数控车削加工实训编程
数控机床技能实训:第三章 数控车床的加工工艺基础与编程

上一页 下一页
第三章 数控车床的加工工艺基础 与编程
范围很大,并可无级调速,加工时可选用最佳的切削速度和进 给速度,可实现恒转速和恒切速,以使切削参数最优化,这就 大大地提高了生产率,降低了加工成本,尤其对大批量生产的 零件,批量越大,加工成本越低。
中体现并由机床自动完成加工,因此,数控加工工艺 的正确与 否将直接影响到数控车床的加工精度和效率。 一、数控车削加工零件的类型
数控车床车削的主运动是工件装卡在主轴上的旋转运动, 配合刀具在平面内的运动,加工的类型主要是回转体零件。
回转体零件分为轴套类、轮盘类和其他类几种。轴套类和 轮盘类零件的区分在于长径比,一般将长径比大于1的零件视为 轴套类零件;长径比小于1的零件视为轮盘类零件。
第三章 数控车床的加工工艺基础 与编程
3.1数控车削加工工艺基础知识 3.2数控车削加工工艺的相关内容 3.3数控车削加工编程基础
第三章 数控车床的加工工艺基础 与编程
3.1数控车削加工工艺基础知识
数控车床与普通车床相比,加工效率和精度更高,可以加 工的零件形状更加复杂,加工工件的一致性好,可以完成普通 车床无法加工的具有复杂曲面的高精度的零件。
端面,端面的轮廓也可以是直线、斜线、圆弧、曲线或端面螺 纹、锥面螺纹等。
(3)其他类零件 数控车床与普通车床一样,装上特殊卡盘就可以加工偏心
轴,或在箱体、板材上加工孔或圆柱。
上一页 下一页
第三章 数控车床的加工工艺基础 与编程
二、数控车削的加工特点 数控车削是数控加工中使用最广泛的加工方法之一,同常
数控车削实训报告
数控车削实训报告一、实验介绍本次实验的主要目的是通过手动编程及CNC编程,学习和掌握数控车床的基本操作流程,同时也深入了解数控车床的工作原理和编程思路,包括:数控车床的结构和组成、附件装夹及车刀装夹、手动加工、手动编程及CNC编程、数控车床调试及优化等。
二、实验过程1. 数控车床的构成及组成2. 附件装夹及车刀装夹数控车床的附件包括:夹头、刀杆、中心架等。
在进行加工之前,需要首先进行附件的装夹和车刀的装夹。
夹头装夹时需要注意夹紧力度,夹紧不当会导致车刀跑偏,从而影响零件的加工精度。
车刀的装夹需要注意刀片的夹紧螺丝,要确保刀片夹紧牢固,避免刀片在加工过程中脱落或者折断。
3. 手动加工在进行正式的数控加工之前,需要先进行手动加工的练习。
手动加工可分为外圆车削、内圆车削、车削槽和切削螺纹等四个部分。
手动加工时需要对车床的各项参数进行设置和调整,主要包括:主轴转速、进给速度、刀具位置、切入切出等参数。
4. 手动编程及CNC编程手动编程是数控编程的基础,需要熟悉各种指令的语法及其含义。
数控编程是将手动编程的过程通过计算机自动实现。
数控编程需了解“G”代码、以及“M”代码并掌握编程规范。
5. 数控车床调试及优化在进行正式的数控加工之前,需要进行一定的调试和优化工作,主要包括:机床的调试、刀具的调试和工件的调试。
机床的调试包括:校正机床几何误差、检查电气接线是否有异常等。
刀具的调试包括:选择合适的刀具、确定刀具的安装位置等。
工件的调试包括:选定工件零点、确定工件夹持方式等。
三、体验感受通过这次实训,我不仅学习和掌握了数控车削的基本操作流程,还深入了解了数控车床的工作原理和编程思路。
在练习手动加工的过程中,我对各种参数进行了调整和优化,逐步提高了加工效率和精度。
在学习手动编程和CNC编程的过程中,我深刻体会到编程的重要性,同时也提升了自己的编程技能。
在进行数控车床调试和优化的过程中,我还发现了一些问题和挑战。
车刀的夹紧力度不足会导致车刀跑偏,工件的夹紧方式不当会导致工件不稳定等。
数控车削加工编程

螺纹切削时,不能使用G96指令(确保切削正确旳螺距); 螺纹切削程序应考虑始点坐标和终点坐标旳切入、切出距离;
外螺纹切削:顶径尺寸应不大于螺纹旳公称尺寸0.1-0.2mm; 切削螺纹时,一般需要屡次进刀才干完毕:p106表4-2。
①螺纹车削指令G32
X
10
A(100,100)
M20500;
N20 G40 G96 G99 S100 M03;
N25 T0101 ;
N30 G00 X20 Z2 M08 ;
N40 G01 Z-24 F0.2 ;
XN50 X33.856 Z-36;
N55 X42;
N60 Z-48;
N65 X60 Z-53.196;
Z
N70 X68
4.2 车床数控系统功能
涉及:准备功能、辅助功能及F、S、T功能。
FANUC 0i T 系列数控系统
1、G功能表 见P97表4-1.
2、M、S、T功能 a、常用M功能代码表:表3-2(P89) b、S功能:指定主轴转速(G96、G97) c、T功能:调用刀具 格式举例: T0101;/调用01号刀具,刀具补偿量存储在01号地址中
如图,运动轨迹由A B旳程序:
1)绝对坐标、直径编程:X、Z
G01 X36. Z8. F0.2;
增量坐标、直径编程:U、W
Z
G01 U24. W-20. F0.2;
2)增量坐标、半径编程:U、W
G01 U12. W-20. F0.2;
进刀和退刀
迅速走刀
切削进给 防止撞刀
刀具半径补偿G41、G42
第四章 数控车削加工编程
4.1数控车削编程概述
1、数控车削加工特点
(1)适合加工精度要求高旳零件 (2)适合加工表面粗糙度要求高旳零件
数控编程实习报告3篇

数控编程实习报告3篇指导教师:(校内)指导教师:(单位)姓名:专业:班级:实习单位:实习岗位:实习时间:年月日至年月日二零XX年XX月XX日2、娴熟把握待加工零件的装夹、定位、加工路线设置及加工参数调校等实际操作工艺。
3、娴熟把握阶梯轴、成型面、螺纹等车削零件和平面轮廓、槽形、钻、镗孔等类型铣削零件的手工及自动换刀的编程技术以及简洁曲面零件的自动编程技术。
能分析推断并解决加工程序中所消逝的错误。
4、学会排解机床电气及机械方面的一般性故障。
5、娴熟操作数控车、数控铣床、并能加工出中等简洁程度的零件。
6、能初步使用加工中心机床,了解刀库及其设置,了解加工中心的加工过程与特点7、初步了解与把握程序转存和联机把握等dnc加工方面的学问及操作方法。
8.复习把握数控技术职业资格考试要求的其它应知、应会的内容。
乐观争取通过职业技术资格考试。
二、实训内容与实训方案支配1、实训的主要内容1.1数控车床的操作与编程训练(1)、操作面板的生疏和把握软件的基本使用。
(2)、坐标系的建立,工件和刀具的装夹,基准刀具的对刀找正。
(3)、基本编程指令的讲解。
手工编程与程序输入训练,空运行校验。
(4)、固定循环指令的讲解。
编程与程序输入训练,空运行校验。
(5)、螺纹零件的车削编程训练。
学会排解程序及加工方面的简洁故障。
(6)、刀具补偿及编程训练。
手工换刀与自动换刀的基本操作。
(7)、多把刀具的对刀、刀库数据设置。
(8)、实际车削训练,合理设置各工艺参数。
(9)、理论课:复习总结车床加工的应知、应会内容。
1.2数控铣床操作与编程训练(1)、操作面板的生疏和把握软件的基本使用。
(2)、坐标系的建立,工件和刀具的装夹,基准刀具的对刀找正。
(3)、基本编程指令的讲解。
手工编程与程序输入训练,空运行校验模拟。
(4)、轮廓铣削和槽形铣削编程训练与上机调试,把握程序校验方法。
(5)、刀长与刀径补偿及编程训练。
手工换刀基本操作,多把刀具的对刀、刀库数据设置。
数控车削加工工艺课件(共21张PPT)《数控车削编程与操作训练》
1.对刀点 对刀点是在数控机床上加工零件时,
刀具相对于工件运动的起点。
ZO 对刀点X源自2.换刀点换刀点是指刀架转位换刀的位置。 以刀架转位时不碰工件及其他部件 为准。
3.刀位点 刀位点是指在加工程序编制中,用以表
示刀具位置的点
注:每把刀的刀位点在整个加工中只能有一个位置。
1.2.7 数控加工工艺技术文件的编写
确定原则: 粗加工时,选择较大的背吃刀量,
以减少走刀次数,提高生产率;
精加工时,通常选较小的 ap值,以
保证加工精度及表面粗糙度。
2.进给量f 的确定
确定原则: 粗加工时,进给量在保证刀杆、刀具、
机床、工件刚度等条件前提下,选用尽可 能大的f 值;
精加工时,进给量的选择主要受表面粗 糙度要求的限制,当表面粗糙度要求较高 时,应选较小的f 值。
以使总的工序数量减少。 适用于单件小批量生产。
2.工序分散原则 加工零件的过程在较多的工序中进行,
而每道工序的加工内容很少。 适用于大批量生产。
1.2.3 加工路线的确定
加工顺序确定原则:先粗后精、先近后远。
先粗后精
先近后远
1.2.4 刀具的选择
1.机架式可转位车刀
2. 数控车床常用刀具类型及用途
3.主轴转速n的确定
确定原则: 粗车时,选较低的切削速度, 精车时,选较高的切削速度。 由切削速度计算主轴转速的公式如下: n=1000v/(d) 式中:d ——工件直径,mm; v ——切削速度,m/min。
切削用量选择参考表
1.2.6 数控加工中对刀点、换刀 点及刀位点的确定
1.对刀点 2.换刀点 3.刀位点
谢谢观看!
第一章 数控车削编程基础
第二节. 数控车削加工工艺
数控车削实训报告
数控车削实训报告1. 引言在当今快速发展的制造业中,数控技术的应用日益广泛。
其中,数控车削技术作为一种常见的加工方法,无论在零件精度还是生产效率上都有着显著优势。
为了掌握这一技术,在实训课程中我进行了一次数控车削实训,本文将对实训过程以及收获进行总结和分析。
2. 实训背景数控车床是一种利用数控系统来控制切削刀具加工工件的机床。
相较于传统车床,数控车床具有自动化程度高、加工精度高、加工效率高等优势。
然而,要充分发挥数控车床的优势,掌握数控编程和操作技能是必不可少的。
因此,我报名参加了这次数控车削实训。
3. 实训过程3.1 数控编程在实训开始前,我们先学习了数控编程的原理和基本知识。
数控编程主要涉及坐标切割、速度控制和刀具路径等方面。
经过理论学习后,我们进行了实际编程练习。
这一环节需要我们对不同的形状和尺寸进行编程,并确保在数控车床上能够正确执行。
3.2 实操演练在数控编程的基础上,我们进行了实操演练。
选择合适的刀具和夹具,将工件固定在数控车床上,然后进行实际加工。
这一过程中,我们需要正确操作数控系统,调整刀具的进给速度和切削深度,并时刻监控加工过程中的参数。
通过多次实操演练,我们逐渐熟练掌握了数控车床的操作技巧。
4. 收获与反思4.1 技能提升通过这次数控车削实训,我对数控编程和操作技能有了深入的了解和掌握。
不仅能够根据工件要求进行编程,还可以熟练操作数控系统,调整加工参数,保证产品质量和生产效率。
这对我未来从事相关工作具有重要意义。
4.2 团队合作在实训过程中,我们需要与同学进行合作,共同完成实操任务。
通过与团队成员的协作,我更好地理解了团队合作的重要性。
每个人都有各自的特长和经验,通过学习借鉴,我们能够共同进步,并取得更好的成果。
4.3 安全意识在数控车削实训中,我们也切身体验到了机械加工操作的危险性。
为了保证人身安全和设备完好,我们始终保持谨慎和注意。
安全意识的培养是每个操作者必不可少的素质,也是实际工作中的必备要求。
《数控车削编程与加工技术》教学及实训教案
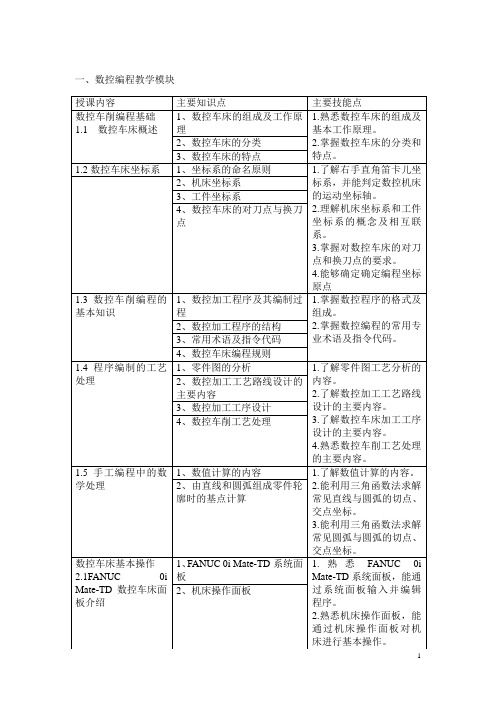
一、数控编程教学模块2、左旋螺纹的车削方法3、被吃刀量的合理选取课题12 外梯形螺纹车削1、梯形螺纹车刀的刃磨2、低速车削梯形螺纹的方法3、梯形螺纹的测量课题13 平底孔及台阶孔车削1、盲孔车刀的选用及刃磨2、平底孔及台阶孔的车削方法3、内孔的测量课题14 通孔及内沟槽车削1、通孔车刀及内沟槽刀的选用及刃磨2、通孔及内沟槽的车削方法3、工件的测量课题15 探测锤头及锤柄的加工1、车刀的选用及刃磨2、加工工艺的设计3、零件表面质量的控制课题16 手柄的加工1、车刀的选择及刃磨2、手柄加工工艺的设计课题17 线垂的加工1、在车床上攻丝、套丝的方法2、小直径钻头的使用方法课题18 国际象棋的加工1、国际象棋棋子的加工工艺2、零件表面质量的控制实训课题主要技能点课题19 配合工件的加工1、刀具的选用及刃磨2、锥体的配合3、三角螺纹配合4、形位公差的保证实训课题参考图纸课题3课题4课题5 课题6课题7课题8课题9次数 D d L1 Ø38±0.20 Ø 18 35.72 Ø 36±0.15 Ø 16 34.13 Ø 34±0.10 Ø 15 32.4 课题10课题11课题12课题13课题14d 总长Φ1 Φ30+0.01 0100+-0.20牙型角:30°螺距:P牙顶间隙:a c螺距1.5~5间隙0.25螺距6~12 间隙0.5大径d 公称直径中径:d2=d-0.5p小径d3=d-2h3 牙高h3=0.5p+ac牙顶宽f=0.366p牙槽底宽w=0.366p-0.536p 三针检测量针检测0.51p (dD)单针测量A=M+d0/2课题15课题16课题172 Φ35+0.05 0100+-0.20 Φ403 Φ40+0.027 0 100+-0.20Φ45课题19。
数控机床编程与操作实训报告书

数控机床编程与操作实训报告书
一、实训目的
本次实训旨在让学员掌握数控机床的编程与操作技能,通过实际操作加深对数控机床的理解,提高实操能力,为将来在数控加工领域有更好的发展奠定基础。
二、实训内容
1. 数控机床基本概念
首先学习了数控机床的基本概念,包括数控机床的种类、组成部分、工作原理等,为后续的学习打下基础。
2. 参数设置与机床操作
学习了数控机床的参数设置方法,包括各种刀具的选择、切削速度、进给速度等参数的设定,然后进行模拟操作,熟悉数控机床的实际操作流程。
3. 编程语言的学习
学习了数控编程语言,包括G代码和M代码,了解编程的基本规则和语法,能够编写简单的数控程序。
4. 数控机床的实际加工
通过实际操作数控机床进行零件加工,包括工件夹紧、工件坐标设置、程序调试等步骤,最终完成对工件的加工。
三、实训收获
经过本次实训,我对数控机床的工作原理和操作流程有了更深入的了解,掌握了数控编程的基本技能,同时提高了实际操作的能力。
通过反复练习和调试,加深了对数控加工工艺的认识,为将来在数控加工领域的发展打下了坚实的基础。
四、总结与展望
本次实训让我受益良多,但也发现自己还有很多不足之处,需要继续学习和提高。
未来,我将持续关注数控机床技术的发展,不断提升自己的技能水平,争取在数控领域有更好的表现。
以上是本次数控机床编程与操作实训的报告书,谢谢阅读!。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
数控车削加工实训课题一:阶梯轴外形轮廓的加工华中数控系统编程:%0001T0101;M03 S800 M08 F500;G00 X54 Z2;G00 X51 Z2;G01 X51 Z-90 F80;X55;G00 X55 Z5; X46;G01 X46 Z-40; X51 Z-60;G00 Z5;X42;G01 X42 Z-36; X46;G00 Z5;X38G01 X38 Z-36; X42G00 Z5;X32G01 X32 Z-18; X38;G00 Z5;X26;S1200;G01 X26 Z0; X30 Z-2;Z-18;G03 X36 Z-21 R3 F200; G01 Z-36;G02 X44 Z-40 R4;G01 X50 Z-60;Z-90;G00 X100 Z100;M05 M09;M30课题二:套类零件内外轮廓的加工华中数控系统编程:%0002T0101G50 S3000;G96 S150 M03;G00 X55 Z5 M08;G71 U2 R1 P10 Q20 X0.2 Z0.1 F200;N10 G42 G00 X44 Z2;G01 X44 Z0;X46 Z-1;Z-18;X48;N20 G40 X50 Z-19;G00 X100 Z50;M05 M09;M30内孔:%0002T0202M03 S600 M09;T0202M03 S600 M08;G00 X0 Z5;G71 U1 R0.5 P10 Q20 X0.4 Z0.1; N10 G42 G00 X10 Z5;G01 X26 Z0;X20 Z-13;X18;Z-43.5;N20 G40 X21 Z-45;G00 X10Z50M05 M09;M30课题三:槽的加工%0031T0101G90 G98 M03 S800G00 X55 Z5G00 X38Z5G71 U2 R1 P10 Q20 X0.2 Z0.1 F100 N10 G01 Z1 F300X42 Z-1Z-16X48X50 Z-17N20 Z-47X55G00 X100 Z100T0202G00 X55 Z-36G01 X46 F100X55Z-45X48X50 Z-42X55Z-45X0X55G00 X100 Z100M05M30T0303G00 X15 Z5G71 U2 R1 P30 Q40 X0.2 Z0.1 F300 N30 G01 X15 Z0.5 F100Z-28X26N40 Z-45X15Z5G00 X100 Z100 T0404G00 X15 Z5G01 Z-12 F100 X20X10Z5G00 X100 Z100 M05M30课题四:螺纹的加工课题五:固定循环指令的应用华中数控系统编程:%0005T0101M03 S800;G00 X45 Z3 M08;G71 U2 R1 P10 Q20 X0.2 Z0.1 F200;N10 G00 X0 Z0;G03 X18 Z-9 R9 F120;G01 Z-15;X22;X24 Z-16;Z-25;X28;X34 Z-33;Z-44G02 X42 Z-47 R4; N20 G01 Z-62;G00 X100 Z50; X45 Z3;G70 P10 Q20;G00 X100 Z50; M05 M09;M30课题六:螺纹配合件的应用华中数控系统编程:%0006T0101G50 S3000 M03;G96 S600;G00 X45 Z3 M08;G73 U2 W2 R3 P10 Q20 X0.2 Z0.1; N10 G00 X21 Z0;G01 X24 Z-1.5;Z-22;X28;X30 Z-23;Z-40;X40;X42 Z-41;Z-50;G02 X42 Z-70 R20; N20 G01 X42 Z-85; G70 P10 Q20;G00 X100 Z100;T0202G00 X30 Z-22 S100; G01 X20 F0.1;G00 X30;X100 Z100;T0303G97 S500;G00 X30 Z5;G82 X23.2 Z-20 F1.5; X22.6;X22.2;X22.04;X22.04;X22.04;G00 X100 Z100; M05 M09;M30课题七:锥套配合件的加工华中数控系统编程:左端:%0007T0101M03 M08;G96 S600;G00 X32 Z5;G01 X32 Z-24;X40;G00 Z5;X23;G01 X23 Z0;X25 Z-1;Z-25X40;G00 X50 Z50;M05 M09;M30右端:%0001T0101M03 S800;G00 X42 Z5 M08;G71 U2 R1 P10 Q20 X0.4 Z0.2 F200; N10 G42 G00 X15 Z0;G01 X18 Z-1.5;Z-15;X20;Z-25;X25;X30 Z-49;N20 G40 X42;G00 X100 Z100;T0202G00 X25 Z-11 S100;G01 X14 F200;G00 X100 Z100;T0303G97 S500G00 X20 Z5;G82 X17.2 Z-13 F1.5; X16.6;X16.2;X16.04;X16.04;X16.04;G00 X100 Z100;M05 M08;M30课题八:复杂零件的加工之一华中数控系统编程:%0008T0101M03 S800 M08;G00 X45 Z5;G71 U2 R1 P10 Q20 X0.2 Z0.1 F200;N10 G42 G00 X26 Z0 F200;G01 X30 Z-2;Z-30;X32;G02 X32 Z-54 R20;G03 X32 Z-78 R20;G01 X32 Z-83;X35;X40 Z-103;N20 G40 Z-120;G00 X100 Z100;T0202G00 X35 Z-25 S300; G01 X26 F200;G00 X35;X100 Z100;T0303S500;G00 X35 Z5;G82 X29.1 Z-27 F2.0; X28.5;X27.9;X27.5;X27.4;X27.4;X27.4;G00 X100 Z100;M05 M09;M30课题九:复杂零件的加工之二华中数控系统编程:左端外圆加工:%0009T0101M03 M08 S800;G00 X45 Z5;G71 U2 R1 P10 Q20 X0.4 Z0.2 F200;N10 G42 G00 X24 Z0;G01 X28 Z-2;X35 Z-25;Z-45;X42;N20 G40 Z-60;G00 X100 Z100;M05 M09;M30右端:T0101G50 S3000;M03 M08 S800;G00 X45 Z5;G71 U2 R1 P10 Q20 X0.4 Z0.2 F1000; N10 G42 G00 X22 Z0;G01 X24 Z-1;Z-20;X30;Z-25;G03 X36 Z-45 R20;G01 X36 Z-57;G02 X42 Z-60 R3;N20 G40 G01 X42 Z-65;G00 X100 Z100;T0202G00 X34 Z-15 S300;G01 X21 F200;G00 X34;X100 Z100;T0303S500;G00 X30 Z5;G82 X23.2 Z-17 F1.5; X22.6;X22.2;X22.04;X22.04;X22.04;G00 X100 Z100;M05 M09;M30数控铣削加工实训任务书课题一:铣削二维文字编程与加工课题二:二维外轮廓加工VC750型数控铣床,规格:45钢,100 mmX100mmX30mm,零件图如下:用华中数控系统格式进行编程,程序如下:主程序:%0202T01 M06;G54 G17 G90 M03 S400;G00 X0 Y0 Z5;X20 Y0 Z5 F50;M98 P9202;G51.1 X0;M98 P9202;G51.1 Y0;M98 P9202;G50.1 X0;M98 P9202;G50.1 Y0;G91 G28 Z0;M05;M30子程序:%9202G01 G41 D01 X20 Y0 F200; X20 Y0 Z-15;G03 X10 Y40 I-40 J-10;G01 X35 Y40;G03 X40 Y35 I-35 J-40;G01 X10 Y40;G03 X20 Y0;Z5G00 X0 Y0 Z5;M99;课题三:二维内型腔加工VC750型数控铣床,规格:45钢,100 mmX100mmX20mm,零件图如下:用华中数控系统格式进行编程,程序如下:主程序:%0203T01 M06;G90 G54;G00 X0 Y0 S600 M03;G43 Z5 H01;G01 Z-5 F50;M98 P9203;G51.1 X0;M98 P9203;G51.1 Y0;M98 P9203;G50.1 X0;M98 P9203;G50.1 Y0;G91 G28 Z0;M05;M30子程序:9203G41 D01 X0 Y15 F200; G03 X10 Y25 I-25 J-10; G02 X22 Y40 I-40 K-22; G01 X30 Y40;G02 X40 Y30 I-30 J-40; G01 X40 Y22;G02 X28 Y10 I-10 J-28; G01 X28 Y0;G00 G40 X0 Y0;M99课题四:孔及外轮廓的加工VC750型数控铣床,规格:45钢,100 mmX100mmX20mm,零件图如下:用华中数控系统格式进行编程,程序如下:主程序:%0203T01 M06;G90 G54;G00 X0 Y0 S600 M03;G43 Z5 H01;G01 Z-5 F50;M98 P9203;G51.1 X0;M98 P9203;G51.1 Y0;M98 P9203;G50.1 X0;M98 P9203;G50.1 Y0;G91 G28 Z0;M05;M30子程序:9203G41 D01 X0 Y15 F200; G03 X10 Y25 I-25 J-10; G02 X22 Y40 I-40 K-22; G01 X30 Y40;G02 X40 Y30 I-30 J-40; G01 X40 Y22;G02 X28 Y10 I-10 J-28; G03 X15 Y0 I0 J-15; G00 G40 X0 Y0 Z50;课题五:子程序的应用VC750型数控铣床,规格:45钢,200 mmX100mmX30mm,零件图如下:用华中数控系统格式进行编程,程序如下:主程序:%0205G90 G54;G00 X课题六:数控铣削综合训练VC750型数控铣床,规格:45钢,200 mmX200mmX30mm,零件图如下:课题七:加工中心课题1课题八:加工中心综合练习题课题九:加工中心综合练习题附加题:工程图文档华中数控系统编程:%0008T0101M03 S800 M08;G00 X40 Z5;G71 U2 R1 P10 Q20 X0.2 Z0.1 F200; N10 G42 G00 X22 Z0 F200;G01 X26 Z-2;Z-15;X28;G02 X28 Z-36 R17.5;G03 X28 Z-57 R17.5;G01 X28 Z-62;X31;X35 Z-78;N20 G40 Z-95;G00 X100 Z100;T0202G00 X30 Z-10 S300;G01 X22 F200;G00 X30;X100 Z100;T0303G97 S500;G00 X30 Z5;G76 C03 R0 E0 A60 X23.4 Z-12 I0 K0 U0.02 V0.02 Q0.4 P0 F2;G00 X100 Z100;M05 M09;M30。