提高切梗丝机切丝合格率(发布)
优化HT1润梗工艺参数提升梗丝加工质量

优化HT1润梗工艺参数提升梗丝加工质量通过优化HT1润梗工序工艺参数,提高了HT1润梗出口含水率的稳定性,对后续梗丝加料及干燥工序的平稳运行起到关键作用,解决了烟梗处理过程中的工艺难题,从而提升梗丝加工质量。
标签:HT1润梗出口含水率;HT1润梗工艺参数1 存在问题现状HT1润梗工序是为了提高烟梗的温度及一定的含水率,进一步提高烟梗的柔软性及耐加工性。
HT1润梗工序对压梗、切梗质量起着重要的作用,由于烟梗来料水份的不确定性,影响了HT1润梗出口含水率的稳定性,对后续梗丝加料及干燥工序的平稳运行起到制约作用。
我厂烟梗前期处理流程,见图1。
我厂烟梗预处理采用HT1润梗,HT2润梗(根据工艺要求HT2润梗只增加部分烟梗温度),其工艺特点决定了HT1润梗工序对梗线水份控制的重要作用,HT1润梗出口含水率的稳定性,直接影响切梗质量的稳定性,以及后段工序梗丝加料及干燥的运行环境。
近期,梗丝加料工序入口含水率偏低,导致加料工序为了达到出口含水率符合工艺要求,超负荷运行以增加梗丝含水量,因此,提高HT1润梗出口含水率及保持稳定性一段时期内成为制丝工艺控制难点。
2 制定措施,有效改进根据存在的问题,需优化调整的两个设备参数为:HT1加水流量阀开度、HT1蒸汽流量阀开度,从而提高HT1润梗出口含水率,进而提升梗丝加料入口含水率。
(1)选择S梗丝牌号作为试验梗丝,通过应用正交试验设计的方法对试验进行合理设计,科学地安排最少的试验次数获得较多的信息量,从而达到试验的目的;制定正交试验方案,试验因素为2因素,试验水平为3水平,共有32=9个不同的试验条件,见表1、表2。
(2)根据制定的正交试验方案,依次进行试验,试验结果及分析见表3。
通过以上试验及分析可得出,HT1蒸汽流量阀开度对水分的影响最大,HT1加水流量阀开度次之;HT1加水流量阀开度36%、HT1蒸汽流量阀开度42%为最佳组合方案。
(3)按照最佳方案组合HT1加水流量阀开度36%、HT1蒸汽流量阀开度42%进行验证:对S牌号梗丝进行3批次试验,加料入口含水率与标准中心差值的绝对值分别为0.23%、0.38%、0.29%,均在允差±1%范围内,因此,正交试验结果有效。
提高切梗丝机切丝合格率的研究

提高切梗丝机切丝合格率的研究摘要在制丝生产过程中,梗丝具有焦油、烟碱含量较低,填充性能好的特点,是卷烟配方中的主要填充料,在卷烟配方中起着重要的作用。
它的合格率对后续工序的稳定性、成丝质量以及物料的消耗有着直接影响,因此探索提高切梗丝合格率,对我们做精规格,打造一流品牌具有十分重要的意义。
关键词切丝宽度;切丝合格率;超声波探测仪;探测精度;电子称0 引言目前,切梗丝合格率平均值低于工艺要求的合格标准,不利于成丝质量和后工序质量的提高。
统计2013年4月~6月份的历史数据,有10批合格率达到76%以上,设备具备保证工艺质量的能力,我们需要找到导致切梗丝合格率低的原因并采取措施解决问题。
1 现状分析我厂所用的切梗丝机料位探测使用的是漫反射光电开关,整定距离无法精确数据化,容易对料位产生错误判断,造成切梗丝机排链频繁倒退。
统计了7月7日~7月9日由光电开关精度不够引起的排链倒退次数,由统计结果可知,由切梗丝料位探测不准引起的排链倒退次数较多,平均每批6.5次,随着排链后退次数的增加,切梗丝合格率呈逐渐下降趋势,切梗丝机排链后退次数对切梗丝机合格率有较大影响。
压梗是切梗丝上一道工序,其合格率低时无法保证切梗效果,易造成切梗厚度不均或产生碎梗,影响切梗丝合格率。
由统计数据可以看出,目前压梗合格率为63.1%,低于合格率≥80%的工艺标准,对压梗合格率和切梗丝合格率进行了相关分析,相关系数为0.852,P值为0.000<0.05,呈显著性相关,说明压梗合格率对切梗丝质量有较大影响。
当烟梗浸透不均时会影响烟梗弹性和抗破碎性,进而影响切梗丝效果。
浸梗主要工艺参数有浸梗水温、电机频率和贮梗时间,为验证不同参数组合是否对切梗丝合格率有较大影响,对不同浸梗参数设置下切梗丝合格率进行了测试,由测试结果可以看出,改变浸梗参数,切梗丝合格率发生较大变化,说明浸梗参数对切梗丝合格率有较大影响。
通过分析界定确定了以下3条为影响切梗丝合格率的主要原因:1)切梗丝机料位探测无法精确数据化;2)压梗合格率低;3)浸梗参数设置不合理;针对影响切梗丝合格率的主要原因进行逐项整改。
提高梗丝加料瞬时精度合格率

提高梗丝加料瞬时精度合格率发布时间:2021-09-15T07:53:53.584Z 来源:《科技新时代》2021年6期作者:宁辉张世辽田景军[导读] 但黔江卷烟厂2020年1至4月份梗丝加料瞬时精度合格率仅有67.45%的批次能达到95%以上,距公司和烟厂质量提升行动目标有较大差距。
(重庆中烟工业有限责任公司黔江卷烟厂,重庆黔江409000)摘要:进行数据统计和分析,找出造成梗丝加料瞬时精度合格率偏低的主要症结是瞬时加料量波动较大,通过优化梗丝加料控制程序,减小了瞬时加料量波动,达到了提高梗丝加料瞬时精度合格率的目的。
关键词:瞬时加料量梗丝加料程序优化瞬时精度合格率梗丝加料工序是制梗丝段的关键特殊工序,通过均匀的施加料液来改善梗丝吸味。
梗丝加料瞬时精度合格率作为衡量梗丝加料过程稳定性和一致性的重要指标。
有必要对PLC控制程序进行改进,提高梗丝加料瞬时精度合格率。
1.梗丝加料瞬时精度合格率现状与问题分析1.1梗丝加料瞬时精度合格率现状梗丝加料瞬时精度合格率要求95%以上,但黔江卷烟厂2020年1至4月份梗丝加料瞬时精度合格率仅有67.45%的批次能达到95%以上,距公司和烟厂质量提升行动目标有较大差距。
1.2梗丝加料工序控制原理梗丝加料过程控制原理:生产前,启动加料泵对加料管路进行料液预填充,使得流量计至喷嘴间的管路充满料液且无气泡存在。
生产时,加料过程处于自动控制模式下,加料PLC控制系统根据接收到电子秤的流量信号和料液流量计的流量信号,结合加料比例设定值进行运算处理,通过PID调节加料泵电机运转频率,使得料液能按工艺要求准确和均匀的施加到梗丝上(见图1)。
图1:梗丝加料工序控制原理示意图1.3梗丝加料PLC程序PID控制原理梗丝加料PLC程序采用用双闭环PID调节,即瞬时加料量控制程序和加料精度修正控制程序。
调控流程是:系统在接收到梗丝加料前电子秤流量信号并经过延时(40s)到喷嘴处后,通过乘法器把加料比例设定值和流量信号相结合计算出料液流量引导值,开始同步施加料液,PLC将料液流量引导值与采集到的料液实际流量(流量计输出的流量信号)进行比较,通过PID调节加料泵电机变频器频率来实现加料流量的闭环控制。
提高梗丝生产工作效率
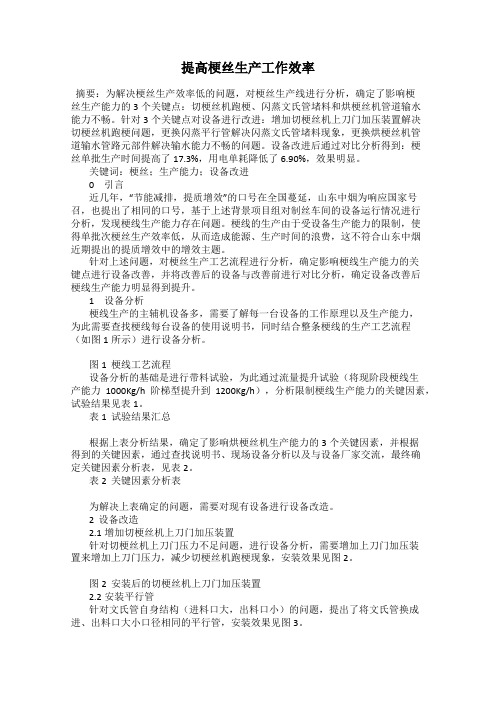
提高梗丝生产工作效率摘要:为解决梗丝生产效率低的问题,对梗丝生产线进行分析,确定了影响梗丝生产能力的3个关键点:切梗丝机跑梗、闪蒸文氏管堵料和烘梗丝机管道输水能力不畅。
针对3个关键点对设备进行改进:增加切梗丝机上刀门加压装置解决切梗丝机跑梗问题,更换闪蒸平行管解决闪蒸文氏管堵料现象,更换烘梗丝机管道输水管路元部件解决输水能力不畅的问题。
设备改进后通过对比分析得到:梗丝单批生产时间提高了17.3%,用电单耗降低了6.90%,效果明显。
关键词:梗丝;生产能力;设备改进0引言近几年,“节能减排,提质增效”的口号在全国蔓延,山东中烟为响应国家号召,也提出了相同的口号,基于上述背景项目组对制丝车间的设备运行情况进行分析,发现梗线生产能力存在问题。
梗线的生产由于受设备生产能力的限制,使得单批次梗丝生产效率低,从而造成能源、生产时间的浪费,这不符合山东中烟近期提出的提质增效中的增效主题。
针对上述问题,对梗丝生产工艺流程进行分析,确定影响梗线生产能力的关键点进行设备改善,并将改善后的设备与改善前进行对比分析,确定设备改善后梗线生产能力明显得到提升。
1设备分析梗线生产的主辅机设备多,需要了解每一台设备的工作原理以及生产能力,为此需要查找梗线每台设备的使用说明书,同时结合整条梗线的生产工艺流程(如图1所示)进行设备分析。
图1 梗线工艺流程设备分析的基础是进行带料试验,为此通过流量提升试验(将现阶段梗线生产能力1000Kg/h阶梯型提升到1200Kg/h),分析限制梗线生产能力的关键因素,试验结果见表1。
表1 试验结果汇总根据上表分析结果,确定了影响烘梗丝机生产能力的3个关键因素,并根据得到的关键因素,通过查找说明书、现场设备分析以及与设备厂家交流,最终确定关键因素分析表,见表2。
表2 关键因素分析表为解决上表确定的问题,需要对现有设备进行设备改造。
2 设备改造2.1增加切梗丝机上刀门加压装置针对切梗丝机上刀门压力不足问题,进行设备分析,需要增加上刀门加压装置来增加上刀门压力,减少切梗丝机跑梗现象,安装效果见图2。
浅议提高切梗丝机产品均匀性

;曩童嬲叠兰~
z“
“………~—。—是~一…童二藁!巍?黧!ti,! |挺熊嚣艘鞯避秣饕|¨{鼽l
Z二!! 。二兰i三;
耋翼i塑
,t|¨蔓曼型。!量
.≯.㈣:熙.
根据上表最终得到9条末端因子,为 员工培训不到位、刀片磨削不锋利、刀门
0.55MP左右波动。结论:要因。 4铜排链与刀辊速比不稳定 切丝宽度是由铜排链的运行速度与刀
O.2l O.16 O.19 O.3 O.19 O.17 0.2 O.16 O.16 O.2 O.16
O.18 O.15 O.21 0.18 O.19 O.19 0.21 0.19 O.16 0.23 0.17 O.18 O.14 O.31
O.17 O.21
0.2 0.21 O.16 O.21 O.18 O.17 0.21 0.19
6刀门间隙不适宜 切丝机刀门间隙会影响切丝厚度, 刀门间隙的标准范围为(下刀门O.03一 O.1mm,上刀门0 6一O.8mm)。 7切前物料水分 自我们新线投产以来,润梗HT在生 产过程中设定的加水量均为O,通过查找 工艺指标,对润梗加水量并没有任何要求, 能够满足生丝的水分要求即可。通过梗加 料后的水分仪我们得出,在润梗工序不加 水的前提下。生丝水分已经能很好的控制
现在我们使用的测量方法是利用千 分尺,由两个不同的检验员采用样本数为 30的重复性测量。计算均值。
虽然现有的测量方法存在一定的偏 差,但是也是行业能认可的测量方式。
经过分析。我们得到2条重要的影响 因素:刀门压力小、送料不均匀。
压力小、送料不均匀、铜排链与刀辊速比 不稳定、刀辊存在串动、切前物料水分、 检验员主管因素影响
201704027东 2017叫028东
12:52 17:OO
提高烘梗丝机出口水分合格率
提高烘梗丝机出口水分合格率前言:许昌卷烟厂8000kg/h制丝线使用的SH812A型烘梗丝机,是昆明船舶集团公司生产的隧道式烘梗丝机,自2001 年安装使用至今,虽然在使用过程中已对其进行了正常合理的保养和维修,但在长时间使用过程中发现:因梗丝加料机没有软水过滤装置、梗丝HT蒸汽含水率高、烘梗丝机热风风门在生产时经常卡死、烘梗丝机槽体无匀料装置致使梗丝铺料不均匀等原因引起烘梗丝机出口水分偏差大,水分不合格的梗丝大量增加,造成后期处理困难产生梗丝浪费。
通过纠正错误的过滤器安装位置、加装冷凝水排放阀泵、修复风门、增加烘梗丝机槽体匀料装置,加装外部手动调节旋钮等改造,经过改造使烘梗丝机出口水分合格率大为提高减少了梗丝浪费。
1 、存在问题:1.1梗丝加料机没有软水过滤装置通过现场观察烘梗丝机来料水分偏差大水分控制困难。
而梗丝加料机正常生产时,当来料水分较小来料流量稳定均匀的情况下,出现加水阀门定位器开度开到最大,而实际加水量仍然达不到要求值的情况,操作工经常因为此手动干预加水过程,使加水控制系统无法处于自动状态。
经分析认为可能由于管路堵塞引起,拆开管路检查发现管路堵塞较严重,当来料需要加水量较小时,被堵塞的管路还能满足工艺要求,当需要的加水量较大时,由于管路狭窄不能满足工艺要求,造成烘梗丝机来料水分偏差大。
1.2梗丝HT蒸汽含水率高生产过程中,加料机控制系统会依据进口和出口水分仪的检测结果以及出口水分工艺要求(工艺标准(37±1)%)向物料喷吹蒸汽,蒸汽中如果冷凝水过多梗丝水分就会有较大的波动,影响烘梗丝机的进口水分,造成烘梗丝机水分调节困难,进而影响烘梗丝机出口水分合格率。
1.3烘梗丝机热风风门卡死在正常维修中发现,热风管道由于长时间处于高温状态,管道容易变形,变形的管道会阻碍热风风门的正常动作,严重时会使热风风门卡死,如果风门动作不到位,自动控制系统就无法稳定有效工作,产品合格率就难以保证。
影响切梗质量的主要因素
影响切梗质量的主要因素【摘要】切梗是卷烟厂的关键工序,对设备和工艺指标的要求相对较高,是影响工厂经济效益的主要因素。
所以说,切梗的质量尤为重要。
下面具体来谈影响切梗丝质量的主要因素。
【关键词】切梗;刀门;制丝工艺;压梗1.主要设备简介(1)切丝机:其主要任务是将经过处理(膨胀、压梗)后的烟梗切成合格的梗丝。
(2)压梗机:将膨胀后的烟梗压制一定厚度,便于切丝机切削,同时保证切出的梗丝状态与烟丝更为接近。
(3)HT(隧道式加湿加湿机):其主要任务是将后的烟梗增温增湿,使烟梗膨胀,有弹性,提高烟梗的耐加工性,保证切削的质量。
2.影响切梗丝质量的主要因素分析2.1切丝机的设备调试状态2.1.1切丝宽度切丝宽度是由刀辊和排链的相对线速度决定的。
目前的切丝机可以通过变频器来控制。
在切丝过程中,切丝宽度一般保持不变。
该型切丝机宽度一般在0.1-0.5mm之间可调。
由于该型切丝机是用电机驱动,变频控制,保证了设定切丝宽度的准确性。
一般来说,切梗丝的宽度设定为0.12-0.16mm,允差为0.03mm。
如果切的太薄,梗丝的造碎会增加,进而影响烘后梗丝的出丝率及填充力,烘后的梗丝出丝率降低,填充力下降。
反之,如果切的太厚,则单位重量的烟梗产出的梗丝数量势必下降,同样会影响切梗丝质量,对后序设备烘干造成负担,烘后梗丝的卷制过程中易出现产量下降的情况,同时还会影响产品的内在质量,改变吃味。
2.1.2刀门压力的影响该型设备利用气动加压的方式,压力可在0-57bar之间调节,一般不提倡在高压力下的工作。
但往往其实际值也受供气压力的影响。
供气压力不应低于4.8mpa,一般不高于6mpa。
刀口压力太高,会将烟梗内的游离水挤出表面,不仅排链容易打滑,而且在刀门口处很容易使烟梗脱出造成切丝质量下降;刀口压力太低,则压不住烟饼,造成烟饼内空洞,切削过程中会有大量梗签梗块的掉落。
2.1.3刀门间隙的影响刀门间隙是指刀片刀口与下门条及左右刀门之间的间隙,一般要求0-0.2mm。
梗丝干燥加工能力的提升
梗丝干燥加工能力的提升摘要随着生产技术的进步,梗丝在烟丝中的使用量也随之增加,由于梗丝掺配比例的增大,造成梗丝处理段与叶丝处理段生产能力不匹配。
针对这一现状,我们结合梗丝生产段设备现状,在保证梗丝质量的前提下,一是在梗丝流化床一区原热交换器基础上并联增加热交换器,提高一区热风温度调节能力;二是对手动温控阀调节改为电气薄膜阀,实现中控远程操作调节热风温度;三是通过试验,降低了切梗丝后梗丝含水率。
通过改进,最终使梗丝生产加工能力由1500kg/h 提高到1850kg/h。
关键词流化床;热风系统;梗丝干燥;加工能力0引言随着卷烟配方的调整和梗丝掺配量的增加,我厂梗丝生产段生产能力与叶丝生产能力出现了不匹配现象,在生产相同条件下,生产过程中叶丝段常因梗丝生产不足,跟不上掺配量而停机等待,从而造成了有效作业率的降低和能源的浪费。
同时由于重新技术改造周期长,难以解决目前存在的问题。
因此,在现有设备条件下,尽快提升梗丝加工能力势在必行。
1 梗丝生产线现状1)制梗丝线设备设计生产能力1500kg/h(标准含水率12%),目前根据工艺技术标准要求,梗丝干燥前流量2000kg/h(含水率36.5%),干燥后梗丝含水率标准要求13.0%,其干燥后梗丝流量达到1460kg/h左右,基本达到了设备设计生产能力1500kg/h的要求;2)目前按A牌号卷烟配方(批投料10000kg)中梗丝掺配的要求,实际生产时每小时叶丝生产需掺配1800kg的梗丝,而梗丝生产量每小时只有1460kg,在两线同时生产时,难以满足叶丝线的生产需要,造成生产过程中叶丝线不得不停机等待梗丝的现象。
2 测试与分析2.1制约梗丝加工能力提升的设备问题1)梗丝干燥设备主要通过流化床底部下方的热风,对湿梗丝进行加热,使梗丝在流化床内流动过程中脱水,通过流化床上方的排潮系统排出水份,最终使高水份的梗丝经脱水达到工艺技术要求的梗丝。
流化床内热风系统分为一、二、三区,一区热风温度为固定设置,最高达到120℃(梗丝脱水主要靠一区热风温度);二区热风温度是自动调控,最高温度100℃(正常生产过程中80℃~90℃),以控制干燥后梗丝水分达到工艺要求;三区热风温度为因定设置,最高温度70℃。
提高梗丝机切丝合格率的研究
收稿 日期: 0 1 1— 7 2 1- 2 1
如 图l 示 , 所 切丝 机启 动后 , 料经具 有调 定流 量 的送 物 料装 置进入 由上 下排链 及机架组 成 的料槽 , 当物 料堆积 高 度超 过调定 的低 位监测 光电管 时 , 上下排链 按所 调定 的速 比输送 物料 。 在上 排链 气缸 的作 用下 , 对物 料施 以持 续 和 恒定 的压力 , 物料逐 步形 成结构 紧密 的“ 使 烟饼 ” 输送至 刀 门处 , 以便 切 丝 。 刀辊 电机按调 定 的转 速通 过 同步齿 形 带 驱 动刀 辊 , 上均 匀配 置 的锋 利刀 片 由电动 或气 动控 制 , 其
闻 。
关键 词: 丝合 格率 ; 门压 力; 门高度; 梗 刀 刀 刀辊转速 中图分类号 T 4 S 3 文献标 识码 B 文章编 号 1 0 — 7 1( 2 2 1 6 0 2 7 7 2 1 )0— — 0 0 3 0 0
梗 丝是卷 烟配方 中重 要 的组分 , 丝质量 直接 影响卷 梗 烟 的外 观质 量 、 官质 量 和消耗 。 感 通过 对切 梗丝 机 刀 门压 力 、 门高度 以及刀棍 转速 等影响切 梗丝 质量 的重要参数 刀
S 34 Q 4 梗丝机 、 振筛 、 填充仪 。
14 试 验 方 法 .
制 订 正 交 试 验 因 素 水 平 表 : 门 压 力 工 作 范 围 为 刀
03 .1—03 MP 、 门高度工 作范 围为 1 0— 10 .4 a 刀 1 4 mm、 刀辊
转速 工作 范 围为4 0 —5 0p ( 表1) 0 2 rm 见 。
2 结 果 与 分 析
由表2 验 数 据分 析 可知 , 响梗 丝合 格 率 因素 的主 试 影 次 顺序 为A C B, > > 即刀 门压力 > 刀辊 转 速> 门高 度。 接 刀 直
提高切梗丝机切梗合格率
提高切梗丝机切梗合格率摘要:现切梗丝机后的梗丝合格率较低,未能达到工艺要求,为提高梗丝质量,摸索影响梗丝厚度的关键因素,对因素进行显著性检验;并对显著性因素回归分析、DOE试验,确定显著性因素的优化参数,并进行改进效果验证,提高梗丝合格率。
关键字:梗丝合格率、回归分析、DOE试验1.背景1.1 现状分析生产稳定后,检验员每天对经切梗丝机后的每个牌号的梗丝进行取样,测试其合格率(甲类梗丝、乙类梗丝厚度中心值分别为0.13mm、0.18mm,双边允差0.03mm,在允差范围内视为合格,否则为不合格)。
现合格率分别为:甲类梗丝93.3%乙类梗丝86.7%,甲类梗丝、乙类梗丝的合格率较低。
1.2 现状调查经对10批梗丝厚度进行正态性分析发现,p=0.094>0.05,梗丝厚度为正态分布,确定了本次课题使用工具,且项目的改进方向是降低均值,减小波动,降低不合格率,提高过程能力。
2.原因分析通过对潜在原因探索,确定潜在因素:刀辊转速、贮梗时间、定量带频率、切丝厚度(切梗丝机操作屏设定的切丝厚度)。
并对上述四项因素均进行单因子方差分析,判断其对梗丝厚度的影响程度。
甲类、乙类梗P值均小于0.05,刀辊转速对梗丝厚度影响显著。
同理,甲类、乙类梗607定量带频率P值为0.001,甲类、乙类梗切丝厚度P值分别为0.005、0.032,均小于0.05,对梗丝厚度影响显著。
梗柜用于存贮浸润后的烟梗,贮梗时间是贮梗过程中的主要参数。
通过调整水洗梗加水量控制烟梗水分,由于烟梗贮梗时间的变化(4-24h),随着时间推移,烟梗水分受环境温湿度影响发生变化,导致切梗水分超标。
为了找到切梗水分、加水量与贮梗时间的关系,我们抽取33批次乙类梗进行广义回归分析试验。
回归方程结果:切梗水分=31.456+0.038贮梗时间-0.0124加水量同理,甲类梗丝切梗水分=32.7534+0.0465423贮梗时间-0.1843536加水量3.改进措施3.1烟梗贮梗时间变化大将切梗水分30%,梗柜压柜时间4-24h分别带入甲程,获得压柜时间与加水量的对应表。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
现场调查 现场调查 现场调查 现场调查 现场调查
2013.6.3 2013.6.7 2013.6.13 2013.6.19 2013.6.22
梗出柜无流量均衡 调查梗出柜断料、堵料情况 装置 烟梗浸透不均 统计二次贮梗后烟梗水分极 差
切梗丝机磨刀参数 调查切梗丝机磨刀参数是否 改变参数后切梗丝合格率发生 设置不合理 影响切梗丝合格率 变化
批次号 2013020410602 2013020410607 2013020510601 合格率 28% 24% 65% 批次号 2013021210601 2013021210602 2013021310601 合格率 26% 29% 36%
2013020510602
2013020610601 2013020610602 2013020710601 2013020710602 2013020810601 2013020810602 2013020910601 2013020910602 2013021010601 2013021010602 2013021110601 2013021110602
一、选择课题
2.选题理由
工艺 要求
《黄金叶(硬帝豪)制丝工艺技术控制要求》中规定: 切梗丝机切丝合格率应≥65%
小组查阅了我厂2013年1-3月份《在线质量保障能力评测报告》中对切梗丝 合格率的检测结果,目前切梗丝合格率平均仅为 43.4% ,远低于工艺标准。
2013年1—3月份切梗丝合格率统计表 时间
切梗丝合格率对比统计表
切梗丝合格率 排链倒退批次
39.6%
切梗丝合格率对比柱状图
排链未倒退批次
55%
制图、表人:张笛
时间:2013月5月23日
由图表可以看出,在生产中,排链倒退批次的切梗丝合格率明显 低于排链未倒退批次。
要因
五、要因确认
确认四
切梗丝机铜排链凹槽堵塞
时间:2013年5月25日-6月3日 检验人: 彭慧 陈金才 验证方法: 现场调查 标准: 铜排链凹槽堵塞次数为0
五、要因确认
确认二
刀门间隙不符合要求 检验人:陈金才、张笛 时间: 2013年5月10日-18日 验证方法:现场调查 标准:刀门间隙在标准范围内(下刀门0.03—0.1mm,上刀0.6—0.8mm)
刀门间隙统计表
下刀门间隙折线图
上刀门间隙折线图
上下间隙 均在标准 范围内!
制图、表人:张笛
时间:2013月5月20日
小组对切梗丝机铜排链清洁情况进行了统计。
切梗丝机铜排链清洁情况统计
排链 堵塞 次数 为0
制表人:张笛
时间:2013月6月5日
由调查结果可知,切梗丝机铜排链每天清理落实到位,铜排链清洁无堵 塞,对生产影响较小。
2013010610601
2013010610602 2013010710601 2013010710602 2013010810601 2013010810602 2013010910601 2013010910602 2013011010601 2013011010602 2013011110601 2013011110602
压缩空气不达标 调查压缩空气压力值是否满 足生产需求 压缩空气压力值≥0.55Mpa 合计量具方差贡献率<1%,%研 究变异<10%,可区分的类别数 ≥10
王红超 李朝阳
张笛
9
梗丝合格率测量系 统存在误差
对当前测量系统进行MAS分 析
统计分析
马媛媛 张笛
2013.6.25
制表人:张笛
时间:2013月5月1日
五、要因确认
确认一
维修点检制度执行不到位
完成时间: 2013.5.5 检验人:彭慧 验证方法: 查阅记录 标准:点检完成率100%
小组成员对4月份设备维修点检记录进行了查阅 。
设备维修点检记录表
制表人:张笛
时间:2013月5月8日
查阅结果显示,维修工的设备点检到位,点检验收执行率达100%。
非要因
提高切梗丝机切丝合格率
现场型 学历
性别 男 女 男 女 男 男 男 男 女
职称 工龄 组内分工 研究生 12 高级工 组长 本科 10 高级工 副组长 本科 18 技师 组员 研究生 3 助工 组员 高中 26 高级工 组员 大专 13 高级工 组员 本科 20 工程师 组员 本科 30 经济师 顾问 本科 11 助工 组员 2013年4月—2014年2月 每月活动出勤率达到98%,活动有分析、有措施、有记录。 2 次/ 月 小组成员学习培训达48小时以上,所有成员均已取证。
由图表看出,测试批次的刀门间隙均在标准范围内,不会对切 梗丝合格率造成影响。
非要因
五、要因确认
确认三
切梗丝机料位探测精度不够 检验人: 王红超 李朝阳 时间: 2013年5月20日-22日 验证方法:现场调查 标准: 排链倒退次数≤3次/批
当料位探测精度不够时容易造成切梗丝机排链频繁倒退。小组对排链倒退次数进行了统计。
2013030710602
2013030810601 2013030810602 2013030910601 2013030910602 2013031010601 2013031010602 2013031110601 2013031110602
41%
36% 49% 45% 68% 29% 35% 60% 56%
28%
24% 23% 31% 25% 61% 66% 45% 38% 49% 30% 29%
2013011410601
2013011410602 2013011510601 2013011510602 2013011610601 2013011610602 2013011710601 2013011710602 2013011810601 2013011810602
工艺要求
拉高坐标,缩小差距。按 照工艺要求我厂提出:切梗丝
ห้องสมุดไป่ตู้
机切梗丝合格率≥65%
节能降耗 人员素质
小组成员技师、高级工占总 人数的67%,具有全面、强大的 管理经验和解决问题的能力。 制丝车间以“135”发展战 略为指引,紧密围绕“一流的 成本控制”,着手于降低制丝 成本。
目标一定可以实现!
四、原因分析
王红超 彭慧 周历程 可行性分析 王红超 李长进 李朝阳 彭慧
张笛 陈金才 王红超 彭慧 张红军 陈金才
李朝阳 张笛 马媛媛 彭慧 王红超 李长进
制表人:王红超 时间:2013月4月6日
二、目标确定
确定课题之后,小组根据工艺要求,将活动目标确定为:
“切梗丝机切丝合格率≥65%”
三、可行性分析
可行性分析1:历史水平
三、可行性分析
1-3月份切梗丝机切丝合格率折线图
制图人:彭惠 时间:2013月4月25日
从图、表中可以看出,在统计的90个批次中,有10批切梗丝合格率 超过了目标值65%,最高达到了76%,说明我们的设备有充足的能力完成 目标。
三、可行性分析
可行性分析2:
水平对比
我们对三家先进同行(上海卷烟 厂、昆明卷烟厂、长沙卷烟厂) 的切梗丝合格率进行了调查,先 进同行的切梗丝合格率分别为 88%、82%和76%,均高于65%
2
刀门间隙不合要求
对刀门间隙进行测试
现场调查
陈金才 张笛
2013.5.18
3
切梗丝机料位探测 无法数据化
切梗丝机铜排链凹 槽堵塞
切梗丝机排练倒退次数
现场调查
王红超 李朝阳
彭慧 陈金才 彭慧 张笛
2013.5.22
4 5 6 7 8
调查铜排链清洁度
铜排链凹槽堵塞次数为0 断料、堵料次数为0 二次储梗后水分极差≤2.0
确定目标后,小组从人、机、料、法、环、测六个方面寻找问题的根本原因,经过分析讨论,我 们共找出9项末端因素。
制图人:彭惠
时间:2013月4月28日
五、要因确认
根据找到的末端因素,小组制定了要因确认计划表,并对各因素展开逐一确认。
要因确认计划表
序号 1 末端因素 维修点检制度执行 不到位 确认内容 点检制度执行情况 确认标准 点检执行率应达100% 刀门间隙在标准范围内(下刀 门0.03—0.1mm,上刀0.6— 0.8mm) 排链倒退次数≤3次/批 确认方法 查阅记录 负责人 彭慧 完成时间 2013.5.5
一、选择课题
1.小组简介
小组名称 许昌卷烟厂制丝车间探索小组 小组注册号 本次课题注册号 成立时间 2003年1月 2003—01—02 2013—01—02 课题名称 课题类型 姓名 王红超 彭惠 李朝阳 张笛 陈金才 张红军 李长进 周历程 马媛媛 活动时间 小组活动情况 活动(频)次数 TQM教育情况 小组成员 TQM取证情况
26%
70% 59% 48% 58% 66% 51% 59% 62% 58%
制图表人:彭惠 时间:2013月4月25日
注:根据《黄金叶(硬帝豪)制丝工艺技术控 制要求》规定,切梗丝合格率指标仅考核切梗 丝厚度一项,因此我们仅调查切梗丝厚度的完 成情况。
平均
45.32%
三、可行性分析
2013年2月切梗丝合格率统计表、折线图
车间 现状
合格率
1月 45.32%
2月 42.25%
3月 42.66%
平均
43.4%
2013年1—3月份切梗丝合格率柱状图
制图表人:张笛 时间:2013月4月5日
确定 课题
提高切梗丝机切丝合格率
一、选择课题
3.小组活动推进计划表
为了使活动有序顺利进行,小组成员制定了活动推进计划表,并绘制如下甘特图:
小组对1-3月份切梗丝合格率进行了调查。
2013年1月切梗丝合格率统计表、折线图