角焊缝构造和计算图文版
焊缝的结构与计算PPT课件
注: (1)当实际长度大于以上值时,计算时不与考虑; (2)当内力沿侧焊缝全长分布时,不受上式限制。
22
第22页/共48页
4.侧面角焊缝的最小计算长度
对于焊脚尺寸大而长度小的焊缝,焊件局部加 热严重且起落弧坑相距太近,以及可能产生缺陷, 使焊缝不可靠。故为了使焊缝具有一定的承载力, 规范规定:
lw2
由力及力矩平衡得:
N1
k1 N
N3 2
N2
k2 N
N3 2
(3 20x) (3 21)
余下的问题同情况‘A’:
第37页/共48页
e1
N
e2 b
x
37
对于校核问题:
f
N1 l w1he1
f
w f
f
N2 l w2 he2
f
w f
lw1
(3 14)N1
N3
(3 15N) 2 lw2
lw 8hf 且不得小于40mm
23
第23页/共48页
5. 搭接连接的构造要求
当板件端部仅采用两条侧面角焊缝连接时:
A.为了避免应力传递的过分弯折而使构件中应力
不均,规范规定:
lw
lw b
b
B.为了避免焊缝横向收缩时
引起板件的供曲太大,规范
规定:
b 16t(1 t1 12mm)
t1
t2
或190mm(t1 12mm) 24 第24页/共48页
f
w f
h f 3
f
N3
f
w f
lw3
(3 24)
第39页/共48页
e1
N
e2 b
x
39
2.N、M、V共同作用下 (1)偏心轴力作用下角焊缝强度计算:
直角角焊缝的计算和构造
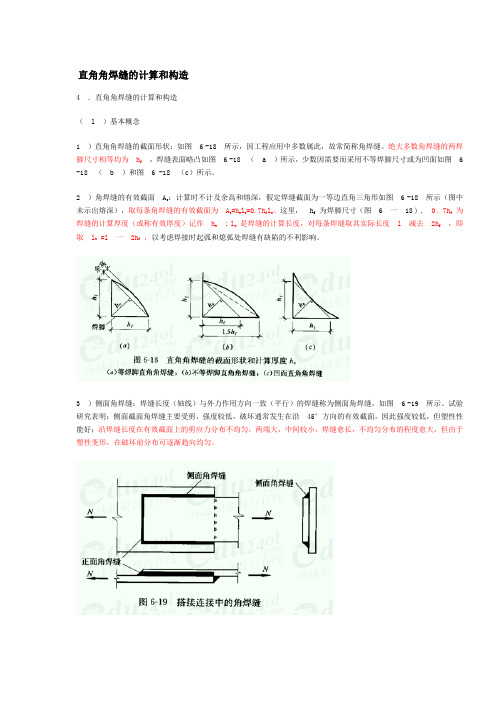
直角角焊缝的计算和构造4 .直角角焊缝的计算和构造( l )基本概念1 )直角角焊缝的截面形状:如图 6 -18 所示,因工程应用中多数属此,故常简称角焊缝。
绝大多数角焊缝的两焊脚尺寸相等均为 h f,焊缝表面略凸如图 6 -18 ( a )所示,少数因需要而采用不等焊脚尺寸或为凹面如图 6 -18 ( b )和图 6 -18 (c)所示。
2 )角焊缝的有效截面 A e:计算时不计及余高和熔深,假定焊缝截面为一等边直角三角形如图 6 -18 所示(图中未示出熔深),取每条角焊缝的有效截面为 A e=h e l w=0.7h f l w。
这里, h f 为焊脚尺寸(图 6 一 18 ) , 0 . 7h f 为焊缝的计算厚度(或称有效厚度)记作 h e ; l w 是焊缝的计算长度,对每条焊缝取其实际长度 l 减去 2h f,即取 l w =l 一 2h f ,以考虑焊接时起弧和熄弧处焊缝有缺陷的不利影响。
3 )侧面角焊缝:焊缝长度(轴线)与外力作用方向一致(平行)的焊缝称为侧面角焊缝,如图 6 -19 所示。
试验研究表明:侧面截面角焊缝主要受剪,强度较低,破坏通常发生在沿45°方向的有效截面,因此强度较低,但塑性性能好;沿焊缝长度在有效截面上的剪应力分布不均匀,两端大,中间较小,焊缝愈长,不均匀分布的程度愈大,但由于塑性变形,在破坏前分布可逐渐趋向均匀。
4 )正面角焊缝:焊缝长度与外受力作用方向相垂直的焊缝称为正面角焊缝,如图 6 -19 所示。
试验研究表明:正面角焊缝多轴受力(复杂应力状态),破坏通常不发生在45°方向的有效截面,因此强度较侧面角焊缝为高,一般可高 1 / 3 左右,且刚度较大;沿焊缝长度在有效截面上的应力分布较均匀。
( 2 )基本假定角焊缝中的应力分布较复杂,侧面角焊缝和正面角焊缝的受力性能不同,很难精确计算。
因此,目前我国和国际上许多国家(地区)对角焊缝采用简化计算法,即计算时采用以下简化假定:1 )每条角焊缝计算时的破坏截面为沿 45 °方向的有效截面,即为 h e l w =0 . 7h f l w。
角焊缝的构造和计算

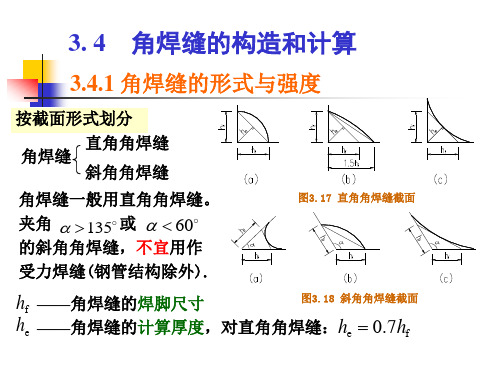
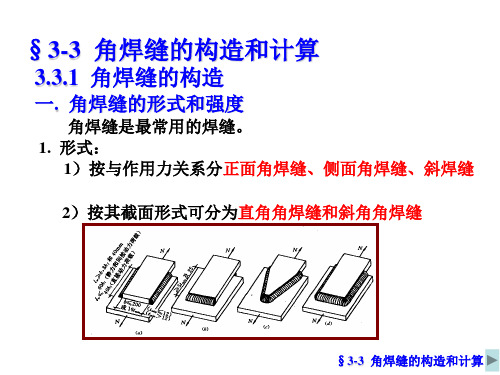
3.3 角焊缝的构造和计算3.3.1 角焊缝的形式和强度角焊缝按其与作用力的关系可分为:正面角焊缝、侧面角焊缝、斜焊缝;正面角焊缝:焊缝长度方向与作用力垂直;侧面角焊缝:焊缝长度方向与作用力平行。
按其截面形式分:直角角焊缝(图3.10)、斜角角焊缝(图3.11)。
直角角焊缝通常焊成表面微凸的等腰直角三角形截面[图3.10(a)]。
在直接承受动力荷载的结构中,为了减少应力集中,提高构件的抗疲劳强度,侧面角焊缝以凹形为最好。
但手工焊成凹形极为费事,因此采用手工焊时,焊缝做成直线性较为合适[图3.10(a)]。
当用自动焊时,由于电流较大,金属熔化速度快、熔深大,焊缝金属冷却后的收缩自然形成凹形表面[图3.10(c)]。
为此规定在直接承受动力荷载的结构(如吊车梁)中,侧面角焊缝做成凹形或直线形均可。
对正面角焊缝,因其刚度较大,受动力荷载时应焊成平坡式[图3.10(b)],直角边的比例通常为1:1.5(长边顺内力方向)。
两焊脚边的夹角α>90°或α<90°的焊缝称为斜角角焊缝,斜角角焊缝常用于钢漏斗和钢管结构中。
对于夹角α>135°或α<60°的斜角角焊缝,除钢管结构外,不宜用作受力焊缝。
大量试验结果表明:侧面角焊缝(图3.12)主要承受剪应力,塑性较好,弹性模量低(E=0.7×105~1×105N/mm2),强度也较低。
由于传力线通过侧面角焊缝时产生弯折,因而应力沿焊缝长度方向的分布不均匀,呈两端大中间小的状态,焊缝越长,应力分布不均匀性越显著。
但在在接近塑性工作阶段时,产生应力重分布,可使应力分布的不均匀现象渐趋缓和。
即分布不均匀,且不均匀程度随的增大而增加,破坏常在两端开始,再出现裂纹后很快沿焊缝有效截面迅速断裂正面角焊缝(图3.13)受力复杂,截面中的各面均存在正应力和剪应力。
由于传力时力线弯折,并且焊根处正好是两焊件接触面的端部,相当于裂缝的尖端,故焊根处存在着很严重的应力集中。
角焊缝连接计算
he 0.7hf
hf
图3.24 焊脚尺寸及有效焊脚厚度
he
2.角焊缝的基本计算公式
Nx c′ Nz Ny c b a o y (a) (b) x a o′ b τ// o y τ⊥ b′ z 焊缝轴线方向 σ⊥ a′ x b′ o′
焊缝有效截面
图3.25 角焊缝有效截面上的应力状态
2 2 2 w 3 // 3 f f
3、斜向角焊缝
f
θ
F
f f
Ny= Fcosθ
2
Nx=Fsinθ
helw Nx f helw
f
Ny
图3.28 斜向轴心力作用
f 2 w f f f f
3.4.3角焊缝构造要求
(1)最大焊脚尺寸hf
为避免焊缝区基本金属“过热”,减少焊件 的残余应力和残余变形。
对自动焊: 对T型连接的单面角焊缝:
h f min 1mm
h f min 1mm
当焊件厚度
t 4mm, hf min t
设计: h f min h f h f max
(3)不等焊脚尺寸的构造要求
当焊件的厚度相差较大且 等焊脚尺寸不能符合要求时, 可采用不等焊脚尺寸。
(4)侧面角焊缝的最大计算长度
按角焊缝与作用力的关系分:侧面角焊缝、正面角焊缝、斜焊缝 1、侧面角焊缝—平行于力的作用方向
L a
L
N b
N
N
N
图3.19 侧面角焊缝受力示意图
t N
图3.20 侧焊缝的应力
侧面角焊缝强度低、塑性好;应力沿长度方向分布不均 匀,呈两端大而中间小的状态。
2、正面角焊缝—垂直于力的作用方向 正面角焊缝受力复杂,截面中的各面均存在正应力和剪应力; 强度高,塑性差。
角焊缝构造和计算图文版

-
向
(f)
二、焊接残余应力对结构性能的影响
t
1、对结构静力强度的影响
f
f
fy -
fy -
B b+
b+
fy
-
Ny b +
Ny
-
-
-
因焊接残余应力自相平衡,故:
Nt b t f y Nc (B b) t f
当板件全截面达到fy,即N=Ny时:
N y N t B b t f y B t f y
限制了其塑性的发展,增加了钢材低温脆断倾向。 所以,降低或消除焊接残余应力是改善结构低温冷
脆性能的重要措施。
4、对疲劳强度的影响 在焊缝及其附近主体金属焊接残余拉应力通常达到
钢材的屈服强度,此部位是形成和发展疲劳裂纹的敏感 区域。因此焊接残余应力对结构的疲劳强度有明显的不 利影响。
三、焊接变形
焊接变形包括:纵向收缩、横向收缩、弯曲变形、 角变形和扭曲变形等,通常是几种变形的组合。
对于T型连接单面角焊缝hf,min应加上1mm;
(3)侧面角焊缝的最大计算长度
侧面角焊缝在弹性工作阶段沿长度方向受力不均,两端大而
中间小。焊缝长度越长,应力集中系数越大。如果焊缝长度
不是太大,焊缝两端达到屈服强度后,继续加载,应力会渐
趋均匀;当焊缝长度达到一定的长度后,可能破坏首先发生
在焊缝两端,故:
σfA σfB
x
τf
h1
对于A点:
fA
M Iw
h1 2
f
f
w f
式中:Iw—全部焊缝有效截面对中和轴的惯性矩;
h1—两翼缘焊缝最外侧间的距离。
3.3角焊缝构造
§3-3 角焊缝的构造和计算
2. 试验结果表明
1)侧面角焊缝主要承受剪应力 。 塑性较好 , 弹性模量 ) 侧面角焊缝主要承受剪应力。塑性较好, 低,强度也较低 传力线通过侧面角焊缝时产生弯折, 传力线通过侧面角焊缝时产生弯折 , 应力沿焊缝长 度方向的分布不均匀, 度方向的分布不均匀,呈两端大而中间小的状态 焊缝越长,应力分布越不均匀, 焊缝越长 , 应力分布越不均匀 , 但在进入塑性工作 阶段时产生应力重分布, 阶段时产生应力重分布,可使不均匀现象趋缓
1. 角焊缝的有效截面为焊缝有效厚度与计算长度的乘积, 角焊缝的有效截面为焊缝有效厚度与计算长度的乘积, 而有效厚度h 而有效厚度 e=0.7hf 。
2. 试验表明,直角角焊缝的破坏常发生在喉部,通常认 试验表明,直角角焊缝的破坏常发生在喉部, 为直角角焊缝是以45°方向的最小截面作为有效计算截面。 为直角角焊缝是以 °方向的最小截面作为有效计算截面。 国家标准化组织(ISO)推荐: 国家标准化组织( )推荐:
§3-3 角焊缝的构造和计算
4. 角焊缝的最小计算长度
侧面角焊缝或正面角焊缝的计算长度均不得小于8h 侧面角焊缝或正面角焊缝的计算长度均不得小于 f 和 40mm,其实际焊接长度应较前述数值还要大 f。 ,其实际焊接长度应较前述数值还要大2h
焊缝太短会使施焊时起 弧灭弧可能引起的弧坑缺陷 相距太近, 相距太近,再加上其它焊缝 缺陷或尺寸不足将影响承裁 力过多。 力过多。
§3-3 角焊缝的构造和计算
回顾
σ β
f f
2
+ τ
2 f
≤
f
w f
式中β 式中 f——正面角焊缝的强度增大系数 正面角焊缝的强度增大系数
角焊缝连接的构造和计算PPT课件

第24页/共33页
3.4 对接焊缝连接的构造和计算
第三章 钢结构的连接
对接焊缝的计算
部分焊透的对接焊缝
当受力很小,焊缝主要起联系作用;或焊缝受力虽然较 大,但采用焊透的对接焊缝将使强度不能充分发挥时,可 采用不焊透的对接焊缝。比如用四块较厚的板焊成箱形截 面的轴心受压构件,显然用图 (a)所示的焊透对接焊缝是不 必要的;如采用角焊缝 (b),外形又不平整;采用不焊透的 对接焊缝(c),可以省工省问,较为美观大方。
// z fx / 2 fx / 2 fy / 2
2
3(
2
2 //
)
3
f
w f
fy / 2
fx /
2 fy /
2
2 3 ( fx /
2 fy /
2)2
2 //
3
f
w f
1 3/ 2
(
2 x
2 y
x
y
)
2 z
f
w f
第9页/共33页
3.3 角焊缝连接的构造和计算
第三章 钢结构的连接
斜角角焊缝的计算
斜角角焊缝一般用于腹板倾斜的T形接头,采用与直角
角焊缝相同的计算公式进行计算,但 f一 1律.0
。
600 1350且根部间隙1.5mm
he
hf
cos 2
600 1350且根部间隙 1.5mm但 5mm
he
hf
根部间隙
cos
cos
2
第20页/共33页
第1页/共33页
3.3 角焊缝连接的构造和计算
第三章 钢结构的连接
角焊缝的截面形式和强度
3)斜焊缝受力性能和强度介于侧焊缝和端焊缝之间。 规范规定:在焊缝计算时以侧焊缝强度( ffw)为基准
角焊缝的构造和计算共23页

3.3 角焊缝的构造和计算3.3.1 角焊缝的形式和强度角焊缝按其与作用力的关系可分为:正面角焊缝、侧面角焊缝、斜焊缝;正面角焊缝:焊缝长度方向与作用力垂直;侧面角焊缝:焊缝长度方向与作用力平行。
按其截面形式分:直角角焊缝(图3.10)、斜角角焊缝(图3.11)。
直角角焊缝通常焊成表面微凸的等腰直角三角形截面[图3.10(a)]。
在直接承受动力荷载的结构中,为了减少应力集中,提高构件的抗疲劳强度,侧面角焊缝以凹形为最好。
但手工焊成凹形极为费事,因此采用手工焊时,焊缝做成直线性较为合适[图3.10(a)]。
当用自动焊时,由于电流较大,金属熔化速度快、熔深大,焊缝金属冷却后的收缩自然形成凹形表面[图3.10(c)]。
为此规定在直接承受动力荷载的结构(如吊车梁)中,侧面角焊缝做成凹形或直线形均可。
对正面角焊缝,因其刚度较大,受动力荷载时应焊成平坡式[图3.10(b)],直角边的比例通常为1:1.5(长边顺内力方向)。
两焊脚边的夹角α>90°或α<90°的焊缝称为斜角角焊缝,斜角角焊缝常用于钢漏斗和钢管结构中。
对于夹角α>135°或α<60°的斜角角焊缝,除钢管结构外,不宜用作受力焊缝。
大量试验结果表明:侧面角焊缝(图3.12)主要承受剪应力,塑性较好,弹性模量低(E=0.7×105~1×105N/mm2),强度也较低。
由于传力线通过侧面角焊缝时产生弯折,因而应力沿焊缝长度方向的分布不均匀,呈两端大中间小的状态,焊缝越长,应力分布不均匀性越显著。
但在在接近塑性工作阶段时,产生应力重分布,可使应力分布的不均匀现象渐趋缓和。
即分布不均匀,且不均匀程度随的增大而增加,破坏常在两端开始,再出现裂纹后很快沿焊缝有效截面迅速断裂正面角焊缝(图3.13)受力复杂,截面中的各面均存在正应力和剪应力。
由于传力时力线弯折,并且焊根处正好是两焊件接触面的端部,相当于裂缝的尖端,故焊根处存在着很严重的应力集中。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
lw
t1
t2
2hf
b
5t1且25
D. 在搭接连接中,搭接长度不得小于焊件较小厚度 的5倍,且不得小于25mm。
二、直角角焊缝的强度计算公式
1、试验表明,直角角焊缝的破坏常发生在喉部,故 通常将45o截面作为计算截面,作用在该截面上的应
力如下图所示: σ┻
τ∥
τ┻
hf
d
e
h---焊缝厚度、h1—熔深 h2—凸度、d—焊趾、e—焊根
hf α hf
按he=0.7hf
hf
hf
按he=hf
cos
α 2
α hf
按he=hf
cos
α 2
α hf
(a)
(b)
斜角角焊缝 a)锐角角焊缝;b)钝角角焊缝
对于α>135o 或α<60o斜角
角焊缝,除钢 管结构外,不 宜用作受力 焊缝。
3. 应力分布
侧面角焊缝(见图7.24) 正面角焊缝(见图7.26) 有效厚度截面:he= 0.7hf
A. 应力分析
试验表明侧面角 焊缝主要承受剪力,
剪应力τf
强度相对较低,塑性
性能较好。因外力通
过焊缝时发生弯折, N
N
故剪应力沿焊缝长度
分布不均匀,两端大
中间小,lw/hf越大 剪应力分布越不均匀。
lw
B. 破坏形式
A. 应力分析
正面角焊缝受力复杂,应力集中严重,塑性较差, 但强度较高,与侧面角焊缝相比可高出35%--55%以 上。
t=12
∠140*90*10
N
N
140
l
C、采用L形围焊
N2 0 代入下式3-20,3-21得:
N3
lw3he3 f
f
w f
N1 N N3
对于设计问题:
lw1
N1 N3
e1
N
e2 b
lw1
N1
he1
f
w f
hf 3
f
N3
f
w f
lw3
x
x
3、N、M、V共同作用下 (1)偏心轴力作用下角焊缝强度计算
5. 搭接连接的构造要求
当板件端部仅采用两条侧面角 焊缝连接时:
lw
A、为了避免应力传递的过分弯
折而使构件中应力不均,规范
规定:
lw b
b
B、为了避免焊缝横向收
缩时引起板件的拱曲
太大,规范规定:
t1
t2
b 16t(1 t1 12mm)
或190mm(t1 12mm)
C. 当角焊缝的端部位于构件转角处时,应作2hf的绕 角焊,且转角处必须连续施焊。
焊接过程是一个不均匀的加热和冷却过程,焊件上产 生不均匀的温度场,焊缝处可达1600oC,而邻近区域温 度骤降。高温钢材膨胀大,但受到两侧温度低、膨胀小 的钢材限制,产生热态塑性压缩,焊缝冷却时被塑性压 缩的焊缝区趋向收缩,但受到两侧钢材的限制而产生拉 应力。对于低碳钢和低合金钢,该拉应力可以使钢材达 到屈服强度。焊接残余应力是无荷载的内应力,故在焊 件内自相平衡,这必然在焊缝稍远区产生压应力。
σfA σfB
x
τf
h1
对于A点:
fA
M Iw
h1 2
f
f
w f
式中:Iw—全部焊缝有效截面对中和轴的惯性矩;
h1—两翼缘焊缝最外侧间的距离。
对于B点:
fB
M Iw
h2 2
fB f
V he,2 l w, 2
V
A
σf1
σf2
τf
B
MM
h1 h h2 x
x
h1
结论: 焊接残余应力 对结构的静力 强度没有影响。
2、对结构刚度的影响
t
f
fy -
B
N
b
+
N
f
fy -
N
b+
N
-
-
A、当焊接残余应力存在时,因截面的bt部分拉应 力已经达到fy ,故该部分刚度为零(屈服),这时 在N作用下应变增量为:
1
B
N
b
t
E
3、对低温冷脆的影响 对于厚板或交叉焊缝,将产生三向焊接残余拉应力,
限制了其塑性的发展,增加了钢材低温脆断倾向。 所以,降低或消除焊接残余应力是改善结构低温冷
脆性能的重要措施。
4、对疲劳强度的影响 在焊缝及其附近主体金属焊接残余拉应力通常达到
钢材的屈服强度,此部位是形成和发展疲劳裂纹的敏感 区域。因此焊接残余应力对结构的疲劳强度有明显的不 利影响。
三、焊接变形
焊接变形包括:纵向收缩、横向收缩、弯曲变形、 角变形和扭曲变形等,通常是几种变形的组合。
e
Nx
lw 2
θ
M
A
N
Ny
f ,A
N x 6M
lw he
he
l
2 w
f ,A
Ny l w he
lw
2
het he
σNx σM τNy
f
,A f
2
2 f
,
A
f
w f
(2) V、M共同作用下焊缝强度计算
Ve
MM
F
A
B h1 h h2 x
B’
2、实际上计算截面的各应力分量的计算比较繁难, 为了简化计算,规范假定:焊缝在有效截面处破坏, 且各应力分量满足以下折算应力公式:
σ┻2 3(τ┻2 τ∥2 )
f
w u
σ┻
式中:f
w u
--焊缝金属的抗拉强度
τ∥
τ┻
3、由于我国规范给定的角焊 缝强度设计值,是根据抗剪条 件确定的故上式又可表达为:
V he lw
f VAy TAy
τV
A点平行于焊缝长度方 向的应力为:
f TAx
强度验算公式:
f f
2
2 f
f
w f
ry
x
即:
TAy
f
VAy
2
2 TAx
f
w f
y rx
A τTAx θrτTAy τTA 0 τVy x
角焊缝构造和计算
一、构造
1. 种类:根据受力方向和焊缝的位置分正面 角焊缝和侧面角焊缝 根据焊脚边的夹角分直角角焊缝和 斜角角焊缝
2. 焊缝截面形式 普通焊缝 、直线型 、等边凹型
(1)直角角焊缝
hf hf
hf
hf 普通式
1.5hf 平坡式
hf 凹面式
(2)斜角角焊缝
hf α hf
按he=0.7hf
y rx
A τTAx
x
θrτTAy τTA
x 0 τVy x
he
y
TA
Tr IP
Tr Ix Iy
TAx
T
sin
T r IP
ry r
TAy
T
cos
T r IP
rx r
剪力V作用下,A点应力:
A点垂直于焊缝长度方 向的应力为:
VAy V
t
hf t1
t
hf
t1
ቤተ መጻሕፍቲ ባይዱ
(2)最小焊脚尺寸hf,min
为了避免在焊缝金属中由于冷却速度快而产生淬硬组
织,导致母材开裂,hf,min应满足以下要求:
hf ,min 1.5 t2
(计算数值只进不舍)!
式中: t2----较厚焊件厚度
当t2≤4mm时, hf,min=t2
另:对于自动埋弧焊hf,min可减去1mm;
即:T作用下被连接件有绕焊缝 形心旋转的趋势; B、T作用下焊缝群上任意点的应力 方向垂直于该点与焊缝形心的连 线,且大小与r成正比; C、在V作用下,焊缝群上的应力均 匀分布。
故:该连接的设计控制点 为A点和A’点
l1 ry
y
x0 e2
A
Vr x
0T
y A’ l2
T作用下A点应力:
将其沿x轴 和y轴分解:
he
y
思考:以上计算方法为近似计算,为什么?
7.5 焊接残余应力和焊接残余变形
一、焊接残余应力的分类及其产生的原因 1、焊接残余应力的分类 A、纵向焊接残余应力—沿焊缝长度方向; B、横向焊接残余应力—垂直于焊缝长度方向; C、沿厚度方向的焊接残余应力 2、焊接残余应力产生的原因 (1)纵向焊接残余应力
注:
l w 60h f
1、当实际长度大于以上值时,计算时不与考虑;
2、当内力沿侧焊缝全长分布时,不受上式限制。
(4)侧面角焊缝的最小计算长度
对于焊脚尺寸大而长度小的焊缝,焊件局部加热严 重且起落弧坑相距太近,以及可能产生缺陷,使焊缝 不可靠。故为了使焊缝具有一定的承载力,规范规定:
lw 8h f 且 不 得 小 于40mm
300oC 500oC 800oC
施 焊
8cm 6
-
方
300oC 4
向
80500o0CoC
2 0
+
2
4
6 8cm
-
-+
--
-
+
(2)横向焊接残余应力
产生的原因:
1、焊缝的纵向收缩,使焊件有反向弯曲变形的趋势,导致两 焊件在焊缝处中部受拉,两端受压;