硬质合金刀片牌号大全和型号的识别说明
硬质合金切削刀片牌号性能及用途
硬质合金切削刀片牌号性能及用途介绍YG3X:在钨钴合金中耐磨性最好,但冲击韧性较差,适于铸铁、有色金属及合金、淬火钢、合金钢小切屑断面高速精加工;YG6:耐磨性较高,但低于YG3,抗冲击和震动比YG3X为好,适于铸铁、有色金属及合金、非金属材料中等切削速度的半精加工和精加工;YG6X:属细颗粒碳化钨合金,其耐磨性较YG6高,使用强度近于YG6合金,适于加工冷硬合金铸铁与耐热合金钢,也适于普通铸铁的精加工;YG8:使用强度高,抗冲击、抗震性较YG6好,但耐磨性和允许的切削速度较低,适于铸铁、有色金属及合金、非金属材料低速粗加工;YT5:在钨钴钛合金中,强度、抗冲击性及抗震性最好,但耐磨性较差,适于碳素钢与合金钢(包括钢锻件、冲压件、铸铁表皮)间断切削时的粗车、粗刨、半精刨;YT14:使用强度高,抗冲击和抗震性好,仅次于YT5合金,但耐磨性较YT5为好,适用于碳素钢与合金钢连续切削时的粗车、粗铣,间断切削时的半精车和精车;YT15:耐磨性优于YT5合金,但抗冲击韧性较YT5差。
适于钢、铸钢、合金钢中切屑断面的半精加工或小切屑面的精加工;YT30:耐磨性和允许的切削速度较YT15高,但使用强度、抗冲击韧性较差。
适用于碳素钢与合金钢的精加工,如小断面的精车、精镗、精扩等;YW2A:红硬性较好,使用强度高,能承受较大的冲击负荷,是通用性较好的合金,适于耐热钢、高锰钢、不锈钢及高级合金钢等难加工钢材的粗加工、半精加工,也适于铸铁;YW1:红硬性较好,能承受一定的冲击负荷,是通用性较好的合金。
适于耐热钢、高锰钢、不锈钢等难加工钢材的加工,也适于普通钢和铸铁的加工;YW2:耐磨性仅次于YW1,但其使用强度较高,能承受较大的冲击负荷。
适于耐热钢、高锰钢、不锈钢及高级合金钢等粗加工、半精加工,也适于普通钢和铸铁;CP20:韧性好,具有很高的抗热震裂和抗塑性变形能力。
适合于铣削合金结构钢、合金工具钢,也适合于高锰钢、不锈钢的加工;CP25:韧性好,适用于碳钢、铸钢、锰钢、高强钢及各种合金钢的粗车、铣削、刨削和深孔加工,同时也是制作深孔加工导料块的理想材料;CP30:红硬性好,并且有良好的抗冲击及抗热震性和高的使用强度,是通用性良好的牌号。
硬质合金牌号性能用途大全
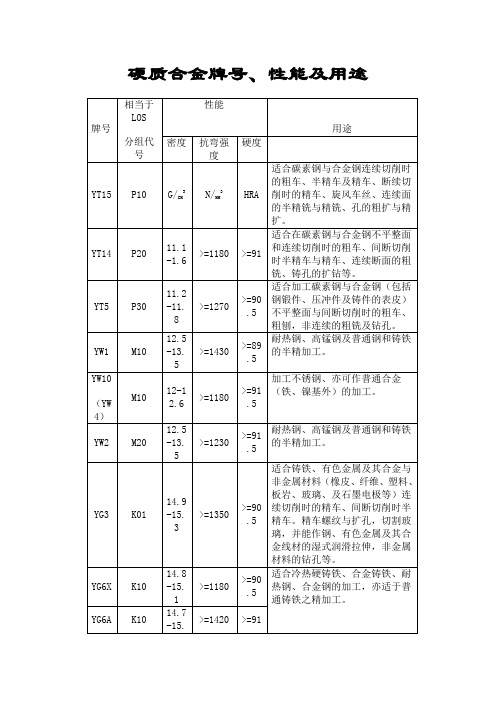
K15
K20
制造厂家和商标
中国统一牌号
YT15 YT14
YG6A
YT5 YW1 YW2
YG6
YG6X
YG6 YG8N
中国株洲硬质合金厂 (钻石)
YC10 CN15* YB01* YB02* YB03* YB425* YB120*
YC20.1 CN25* YB01* YB02* YB03* YB435* YB425* YB120*
>=91
1
14.7 YG6 K20 -15.
1
14.5 YG8N K20-K30 -14.
9
14.6 YG8 K20-K30 -14.
9
14.5 YG8C K30 -14.
9
YG11 C
K40
14.0 -14.
4
14.3
YD02 K30 -14.
7
14.2
YD03 K40 -14.
6
YD32
K40
TH10 G1F T821* T801* T811* T802* T823* T803* T813* T530* T221* T370*
T811* T802* T823* T803* T813* T530* T221* T370*
G2 G2F T802* T823* T803* T813* T530* T221* T370*
14-1 4.4
13.9 YG15 K40 -14.
1
>=1370
>=1520
>=1670
>=1670 >=1815 >=2060 >=2060 >=2060 >=2020
>=91 .5
硬质合金及切削刀片的牌号和型号的解释
硬质合金及切削刀片的牌号和型号的解释一、硬质合金牌号的表示方法:如:Y G6 XY-表示硬质合金: Y-“硬”的汉语拼音第一个字母硬质合金成份特性:G6-钨钴合金及钴含量 T14-钨钴钛合金及钛含量W1-钨钴钛钽合金 N10-钨钴镍钼合金附加字母分别表示:X-细颗粒 C-粗颗粒 N-加铌元素 A-加钽元素如:Y D 20Y-表示硬质合金:Y-“硬”的汉语拼音第一个字母C-长切屑用硬质合金D-短切悄用硬质合金20-分组号二、切削刀片型号的表示方法:如:A 1 25 A Z刀片类别:A-内外圆车刀、镗刀 B-成型刀 C-螺纹刀、切断刀 D-铣刀、浮动镗刀 E-钻头、铰刀 F-耐磨件表示同类别中不同型式的表示1-表示1型2-表示2型表示主要尺寸(L、B或D) 20-表示20毫米06-表示6毫米附加字母分别表示:A、B、C表示主要尺寸相当时,其它尺寸有差异的型号代号Z-左刀B、 A-内外圆车刀、镗刀A1型制造外圆车刀、镗刀和切槽刀A2型制造镗刀和端面车刀A3型制造端面车刀和外圆车刀A4型制造外圆车刀、镗刀和端面车刀A5型制造直头外圆车刀、通孔镗刀及装配式端铣刀A6型制造镗刀、外圆车刀B-成型刀B1型制造成型车刀、燕尾槽刨刀和燕尾槽铣刀B2型制造凹圆弧成型车刀和轮缘车刀B3型制造凸圆弧成型车刀B4型制造凹圆弧成型车刀和轮缘车刀C-螺纹刀、切断刀C1型制造螺纹车刀及外圆精车刀C2型制造精车刀及梯形螺纹车刀C3型制造切断刀及切槽刀C4型制造三角皮带轮切槽刀D-铣刀、浮动镗刀D1型制造外圆车刀、镗刀和端面铣刀D2型制造三面刃铣刀、T型槽铣刀和浮动镗刀E-钻头、铰刀E1型制造非金属和金属直槽钻头E2型制造麻花钻头和直槽钻头E3型制造键槽铣刀、端铣刀及深孔扩孔钻E4型制造扩孔钻E5型制造手动铰刀及机动铰刀F-耐磨件F1型制造车床和外圆磨床顶尖F2型制造深孔钻头的导向块F3型制造可卸镗刀耐磨零件。
硬质合金数控刀片型号的具体含义
硬质合金数控刀片型号的具体含义硬质合金数控刀片型号的具体含义可转位刀片标准1.GB2079-87(代替GB2079-80)无孔的硬质合金可转位刀片:此标准等采用国际标准ISO0883-1995。
标准中规定了TNUN、TNGN、TPUN、TPGN、SNUN、SNGN、SPUN、SPGN、TPUR、TPMR、SPUR、SPMR共12种类型刀片的系列尺寸。
2.GB2077-87(代替GB2077-80)硬质合金可转位刀片圆角半径:此标准等效采用国际标准ISO3286-1976。
标准规定刀尖圆角半径r的尺寸系列为0.2、0.4、0.8、1.6、2.0、2.4、3.2mm。
3.GB2078-78(代替GB2078-80)带圆孔的硬质合金可转位刀片:此标准等效采用国际标准ISO3364-1985。
标准中规定了TNUM、TNMM、TNUG、TNMG、TNUA、TNMA、ENUM、FNMM、WNUM、SNUM、SNMM、SNUG、SNMG、SNUA、SNMA、CNUM、CNMM、CNUG、CNMG、CNUA、CNMA、DNUM、DNMM、DNUG、DNMG、DNUA、DNMA、VNUM、VNMM、VNUG、VNMG、VNUA、VNMA、RNUM、RNMM共36种类型的带圆孔硬质合金刀片尺寸系列。
4.GB2081-87(代替GB2081-80)硬质合金可转位铣刀片:此标准等效采用国际标准ISO3365-1985。
此标准规定了SNAN、SNCN、SNKN、SPAN、SPCN、SPKN、SECN、TPAN、TPCN、TPKN、TECN、FPCN、LPEX共13种类型的可转位铣刀片系列尺寸。
5.GB2080-87(代替GB2080-80)沉孔硬质合金可转位刀片:此标准等效采用国际标准ISO6987/1-1993。
标准中规定了TCMW、TCMT、WCMW、WCMT、SCMW、SCMT、CCMW、CCMT、DCMW、DCMT、RCMW、RCMT共12种类型的沉孔硬质合金可转位刀片系列尺寸。
硬质合金刀具的型号、分类、用途
硬质合金刀具的型号、分类、用途型号1、整体硬质合金刀具类,包含麻花钻,铣刀,铰刀,镗刀,铣刀片,球头铣刀,锯片铣刀,锥度铣刀,光面塞规,圆棒及阶梯钻。
2、镶合金刀具类,包含铰刀、螺旋立铣刀,钻扩成型刀,汽车轮毂刀,三面刃,T型铣刀和各种成型刀。
3、可转位刀具类,包括硬质合金可转位立铣刀,可转位面铣刀,可转位燕尾铣刀和可转位三面刃。
4、高速钢刀具类,包括高速钢成型铣刀,左旋钻,球面铣刀,钴高速钢刀具及各种非标成型高速钢刀具。
5、行业专用刀具类,包含汽车行业专用刀、动员机行业专用刀、缝纫机行业专用刀、模具行业专用刀、纺机业专用刀和印制线路板行业专用刀。
硬质合金分类与用途-硬质合金分类及用途,直到国家标准正式发布之前,国内相关书本、杂志、资料中表述没有严格规范,通常按合金成份进行分类,用途表述则比较分散。
分类碳化钨基硬质合金:包括WC—Co、WC—TaC—Co、WC—TiC—Co、WC—TiC—TaC —Co、WC—Ti—TaC—NbC—Co等合金,这些合金均以碳化钨为主成份。
碳化钛基或碳氮化钛基硬质合金:通常以TiC或Ti(C、N)为基础成份,以Ni—Mo作粘结剂而组成的一种硬质合金。
这类硬质合金近几年又有许多新的进展,如含Ta、W等重金属元素的多元复式碳化物固溶体加入研制高性能Ti(C、N)基金属陶瓷等。
碳化铬基硬质合金:以Cr3C2为基,以Ni或Ni—W等作粘结剂而组成的硬质合金,通常用来作耐磨耐腐蚀零件,近几年还大量用于装饰品部件如表链等。
钢结硬质合金:以TiC或 WC为基,钢作粘结剂而组成的一种硬质合金,是一种可进行机加工和热处理的合金,是介于传统硬质合金与合金钢之间的一种工程材料。
涂层硬质合金:通常指在韧性的碳化钨基硬质合金基体上通过化学气相沉积或物理涂层方法,涂上几微米厚的TiC、TiN、Ti(C、N)、Al2O3之类的硬质化合物而生产的。
用途硬质合金具有一系列优良性能,用途十分广泛,随着时间推移用途还在不断扩大,主要用途分述如下:切削工具:硬质合金可用作各种各样的切削工具。
硬质合金牌号的表示方法
硬质合金牌号的表示方法:钨钢刀粒2011-04-08 13:43:30 阅读35 评论0 字号:大中小订阅1、硬质合金牌号的表示方法:Y G6 XY表示硬质合金:Y-“硬”的汉语拼音第一个字母G6表示硬质合金成份特性:G6-钨钴合金及钴含量T14-钨钴钛合金及钛含量W1-钨钴钛钽合金N10-钨钴镍钼合金X附加字母分别表示:X-细颗粒C-粗颗粒N-加铌元素A-加钽元素Y D 20Y表示硬质合金:Y-“硬”的汉语拼音第一个字母DC-长切屑用硬质合金D-短切悄用硬质合金20-分组号2、切削刀片型号的表示方法:A 1 25 A ZA表示刀片类别:A-内外圆车刀、镗刀B-成型刀C-螺纹刀、切断刀D-铣刀、浮动镗刀E-钻头、铰刀F-耐磨件1表示同类别中不同型式的表示1-表示1型2-表示2型25表示主要尺寸(L、B或D)20-表示20毫米06-表示6毫米A附加字母分别表示:A、B、C表示主要尺寸相当时,其它尺寸有差异的型号代号ZZ-左刀A-内外圆车刀、镗刀A1型制造外圆车刀、镗刀和切槽刀A2型制造镗刀和端面车刀A3型制造端面车刀和外圆车刀A4型制造外圆车刀、镗刀和端面车刀A5型制造直头外圆车刀、通孔镗刀及装配式端铣刀A6型制造镗刀、外圆车刀B-成型刀B1型制造成型车刀、燕尾槽刨刀和燕尾槽铣刀B2型制造凹圆弧成型车刀和轮缘车刀B3型制造凸圆弧成型车刀B4型制造凹圆弧成型车刀和轮缘车刀C-螺纹刀、切断刀C1型制造螺纹车刀及外圆精车刀C2型制造精车刀及梯形螺纹车刀C3型制造切断刀及切槽刀C4型制造三角皮带轮切槽刀D-铣刀、浮动镗刀D1型制造外圆车刀、镗刀和端面铣刀D2型制造三面刃铣刀、T型槽铣刀和浮动镗刀E-钻头、铰刀E1型制造非金属和金属直槽钻头E2型制造麻花钻头和直槽钻头E3型制造键槽铣刀、端铣刀及深孔扩孔钻E4型制造扩孔钻E5型制造手动铰刀及机动铰刀F-耐磨件F1型制造车床和外圆磨床顶尖F2型制造深孔钻头的导向块F3型制造可卸镗刀耐磨零件。
硬质合金铣刀种类详解
硬质合金铣刀种类详解
硬质合金铣刀的性能及应用:具有高硬度,高耐磨性,高的红硬性,高的热稳定性和抗氧化性。
适用于各种高速切削刀具,各种高温下工作的耐磨件,如热拉丝模等。
1、钨钴类硬质合金铣刀—由钴Co和碳化钨WC压制烧结而成
牌号:YG+Co的百分含量,如:YG3、YG6、YG8。
Co的含量越高,其韧性越好。
性能特点—高硬度,高耐磨性,高的红硬性,韧性较好.
用途—制作切削铸铁,有色金属和非金属材料等脆性材料的刀具。
如:YG8刀具适合粗加工铸铁,YG3适合精加工铸铁,YG6适合半精加工铸铁。
2、钨钛钴类硬质合金铣刀—由钴Co和碳化钨WC+TiC压制烧结而成
牌号:YT+TiC的百分含量,如:YT5,YT15,YYT30.TiC含量越高,其韧性越好。
性能特点—硬度和红硬性高于YG类,韧性,强度略低于YG类。
用途—制作切削各种钢的刀具。
如:YT5刀具适合粗加工钢,YT15适合精加工钢,YT适合半精加工钢。
3、钨钛钽钴类硬质合金铣刀—由钴Co+WC+TiC+TaC压制烧结而成
牌号:YW 如:YW1 和 YW2
性能特点—兼具YG、YT优点,又称通用硬质合金及万能硬质合金。
用途:制作切削耐热钢及合金等难加工材料的刀具。
硬质合金数控刀片型号的具体含义
硬质合金数控刀片型号的具体含义硬质合金数控刀片型号的具体含义可转位刀片标准1.GB2079-87(代替GB2079-80)无孔的硬质合金可转位刀片:此标准等采用国际标准ISO0883-1995。
标准中规定了TNUN、TNGN、TPUN、TPGN、SNUN、SNGN、SPUN、SPGN、TPUR、TPMR、SPUR、SPMR共12种类型刀片的系列尺寸。
2.GB2077-87(代替GB2077-80)硬质合金可转位刀片圆角半径:此标准等效采用国际标准ISO3286-1976。
标准规定刀尖圆角半径r的尺寸系列为0.2、0.4、0.8、1.6、2.0、2.4、3.2mm。
3.GB2078-78(代替GB2078-80)带圆孔的硬质合金可转位刀片:此标准等效采用国际标准ISO3364-1985。
标准中规定了TNUM、TNMM、TNUG、TNMG、TNUA、TNMA、ENUM、FNMM、WNUM、SNUM、SNMM、SNUG、SNMG、SNUA、SNMA、CNUM、CNMM、CNUG、CNMG、CNUA、CNMA、DNUM、DNMM、DNUG、DNMG、DNUA、DNMA、VNUM、VNMM、VNUG、VNMG、VNUA、VNMA、RNUM、RNMM共36种类型的带圆孔硬质合金刀片尺寸系列。
4.GB2081-87(代替GB2081-80)硬质合金可转位铣刀片:此标准等效采用国际标准ISO3365-1985。
此标准规定了SNAN、SNCN、SNKN、SPAN、SPCN、SPKN、SECN、TPAN、TPCN、TPKN、TECN、FPCN、LPEX共13种类型的可转位铣刀片系列尺寸。
5.GB2080-87(代替GB2080-80)沉孔硬质合金可转位刀片:此标准等效采用国际标准ISO6987/1-1993。
标准中规定了TCMW、TCMT、WCMW、WCMT、SCMW、SCMT、CCMW、CCMT、DCMW、DCMT、RCMW、RCMT共12种类型的沉孔硬质合金可转位刀片系列尺寸。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
硬质合金刀片牌号大全和型号的识别说明
内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!
更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.
按晶粒大小区分,可分为普通硬质合金、细晶粒硬质合金和亚细、超细晶粒硬质合金,新推出的双晶硬质合金。
型号厂家不同型号不同。
硬质合金刀片,是由硬质合金制成,硬质合金是由难熔金属的硬质化合物和粘结金属通过粉末冶金工艺制成的一种合金材料。
硬质合金刀具型号:
1、整体硬质合金刀具类,包含麻花钻,铣刀,铰刀,镗刀,铣刀片,球头铣刀,锯片铣刀,锥度铣刀,光面塞规,圆棒及阶梯钻。
2、镶合金刀具类,包含铰刀、螺旋立铣刀,钻扩成型刀,汽车轮毂刀,三面刃,T型铣刀和各种成型刀。
3、可转位刀具类,包括硬质合金可转位立铣刀,可转位面铣刀,可转位燕尾铣刀和可转位三面刃。
4、高速钢刀具类,包括高速钢成型铣刀,左旋钻,球面铣刀,钴高速钢刀具及各种非标成型高速钢刀具。
5、行业专用刀具类,包含汽车行业专用刀、动员机行业专用刀、缝纫机行业专用刀、模具行业专用刀、纺机业专用刀和印制线路板行业专用刀。
硬质合金车刀是以硬质合金刀片与碳钢材料刀杆焊接而成,具有较高的硬度、耐磨性与耐热性,
硬质合金刀片是用高耐磨和高耐热的WC(碳化钨)、TiC(碳化钛)、TaC(碳化钽)和Co(钴)粉末经高温烧结而成,常用的硬质合金刀片有以下几类:
1)钨钴(WC+Co)类刀片
钨钴类刀片,国内标称YG类,对应的国际标称K类,此类合金刀片用于加工产生短切屑的黑色金属、有色金属及非金属材料,如铸铁、铝合金、铜合金、塑料、硬胶木等。
常用的牌号有YG3、YG6、YG8等,
2)钨钛钴(WC+TiC+Co)类刀片
钨钛钴类刀片,国内标称YT类,对应的国际标称P类此类合金刀片用于加工产生长切屑的金属材料,如钢、铸钢、可锻铸铁、不锈钢、耐热钢等。
常用牌号有YT5、YT15、YT30等
3)钨钛钽钴(WC+TiC+TaC+co)类刀片
钨钛钽钴类刀片,国标YW类,对应国际标称M类,此类合金刀片用于加工产生长切屑和短切屑的黑色金属或有色金属,如钢、铸钢、奥氏体不锈钢、耐热钢、可锻铸铁、合金铸铁等。
温州鑫隆车刀官网上复制过来的,哈哈!
3、金钢石(PCD)车刀
金钢石车刀主要加工铜、铝、锌、合金及塑料、橡胶、胶木等要求具有高光洁度的有色金属和非金属材料。
金钢石车刀具有高光洁性与高耐磨性。
、
4、立方氮化硼(PCBN)
立方氮化硼车刀主要加工淬火钢、铁基粉末冶金等具有高硬度的黑色金属。
此车刀的特点是具有高硬度与高耐磨性能。
5、数控车刀(可转位车刀)
数控车刀主要是用于数控机床上的一类车刀,它是由数控刀片与刀杆经螺丝等器件装夹而成的车刀,此类车刀的最大特点是校车方便,刀片可互换性
内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!
更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.。