模架设计02775
sw冲压模具第二讲—模架的设计
sw冲压模具第二讲—模架的设计冲压模具的模架是模具的骨架,承载和支撑模具的各个零部件,起到固定模具结构、调整模具间隙、保证模具运行精度和稳定性的作用。
模架设计的合理与否直接影响模具的使用寿命、产品质量和生产效率。
下面将从模架的结构、材料和设计方法等方面进行详细介绍。
一、模架的结构1.主板:主板是模架最重要的零部件之一,又称为基板。
主板是冲压模具的支撑部件,将各个零部件连接起来形成一个整体。
主板的平面度和精度直接影响冲压件的质量和精度。
2.侧板:侧板是模架的侧面零部件,起到固定模架结构和冲压模具零部件的作用。
侧板要保证足够的刚度和强度,以抵抗来自冲压过程中的各种力。
3.斜支撑杆:斜支撑杆是模架的支撑部件,通过支撑和加固模架的各个零部件,使其保持稳定。
斜支撑杆一般设置在模架的四角,角度一般为30°~45°。
4.弯曲杆和中空杆:弯曲杆和中空杆一般用于冲压模具的大模架和多级冲压模具,通过弯曲和弯曲杆和中空杆的加固,能够提高整个模架的刚度和稳定性。
5.模架底座:模架底座是模架的底部支撑零部件,可以固定模架和与冲床连接,起到支撑作用,保证模架的稳定。
二、模架的材料模架的材料应具有良好的刚度、强度和耐磨性。
常用的模架材料包括高强度合金钢、优质碳素结构钢和工具钢等。
1.高强度合金钢:高强度合金钢具有较高的硬度和强度,适用于制作复杂的大型冲压模具,具有较好的耐磨性和长寿命。
2.优质碳素结构钢:优质碳素结构钢具有较高的强度和良好的塑性,适用于制作一般冲压模具。
3.工具钢:工具钢具有较高的硬度和热处理性能,适用于制作高要求的冷冲压模具和热冲压模具。
三、模架的设计方法1.结构设计:模架的结构设计需要满足冲压件的要求,包括尺寸精度、形状精度和表面质量等。
需要考虑冲压件的压力、速度和角度等因素,以确定模架的结构布局、横向和纵向的支撑方式等。
2.强度设计:模架在使用过程中需要承受来自冲压过程中的各种力,因此需要保证模架具有足够的刚度和强度。
冲压模具模架设计重点

-远新在线网络培训基地创建-分享更接近实际工作的培训课程冲压模具,是在冷冲压加工中,将材料(金属或非金属)加工成零件(或半成品)的一种特殊工艺装备,称为冷冲压模具(俗称冷冲模)。
冲压,是在室温下,利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法,而冲压模具设计是指冷冲压模具设计的过程。
模架模架是模冲压模具的半制成品,由各种不同的钢板配合零件设计组成,是整套模具的骨架。
由于模架及模具所涉及的加工有很大差异,冲压模具设计制造商会选择向模架设计制造商订购模架,利用双方的生产优势,以提高整体生产质量及效率。
标准冲压模具模架由四个部分组成:上模座,下模座,导柱导套和模柄。
模座固定冲压模具定模的座板,模具设计时常用标准件,材料铸铁HT25-47,A3,A5并要求有足够的和刚度。
模座设计值1)图形,直径比凹模外长大30~70MM。
2)矩形,长度方向比凹模长度大40~70MM。
宽度与凹模相同或稍大,还需为导柱导套留出足够的安装位置。
3)采用模柄的上模座,固为不用留出安装压板的凸台,其外形还可相对缩小。
模座厚度设计模座:Hs=Hx=(1~1.5)Ha,其中Hs--上模座厚度,Hx--下模座厚度,Ha--凹模厚度,上模座厚度可比下模座稍薄导柱导套设计冲压模具动模定模运动的导轨,互相配合使用,常用20号钢参碳锋火。
HRC58~62 渗碳层0.8~1.2MM。
导柱怀导套的配合间隙大小,由凸凹模之间的精度确定。
1)t<0.4MM 间隙小於凸凹模之间的精度确定2)t=0.4~0.8MM 按H>/hb配制3)t<0.8MM 按H>/hb配制与上下模极按H>/rb配合冲压模具模柄设计模柄是中小型级进模模架上一个不可少的零件,通过它使上模部分迅速找正位置,直接与压力机滑块连接固定在一起,以实现冲压的往复运动。
模柄的直径d和长度H应与所选用冲床的安装模柄孔直径相配常用A3材料,或45,A5钢。
模具设计 模架介绍

模具设计-模架介绍1. 引言在模具设计中,模架作为模具的支撑结构,起到固定模具零部件的作用。
模架的设计质量直接影响着模具的性能和使用寿命。
本文将介绍模架的定义、分类、设计原则和常见材料等内容,以帮助读者更好地理解和应用模架设计。
2. 模架定义模架是模具的支撑结构,包括模架板和模架柱两部分。
模架板一般由钢板或铸铁制成,用于固定模具的零部件;模架柱则用来支撑和固定模架板。
模架的主要功能是承受模具零部件的压力,为模具提供稳定的支撑。
根据不同的应用场景和结构特点,模架可以分为以下几种类型:3.1 单层模架单层模架是最基本的模架形式,由一块模架板和若干根模架柱构成。
它适用于一些结构简单且要求不高的模具,成本较低。
然而,单层模架不适合承受较大的压力,对于一些复杂的模具来说可能会不够稳定。
3.2 分层模架分层模架相对于单层模架来说,多了一层模架板和中间支撑柱。
分层模架的结构更加稳定,可以承受更大的压力。
它适用于一些复杂的模具,如多腔模具和多层结构模具。
拉杆模架是一种特殊的模架结构,它使用拉杆代替模架柱,提高了支撑的稳定性。
拉杆模架适用于承受大的压力和冲击的模具,如冲压模具和注塑模具。
4. 模架设计原则在进行模架设计时,需要遵循以下原则:4.1 强度和刚度要求模架应具备足够的强度和刚度,能够承受模具零部件的压力和重量。
同时,模架还要保持稳定,不产生明显的变形,以确保模具的精度。
4.2 可调性和可拆卸性模架的设计应该考虑到模具零部件的可调性和可拆卸性。
模架板和支撑柱应该能够进行调整,以适应不同尺寸和形状的模具。
此外,模架还应容易拆卸,以便于修理和更换模具零部件。
4.3 实用性和经济性模架的设计应该尽量简洁实用,不做过度的加工和装饰。
同时,要充分考虑到材料成本和加工成本,追求经济性。
5. 模架常用材料常用的模架材料包括钢板、铸铁和铝合金等。
选择合适的材料取决于模具的具体要求和使用环境。
钢板是最常见的模架材料,它具有良好的强度和刚度,并且易于加工。
模架工程专项方案设计
一、前言模架工程是建筑施工中必不可少的一个环节,其质量直接影响到工程的安全、质量和进度。
为确保模架工程的安全、质量和进度,本文将对模架工程专项方案设计进行详细阐述。
二、模架工程专项方案设计原则1. 安全性原则:模架工程专项方案设计应充分考虑施工过程中的安全风险,确保施工人员的人身安全。
2. 可行性原则:方案设计应具备可行性,能够满足施工现场的实际情况。
3. 经济性原则:在确保安全和质量的前提下,尽量降低工程成本。
4. 创新性原则:结合工程特点和施工技术,提出具有创新性的设计方案。
三、模架工程专项方案设计内容1. 工程概况(1)工程名称、地点、规模、工期等基本信息。
(2)施工现场地形、地貌、地质条件。
(3)施工过程中可能遇到的风险因素。
2. 模架体系设计(1)模架类型选择:根据工程特点,选择合适的模架类型,如满堂红、碗扣式、扣件式等。
(2)模架结构设计:根据荷载要求,进行模架结构的计算,确保其稳定性。
(3)支撑体系设计:根据施工需求,设计支撑体系,包括立杆、横杆、斜杆等。
(4)连接节点设计:确保连接节点强度和刚度,提高模架的整体性能。
3. 施工工艺及措施(1)施工顺序:明确施工顺序,确保施工过程中的安全性。
(2)施工方法:针对不同部位,制定相应的施工方法,提高施工效率。
(3)施工注意事项:针对施工过程中可能出现的问题,提出相应的预防和处理措施。
4. 安全防护措施(1)施工人员安全培训:对施工人员进行安全培训,提高安全意识。
(2)现场安全检查:定期进行现场安全检查,确保施工安全。
(3)应急救援预案:制定应急救援预案,提高应对突发事件的能力。
5. 施工进度安排(1)施工阶段划分:根据工程特点,合理划分施工阶段。
(2)施工进度计划:制定详细的施工进度计划,确保工程按期完成。
四、结语模架工程专项方案设计是确保工程安全、质量和进度的关键环节。
在设计过程中,应充分考虑安全性、可行性、经济性和创新性原则,结合工程特点和施工技术,制定出合理、有效的方案。
模架设计知识点归纳
模架设计知识点归纳模架设计是指在机械零部件或产品加工过程中,根据工艺要求和工作特点,合理设计和制作适应的模具支撑装置的过程。
模架设计是模具制造的重要环节,其质量直接影响到模具的加工效果和加工质量。
本文将对模架设计的相关知识点进行归纳和总结。
一、模架设计的基本原则模架设计的基本原则有以下几点:1. 合理布置模块:模架的布置应符合加工工艺要求,能够满足零部件或产品的加工顺序和工艺要求,提高生产效率。
2. 稳定可靠:模架的结构要稳定可靠,能够承受加工过程中的力和振动,确保工件加工的精度和质量。
3. 方便操作:模架设计应考虑到操作人员的操作习惯和操作流程,方便装卸模具和调整模架的位置,提高工作效率。
4. 经济合理:模架设计应尽量节约原材料的使用,减少造价,提高经济效益。
二、模架设计的常用结构1. 直线式模架:直线式模架是指模具支撑装置呈直线排列,适用于零部件或产品的加工过程中需要进行直线运动的环节。
2. 矩形模架:矩形模架是指模架的布局形状呈矩形,适用于平面尺寸较大的零部件或产品的加工。
3. 正交模架:正交模架是指模具支撑装置的结构按照直角坐标系布置,适用于需要在多个方向上进行加工的零部件或产品。
4. 圆环式模架:圆环式模架是指模架的布置形状呈圆环,适用于需要进行环状加工的零部件或产品。
三、模架设计的关键要点1. 模架强度:模架设计时,要根据加工过程中的力和振动情况,保证模架具有足够的强度和刚度,以确保模架在工作过程中不会发生变形和断裂。
2. 模架尺寸:模架设计时,要根据加工工艺要求和零部件或产品的尺寸,确定模架的尺寸和布局,以保证零部件或产品能够顺利进行加工。
3. 模架位置:模架设计时,要考虑到操作人员的操作习惯和工作流程,合理安排模架的位置和高度,以方便操作和调整模具。
4. 模架装卸:模架设计时,要考虑到模具的装卸过程,设计合适的装卸方式和装卸装置,以提高工作效率和安全性。
四、模架设计的常见问题及解决方法1. 模架刚度不足:解决方法可以是增加支撑点或加强模架的结构,以提高模架的刚度。
模架设计

文件名称:3.模架设计GM 模架一般采用外购标准件。
要求较高的0级和1级模具模架要从HASCO 、DME 等外购买或自制,2、3级的模具从FUTABA 或LKM 龙记购买。
3.1模架规格的选用3.1.1塑件结构和注塑机规格决定。
① 模架宽度应小于注塑机两条导柱间距(注塑机规格参见《GM 注塑机规格一览表》一般情况在选定注塑机后模架应尽量大些。
② 模架厚度要保证:a) 在注塑机前后墙板极限开合范围内 b) 模具结构的要求c) 模具强度和刚性方面的要求 ③ 三板模的拉杆长度的确定:(图3-1示) 拉杆长度=A+6+B+水口长+(20~25)+C ④ 拉板长度:a) 50吨以下机:D1=120-15080吨以上机:D1=30+D=30+(2.5-3)h+(120-150)b) 当分模采用尼龙塞扣紧而为防止上模板回弹而设置的拉板只须对角、两副,此时拉板介子不必藏入模架;当不用尼龙塞而用拉板拉开上模板时,宜用4根拉板并且拉板介子要藏入模板。
⑤ 限位螺丝(STO 大同标准件)。
2020以下模架D=10,3030以下D=12,4040 以下D=16,4040以上D=20⑥ 水口螺丝组(自制标准件)d=d ′⑦ 弹簧选用呈欣TF 型黄色弹簧(压缩量50%)⑧ 模架(间隔板高度=H+顶出距离,顶出距离≥需顶出高度+10mm 3.1.2模架板强度校核在注射成形过程中,型腔承受塑料熔体的高压作用,因此模具型腔应该有足够的强度,型腔强度不足将发生塑性变形,甚至破裂;刚度不足将产生过大弹性变形,导致型腔向外膨胀,并引致塑件卡在前模或产生分模面披锋。
1) 强度计算条件在各种受力形式下,型腔产生的应力不应超过材料的许用应力。
通常许用应力为[σ]= σς (σς—材料的屈服极限)2) 刚度计算条件。
刚度计算主要依据是:21a) 型腔变形量不能产生分模面披锋,此时把塑料不产生披锋的最大间隙作为型腔允许变形量[δ]。
常用塑料[δ]值见下表:粘度特性 高粘度 b) 保证塑件尺寸精度。
注塑模具模架设计具体步骤

定位环
工字板(前盖板) A板(前模板) B板(后模板)
方铁(模脚) 面针板/底针板 (顶针板/顶针盖板)
底板/后盖板
工子板(前盖板) 水口板
A板(前模板)
B板(后模板) 方铁(模脚) 顶针板/顶针盖板 底板(后盖板)
4.垫块
作用:形成推出机构所需的推出空间,调节模具闭合高度。 安装要求:两边垫块高度应一致,保证模具上下表面平行。 材料:中碳钢45
大水口系统模架
工字板 A板 推板 B板
托板
方铁 底针板 底板
有托导套 直导套 导柱
回针 面针板 螺丝
细水口系统模架
水口板 水口推板
A板 推板
B板 托板 拉杆 方铁 底针板 底板
二、MW模具标准件
MoldWizard标准件库中既 有常见的螺钉、弹簧、垫 圈等标准件,也有流道系 统、推出系统、冷却系统 等系统结构中所需要的标 准件,如定位环、浇口套 、喷嘴、水管接头等。 在“注塑模向导”工具条 上单击“标准件”按钮, 程序弹出“标准件管理” 对话框,如图所示。
1 Injection(浇注系统标准件)
支承柱(导柱)
无肩导套 带肩导套
螺钉拉杆
抽芯(滑块)
滑块调整 耐磨块
锁紧块
斜导柱固 定座
直型芯
模仁 斜导柱 压块
阻尼销 (尼龙拉扣)
复位杆
扁线螺旋弹簧
顶出孔
3、Ejection(顶出系统标准件)
顶杆标准件是顶出系统中最简单、常见的一种制品顶出活动部件。在标准 件库中,顶出系统标准件类型中主要有直顶杆、扁顶杆、有托顶杆及顶管 等形式,用户可根据模具的结构来选择适用的顶出标准件。 ① 直顶杆Ejectior Pin(Styaight) ② 扁顶杆Ejectior Pin(Shouldered) ③ 有托顶杆Ejectior Pin Flat(FW,FK) ④ 顶管Ejectior Sleeve Assy(S,KS)
模具设计 模架介绍资料讲解
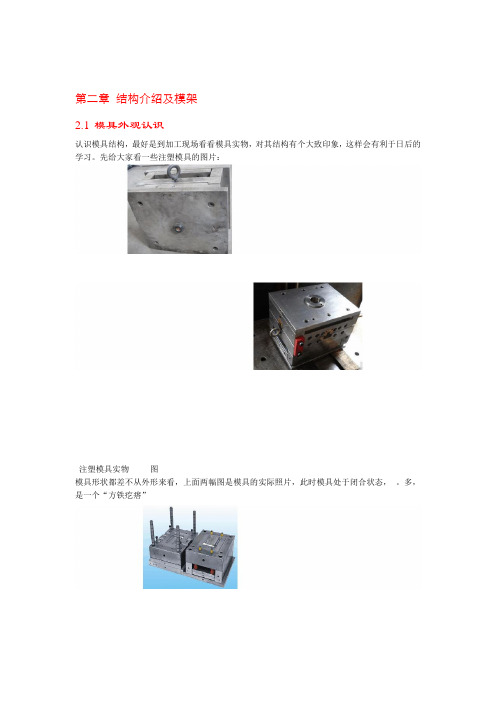
第二章结构介绍及模架2.1 模具外观认识认识模具结构,最好是到加工现场看看模具实物,对其结构有个大致印象,这样会有利于日后的学习。
先给大家看一些注塑模具的图片:注塑模具实物图模具形状都差不从外形来看,上面两幅图是模具的实际照片,此时模具处于闭合状态,。
多,是一个“方铁疙瘩”注塑模具实物图图是把模具的动定模部分打开之后的情形,我们发现其内部还是颇为复杂的。
图解模具结构3D2.2要达到这一要能想象其内部结构,学好模具设计,头脑里面要有模具内部的三维结构,见多到加工现场看模具结构也是一个非常奏效的方法。
点,除了强化制图方面的学习之外,,到实际加工现场一看,你“百闻不如一见”得多了,自然脑海中就有印象了。
俗话说的好:帮你打开模具,并一个个零件拆开给你看的话,那真是再好就全明白了。
如果有师傅在场,不过,这样印象最深刻。
软件,把模具拆开,就然而在校学子大多数情况下无法达到这种情况,但可以借助3D 像真的一样,完全可以洞穿其内部结构。
以增加大家的感官印我们就以一副简单的模具为例,来介绍其内部各零件结构,现在,象,为日后的设计做准备。
模具三维结构图现在我们把模具打开,打开后的两瓣模具如图所示。
定模部分动模部分拆开后的模具图动模部分拆分演示动模部分图这个为了让朋友们看清,标的箭头就有些乱。
上图即是动模部分各个零件的名称标示,复位杆、像导柱、例子是个简单的模具的动模部分,虽然简单,但是代表了模具的基本结构。
动模仁、上、下顶出板等等这些零件是其它模具都带有的。
其它模具都一个样,所不同的是从而能够更清晰地有下面我们就把动模部分的零件一个个拆开,其模仁部分及其内部结构。
模具内部结构的印象注模具的动模部分、定模部分的这种称呼是源自工程中,因为模具是固定在注塑机上的,随着开动作,注塑机的移动模板将带动模具的一部分沿着分型面打开与模具的另一部分分离。
于是称固定注塑机移动模板上面,并随注塑机移动模板移动的这部分模具,称为动模部分;而固定在注塑机固模板上的那部分模具称为定模部分在我国不同地方对某些模具结构零件的叫法是不一样的。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
模架设计
本公司模架一般采用外购标准件。
除了客户特别要求外,一般的模具从龙记或明利购买。
3.1模架规格的选用
3.1.1塑件结构和注塑机规格决定。
① 模架宽度应小于注塑机两条导柱间距,一般情况在选定注塑机后模架应尽量大些。
② 模架厚度要保证:
a) 在注塑机前后墙板极限开合范围内 b) 模具结构的要求
c) 模具强度和刚性方面的要求 ③ 三板模的拉杆长度的确定:
拉杆长度=A 板高度+6+B 板高度+水口长+(20~25)+码模板高度 ④ 拉板长度:
a) 50吨以下机:D1=120~150
80吨以上机:D1=30+D
=30+(2.5-3)h+(120-150)
b) 当分模采用尼龙塞扣紧而为防止上模板回弹而设置的拉板只须对角、两副,此时拉板介子不必藏入模架;当不用尼龙塞而用拉板拉开上模板时,宜用4根拉板并且拉板介子要藏入模板。
⑤ 限位螺丝(大同标准件)。
2020以下模架D=10,3030以下D=12,4040以下D=16,
4040以上D=20
⑥ 水口螺丝组(自制标准件)d=d ′ ⑦ 弹簧选用大同蓝色弹簧(压缩量40%)
⑧ 模架(方铁高度=顶针板高度+顶出距离+5,顶出距离≥需顶出高度+10mm 3.1.2模架板强度校核
在注射成形过程中,型腔承受塑料熔体的高压作用,因此模具型腔应该有足够
的强度,型腔强度不足将发生塑性变形,甚至破裂;刚度不足将产生过大弹性变形,导致型腔向外膨胀,并引致塑件卡在前模或产生分模面披锋。
1) 强度计算条件
在各种受力形式下,型腔产生的应力不应超过材料的许用应力。
通常许用应力
为[σ]= σς (σς—材料的屈服极限)
2) 刚度计算条件。
刚度计算主要依据是:
a) 型腔变形量不能产生分模面披锋,此时把塑料不产生披锋的最大间隙作为
型腔允许变形量[δ]。
常用塑料[δ]值见下表:
2
1
b) 保证塑件尺寸精度。
此时型腔允许变形量[δ],由塑件的尺寸及其公差值决定,可由下表经验式算得:
c) 保证塑件顺利脱模,型腔允许变形量[δ]应小于塑件壁厚的收缩值以免脱模时
擦伤塑件
3) 型腔计算
刚度计算: P=内模所受压强2/cm kg
δ=允许变形量mm
E=弹性系数=26/10*1.2cm kg h L b B
单位取mm
F=锁模力kg
P 胶—成形压力=222/65.44.25/3000/3mm kg kg in T ==
S —塑件投影面积2m m
3.2模架开框的规定:
3.2.1 400以上模架的开框工作,建议在模架厂进行,6060以上一定要在模架厂开框。
3.2.2 中托司套的加工。
标示参见下列表格及简图
34
325δ
EB PbL = L
b S P F P
*)*(胶+=()()33
8
36
365.410*44.710*1.2*32*5δδ
B L S F B L S P F +=+=-胶
说明:中托司数量以及位置以龙记标准为准。
3.3模架板吊环螺丝孔的规定
3.3.1 模架A.B板都必须要钻吊环螺丝孔(至少上下2个),规格按标准模架螺丝孔加工
3.3.2对于30kg以上的每块模架板都须加上上、下吊环螺丝孔,100kg以上模板四边都须有螺丝孔,吊模螺丝孔规格以龙记标准为准。
3.3.3留意为防止特别场合下螺丝孔与方定位块、行位运水等相干涉,螺丝孔须偏移模板中心,此时螺丝孔须成双加工。
3.4关于模架的刻印
3.4.1模架回厂后要先在各模架板上刻上钢印,如上码模板定为XXX-1,以此类推,其序
号与装配图所示零件图号相合。
3.4.2刻字位置及大小,无论模架大小均刻10mm高字于模板基准角对角位如图示:
每个字间隔1mm,要求刻印前先轻划一条线,保证刻字平整、清晰
3.4.3运水进出孔要标注“1IN”、“1OUT”、“2IN”、“2OUT”等字样字高同上。
3.4.4对于顶针等易装错的零件,要在模架相应位置刻上相同记号:1、2、3……
3.5关于模架上各种槽位及孔位的加工的一般规定,参见附录四加工各种槽位、孔位。
3.6模架其他辅助装置
3.6.1撑头
1)为防止锁模力或在注塑时注塑压力将模板弯曲变形而造成成型塑件成品及品质不能达到要求,要在码模板和下模间加撑头。
2)要求+0.05(3030以下)
①撑头应按本公司标准选用。
撑头直径尽量选大,撑头高度=模具间隔板高
②撑头位置应放在下模板所受注塑压力集中处,且尽量往间隔板中间+0.1(3030以上)
3.6.2定位块(INTERLOCK)
定位块能保证上下模精确对位,并承受模具受塑胶侧向力。
定位块分三种:分型面管位块、圆锁、直身锁
自制标准件。
①、分型面位块保护插位,承受侧向力
选用件。
②、圆锁保证模具精确定位―自制标准件。
③、直身锁大模具要承受较大的侧向力,一般采用直身锁。
3.6.3
3.6.4模脚(Distance\Spacers)―自制标准件(DS―当模具下端有运水行位弹簧等凸出零件
要加四支模脚
3.6.5锁模片
为防止模具搬运及运输过程中分离而导致事故,要在模架表面加锁模片。
3.6.6定位圈
定位圈是注塑机与模具连接定位的部分。
本公司定位圈采用自制标准件。
当有5mm隔热板时,选用20厚定位圈。
兰亭序
永和九年,岁在癸丑,暮春之初,会于会稽山阴之兰亭,修禊事也。
群贤毕至,少长咸集。
此地有崇山峻岭,茂林修竹;又有清流激湍,映带左右,引以为流觞曲水,列坐其次。
虽无丝竹管弦之盛,一觞一咏,亦足以畅叙幽情。
是日也,天朗气清,惠风和畅,仰观宇宙之大,俯察品类之盛,所以游目骋怀,足以极视听之娱,信可乐也。
夫人之相与,俯仰一世,或取诸怀抱,晤言一室之内;或因寄所托,放浪形骸之外。
虽取舍万殊,静躁不同,当其欣于所遇,暂得于己,快然自足,不知老之将至。
及其所之既倦,情随事迁,感慨系之矣。
向之所欣,俯仰之间,已为陈迹,犹不能不以之兴怀。
况修短随化,终期于尽。
古人云:“死生亦大矣。
”岂不痛哉!
每览昔人兴感之由,若合一契,未尝不临文嗟悼,不能喻之于怀。
固知一死生为虚诞,齐彭殇为妄作。
后之视今,亦犹今之视昔。
悲夫!故列叙时人,录其所述,虽世殊事异,所以兴怀,其致一也。
后之览者,亦将有感于斯文。