采用内管和外管套接法。
5、浸润法:用于铸铁件缺陷,砂眼和气化修复。
(二)、增强胶接修复法:胶水所能达到的最高强度,一般为金属材料本身强度的30—50%,增强胶接修复采用胶接与机械力结合的形式。
1、贴敷法:用玻璃布浸润置于两个被胶接表面之间,实现固化胶接,适用于胶接面之间缝隙较大场合。
2、嵌接发:对修复工件采用嵌入件涂胶固化胶接的方法。
适于受力较大的断裂工件的修复。
3、扣合法:将胶水与扣入件如螺栓、销钉、码钉、波浪键相结合的增强胶接法。
4、钢板复贴法:适用于小型受力大的薄壳机件。
在破损部件贴加钢板(厚度为2—6mm),能增强胶接面积,提高胶接强度。
5、缠绕法:用于各种管道裂漏的修复。
缠绕材料用玻璃布,金属管道用环氧胶。
塑料管道和橡胶管道采用氯丁橡胶。
(三)胶接点焊反法:1、先胶后焊法:将胶接点焊工件,先涂胶,后点焊(在凝胶之前)。
涂胶点焊前,两个接合面的间隙距离不能大于0.5mm,焊接后不能大于0.1-0.3mm.2、先焊后胶法:先点焊,然后用注胶枪将胶液注入缝隙中去。
此法长用于大型工件的制造,一般要求胶液能室温固化,固化压力不太高,流动性良好;胶层具有足够韧性和耐冲击性;大多采用环氧改性胶。
高强度合金钢40CrMnMo大轴件焊接修补方法

1概 述 :
高 强 度 合 金 钢 轴 件 大 量 地 使 用 在 各 类 大 型 机
度 、深 度 。然 后 确 定 堆 焊 焊 补 方 法 及 其 工 艺 ,最 后 经 打 磨焊 缝 余 高抛 光 等 ,达 到 重 新 使 用 的 要求 。为 此 , 制定 了修 复 传 动 轴 工 作 表 面 的 工 艺流 程 如 下 : 确 定轴 表 面 刮 损 情 况 一 清 洗 打 磨 刮 伤 表 面 使 其
形大 ,焊缝 容 易产生 冷裂 纹 、热裂 纹 、延迟 裂纹
3 焊 前 准 备 工 作
用 汽 油 、洗 涤 剂 将 轴 面刮 伤 部位 清 洗 干 净 ,使 其 不 得 有 油 渍 、 油 污 , 用 角 向砂 轮 机 打 磨 刮 伤 表
面 ,消 除缺 陷 。
4 焊 接 工 艺 的确 定 Nhomakorabea焊 接 材 料 、焊 接 工 艺 的 选 取 及 确 定 等 方 面 要 非 常
慎重。
4 1焊接方法的确定 .
考 虑 到 传 动 轴 质 量 大 ,材 质 为4 C M M 钢 可焊 0rno 性 差 ,极 易产 生 焊 接 应 力 与 变 形 ,焊 补 前 必 须进 行 预 热 ,轴 表 面 刮 伤 较 深 平 均 1 m ,应 采 用 小 线 能量 2m
如何在最短的时间内修复或重新更换构件是一项非常蕈要的举措由于高强度合金钢构件在大型设备中最重的达十几吨最轻的也有几吨重重新订制构件进行更换要从锻件金加工热处理后交货加工周期非常长而且经济费用高采用焊接工艺技术具有修复时间短成本低等特点值得推广使用但高强度合金钢往往具有可焊性差焊后构件变形大焊缝容易产生冷裂纹热裂纹延迟裂纹和应力变形等缺陷克服以上缺陷是焊接修补技术工艺的关键
汽车发动机大齿轮断裂焊接修复方案
汽车发动机大齿轮断裂焊接修复方案
项目背景
大齿轮是汽车发动机中关键的零部件之一,用于传递动力和转动发动机的曲轴。
由于长期使用和高负荷工作,大齿轮有可能发生断裂的情况。
本文档旨在提供一种焊接修复方案,用于修补汽车发动机大齿轮的断裂问题。
焊接修复方案
为了修复汽车发动机大齿轮的断裂,我们提出以下焊接修复方案:
1. 准备工作
- 将断裂的齿轮从发动机中拆下,并进行彻底清洁。
- 检查齿轮的断裂位置和程度,确定需要焊接的区域。
2. 材料和设备准备
- 购买高强度、耐高温的焊接材料,例如钢铁焊条。
- 准备焊接设备,包括焊接机、电缆和焊接面罩等。
3. 焊接过程
- 对断裂的齿轮进行预热,以提高焊接效果和降低应力。
- 使用焊接机将断裂的齿轮进行焊接。
确保焊接材料均匀涂覆
在断裂的表面上,形成坚固的连接。
- 焊接完成后,对焊接部位进行冷却,以防止过热和变形。
4. 修复后处理
- 焊接完成后,对齿轮进行全面的质量检查,确保焊接的强度
和稳定性。
- 清洁焊接部位,去除焊接产生的氧化物和其他杂质。
- 安装修复后的齿轮回到发动机中,并进行一段时间的试运行,以确保修复效果和稳定性。
结论
本文档提供了一种简单且可行的汽车发动机大齿轮断裂焊接修
复方案。
在实施修复前,请确保具备相关的焊接技术和设备,以确
保修复的质量和安全性。
修复后,建议进行定期保养和检查,以延
长齿轮的使用寿命。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
现任何质量问题 , 整个工程大约需 400 元 , 而 整 轴 价 格 在
5000 元以上 ,经济效益显著 。
参考文献 [ 1 ]徐灏. 新编机械设计师手册. 北京 : 机械工业出版社 ,
1995 [ 2 ]夏文干 ,等. 胶粘剂和胶接技术. 北京 : 国防工业出版社 ,
应用技术 粘 接 2005 , 26 ( 3)
用粘接方法修复大型断裂轴类零件
苟在彦
(四川机电职业技术学院 ,四川 攀枝花 617064)
摘要 :通过断裂辊轴修复实例 ,介绍了用粘接方法修复轴类零件的方法 ,并给予了理论证明及工程实践的检
★203 烷基酚醛增黏树脂 青龙满族自治县大恒化工厂 (0335 - 7770888)
★ SP - 1068 辛基苯酚增黏树脂 十拿化工 (上海) 有限公司 (021 - 64451848)
★ C5 加氢石油树脂 兰州化学工业公司石油树脂厂 (0931 - 7988473)
★ 水乳萜烯树脂 江西省麻山化工有限公司 (0791 - 5690076)
★氢化松香 、氢化松香甘油酯 、氢化松香季戊四醇酯 株洲松本林化有限公司 (0733 - 8431902)
★β- 萜烯树脂 江西省麻山化工有限公司 (0791 - 5690076) 江西省吉水县金茂树脂有限公司 (0796 - 3512773)
★2000 系列芳烃改性萜烯树脂 赣州泰普化学有限公司 (0797 - 4430878)
1980
Repa iring of large2diameter ruptured axis parts using bonding meth - od
Gou zai2yan
( Sichuan Elect romechanical Instit ute of Vocation & Technology , Panzhihua , Sichuan 617064 , China)
neering.
Key words :axis part ;repairing ;bonding ;met hod
°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°
南京创业化工助剂有限公司 (025 - 52440372)
胶粘剂一些重要原材料集纳
★(甲基) 丙烯酸异冰片酯 无锡市博尼尔化工有限公司 (0510 - 8266797)
由
M
=πτ2LKd2 得
L
=
MK 1. 57τd2
=
1337 ×8 1. 57 ×4 ×11. 52
= 12. 87cm
式中τ为套接扭转剪切强度 (40M Pa) 。
计算结果 L = 12. 87cm ,取 L = 15cm ,即芯轴的有效粘接
总长度为 2L = 30cm 。
2. 4 断轴和芯轴的加工步骤
★ 超细镍粉 沈阳有色冶金研究院 (024 - 25442816)
★ G 系列铜金粉 、SC 系列银粉 迪力颜料 (东莞) 有限公司 (0769 - 5530959)
★ 碳纳米管 杭州轩爱科技有限公司 (0571 - 88918369)
★ 纳米三氧化二锑 北京山川联合纳米科技有限公司 (010 - 89099499) 湖南久通集团冶炼上海办 (021 - 66163308)
·57 ·
专 利 ZHANJ IE 2005 , 26 ( 3)
轴孔中 ;然后合上上半截轴 ,对茬对刻线 ;用重锤打击断轴端 部 ,去除断面多余的胶粘剂 ;确定无误后 ,刮去表面的胶粘剂 。
5) 烘烤固化 :在加热炉烘烤固化 ,移动炉距 ,使环境温度 在 50 ℃左右保温 2h ;80~100 ℃保温 3h 即可 。
★ 松香酯增黏乳液 福建省宁化利丰化工有限公司 (0598 - 6281666)
★乙基纤维素 、羟乙基纤维素 、微晶纤维素 山东瑞泰化工有限公司 (0538 - 3850247)
★ 羟丙基尔胶粉 秦皇岛市金佳絮凝剂有限公司 (0335 - 8500968)
★酸性干酪素 、气味遮蔽剂 上海鑫阳化工有限公司 (021 - 62772677)
★叔十二碳硫醇 、四甘醇 山东省微山县广源化工有限公司 (0537 - 8225210)
★新己烷 (2 ,2 - 二甲基丁烷) 江阴市五洋化工有限公司 (0510 - 6387022)
·58 ·
★ 纳米氢氧化镁 宜兴市助剂化工厂 (0510 - 7551168)
★防老剂 616 (相当美国 Wingstay L) 南京曙光化工集团有限公司 (025 - 58770383)
★三嗪 - 5 紫外线吸收剂 山西省交城县富丽化工有限公司 (0358 - 3903271)
★防老剂 4020 山东圣奥化工股份有限公司 (0530 - 3232568)
验。 关键词 :轴类零件 ;修复 ;粘接方法 中图分类号 : T G495 文献标识码 :A 文章编号 :1001 - 5922 (2005) 03 - 0057 - 02
1 前言 在冶金 、矿山 、化工 、机械等行业的设备维 (检) 修中 ,经
常遇到大型轴类零件由于内部缺陷而断裂的情况 ,传统的修 复工艺是从断裂处打坡口焊接 ,此种方法有相当大的弊端 : (1) 修复后的轴直线度误差大 ; (2) 焊接处的强度较低 ,往往 达不到使用要求 ; (3) 焊接处理后有许多缺陷 。而我们在生 产中采用粘接并辅以其他方法 ,效果较为理想 。
方面的教学及研究工作 。
辊轴转速 90r ·min - 1 ,[τ]为芯轴许用剪应力/ MPa 。
将数值代入上式得 d = 11. 02cm ,取 d = 11. 5cm 。
2. 3 确定芯轴长度 L
考虑辊轴承受负荷较大且有冲击负荷 ,应取较大胶粘安
全系数 K = 8 ,通过增大粘接面积提高接头强度 。
★ 气相白炭黑 沈阳化工股份有限公司 (024 - 25820516) 广州吉必时科技实业有限公司 (020 - 81935699)
★ 四针状氧化锌晶须 成都交大晶宇科技有限公司 (028 - 87673612)
★ 复合铁钛粉 万达科技 (无锡) 有限公司 (0510 - 5221230)
★超微细磷铁粉 、超微细钛铁粉 什方市长江化工实业有限公司 (0838 - 8264632)
★富马酸双酯 (DB F 、DO F 等) 、顺丁烯二酸双 (DBM 、DOM 等) 广州双键贸易有限公司 (020 - 82488509)
★甲基丙烯酸缩水甘油酯 ( GMA) 北京燕化胜利工贸有限公司 (010 - 69343948)
★叔碳酸缩水甘油酯 (N - 10) 吉雅德实业有限公司 (0755 - 83263366)
★碳化二亚胺 、醇溶尼龙 北京市塑化贸易有限公司 (010 - 67319898)
★硅烷偶联剂 KH - 580 、KH - 590 、钛酸酯偶联剂
★ A - 1160 硅烷偶联剂 张家港市国泰华荣化工新材料有限公司 (0512 - 58780118)
★邻苯二甲酸 810 酯 山东齐鲁增塑剂股份有限公司 (0533 - 7580764) 天津市通达化工厂 (022 - 23971563)
净光滑的容器中 ;然后用注射器抽取磷酸铝溶液 ,按所需毫
升数将磷酸铝溶液推入 ,用竹片反复均匀搅拌调和 1~2min
使胶粘剂成稀糊状 ,迅速涂敷在各粘接面上 。由于氧化铜2磷
酸铝无机胶调和时产生反应热 ,使胶粘剂凝固加快 ,且用胶
量大 ,所以应多人同时调配胶粘剂 ,同时涂敷 。
4) 粘接 :在各粘接面涂敷胶粘剂后 ,应将芯轴放入下半截
3) 配制 2 条 45 # 钢的平键 ,为了方便对准原茬 ,将平键于
键槽的配合间隙放大 1~2mm 。
2. 5 粘接工艺[2 ]
1) 粘接准备 :由于辊轴本身的质量较大 ,因此粘接过程
是将辊轴立起来进行的 。先将下半截轴水平竖起固定好 ,放
入芯轴 (嵌入平键) ,将上半截轴合上 ,看是否对茬 ,对刻线 ;
Abstract :U sing an example of repairing t he rupt ured axis t he paper int roduced , t he met hod of repairing rupt ured axis part
using bo nding met hodad gave t he t heo retical analysis and t he engineering examinatio n. The met hod has t he p ractical value in engi2
2 修复实例 有 1 台卷板机上的上辊轴 ,材料为 45 # 钢 ,由于内部缺陷
而从中部断为 2 截 ,没有备件可换 。 2. 1 确定修复工艺
考虑辊轴承受负荷较大 ,选择粘接强度较高的“氧化铜 - 磷酸铝”无机胶粘剂 ,用套接并辅以加强键的方式 (见图 1) 。套接的芯轴用 45 # 钢 ,其套接的扭转剪切强度平均为 40 ~50 MPa ,轴向剪切强度平均为 60~80 MPa 。
1) 辊轴加工 :将 2 段断轴对原茬 ,刻线对位 ,然后在车床 上分别加工出 2 个 Φ115 ×150mm 的孔 。孔底车出让刀槽 。
在铣床上铣出 2 条 20 mm ×10 mm ×250mm 的键槽 。
2) 芯轴加工 :芯轴加工尺寸为 Φ115 ×300mm ;铣出 2 条
20 mm ×10 mm ×250mm 的键槽 。
d=
3
5M [τ]
=
3
5
×1337 5
=
11.
02
cm
其中 M = 955 P/ n = (955 ×130) / 90 = 1337 kN ·cm