大轴重货车用高摩擦系数合成闸瓦暂行技术条件
铁道货车用合成闸瓦(铁标2403-2010)

铁道货车用合成闸瓦
Brake shoes for freight rolling stock of railways
2010-12-02发布
2011-06-01实施
中华人民共和国铁道部
发布
TB/T 2403-2010
目 录
前言 1 范围 2 规范性引用文件 3 术语、定义和符号 4 分类与使用要求 5 技术要求 结构及外形尺寸 外观 使用 物理及力学性能 制动摩擦磨耗性能 摩擦体与瓦背粘结强度 材料及制造
GB/T 700-2006
GB/T 1033.1-2008 GB/T 1041-2008 GB/T 1043.1-2008 GB/T 2918-1998 GB/T 3398.2-2008
碳素结构钢
塑料 非泡沫塑料密度的测定 第1部分 浸渍法、液体比重瓶 法和滴定法 塑料 压缩性能的测定 塑料 简支梁冲击性能的测定 第1部分 非仪器化冲击试验 塑料 试样状态调节和试验的标准环境 塑料 硬度测定 第2部分 洛氏硬度
——补充并明确了闸瓦物理力学性能试验的取样方法和试验要求 (见6.3和附录C); ——补充并明确了压缩模量的确定方法(见6.3.5和附录D);
TB/T 2403-2010
前 言
——增加了弯曲强度要求和试验方法(见5.4表1和6.3.7); ——增加了丙酮可溶物含量检测要求和试验方法(见5.7.12和 6.3.3); ——补充并明确了摩擦体与瓦背粘结剪切强度试验的取样方法 和试验要求;增加了摩擦体与瓦背拉脱力要求和试验方法(见 6.4和附录E);
本标准适用于最高运行速度为120km/h,轴重不大
于25t的铁道货车用合成闸瓦。轴重大于25t的铁道货 车用合成闸瓦可参照使用本标准。
耐候高摩合成闸瓦的研制及应用

耐候高摩合成闸瓦的研制及应用王春志(兰州铁路局兰州车辆修配段,兰州 730000)摘要:综述了耐候高摩合成闸瓦摩擦磨损机理、重点解决的技术难题、材料组成、生产工艺及试验数据,介绍了青藏铁路工程试验车安装使用的实际效果。
关键词:耐候、闸瓦、研制、应用1、前言:根据铁道部科技发展规划,高速重载将是我国铁路发展的主要方向,闸瓦是机车、车辆制动系统中不可缺少的一个部件,目前我国铁路车辆使用的闸瓦可分为金属和合成两大类。
由于铁路运输特点,造成闸瓦工作条件极为复杂,它承受着高温、静载荷和动载荷的作用,这些因素影响到车轮与闸瓦这对摩擦副的工作性能。
如何研制出抵御高寒、抗紫外线适合于气候恶劣的雪域高原使用的耐候高摩合成闸瓦(以下简称耐候闸瓦)是一个很重要的课题。
只有科学而合理地选择材料,预测闸瓦在不同工作条件下的使用情况,并对摩擦接触过程中发生的问题进行深入的研究,才能完成这个任务。
2、研制耐候闸瓦应达到的目标耐候闸瓦是在HGM-B快速高摩合成闸瓦的基础上研制和提高的,它具有快速高摩闸瓦的一系列优点,又具有弹性模量低、冲击强度高、压缩强度高、密度低等特点,是快速高摩合成闸瓦的系列产品。
研制时应满足以下要求:1)应具有稳定的摩擦因数,并在铁标规定的范围内;2)抗热裂性和耐磨性好,延长使用寿命;3)对车轮踏面不致造成裂纹、金属镶嵌等异常损伤;4)制动火花小,以防发生列车火灾事故;5)耐高寒、抗紫外线适于青藏铁路线专用。
3、摩擦磨损机理的探讨:耐候闸瓦是由摩擦材料与钢背压制而成。
摩擦材料的摩擦表面层结构通常分为五层:第一层是由分解和部分碳化且含有微裂纹的树脂组成;第二层是由降解的树脂组成;第三、四、五层分别为裂纹形成及碎化层、应变层和基体。
摩擦力由两部分组成,即剪断固相“焊”接点的粘附分量和硬质微凸体在对偶表面的犁沟分量。
按照摩擦学的有关知识,依据闸瓦与车轮制动遵从的“粘附一犁沟”理论,我们克服了一般配方设计中采用粘附型或犁沟型的极端配方设计,采用橡塑共混制成的中间弹性体作为粘合剂,通过耐候闸瓦的大量试验,发现采用这种配方设计效果极较为理想,达到了预期目的。
货车高摩合成闸瓦瓦背折断故障分析及建议

进, 以保 证 制 动 安 全 。 铁路 货 车 闸 瓦使 用 铁 质 或 合 成 材 料 , 在 铁 路 货 车 提 速改 造 后 , 目前 使 用 的 闸瓦 主
要 是 高摩 擦 系数 合 成 材 料 闸 瓦 ( 简
例为 8 . 3 7 % , 熔 粘 故 障 比 例 为
9 . 1 6 %。尽 管 这 两项 故 障 占 比例 相
5
6
合 计
2 2 9 ຫໍສະໝຸດ 西 局 西 局 HGM
HGM
1 1 l
1 2 6
1 0
9
7
1 2
1 2 8
1 4 7
员劳 动强度 , 延 长技检 时间 , 影 响
7
西 局
HGM
9 9
1 1
1 9
l 2 9
[ 二 互 二 ] o 酉 铁 科 技
对 较小 , 但 闸瓦熔 粘 和折 断 故 障 均
会 导致 该 制 动 单 元 制 动失 效 , 进 而
影 响行 车安 全 。
月份
4
高 摩 擦 系 数 合 成 闸 瓦 折 断 故 障集 中发 生在 瓦鼻处 。闸瓦 瓦鼻 处
2 0 1 4年 4 — 7月 铁 路 货 车 闸瓦 故 障 调 查 汇 总 表
将 列 车运 行 的动 能 转 化 成 热能 , 消 散 于大 气 , 并 产 生制 动力 。 近年来 ,
为保 证 车辆 运 行 安 全 , 铁 路 新 造 和
目为 闸 瓦掉 块 、 熔粘 、 金属 镶 嵌 、 瓦
背折 断 四种 。 笔者 根 据 2 0 1 4年 4 — 7 月西安 路 局 管 内 铁 路 货 车 闸 瓦 动铁泌
铁道车辆用高摩合成闸瓦工序周转台的设计与应用探讨
铁道车辆用高摩合成闸瓦工序周转台的设计与应用探讨摘要:作为铁路货车制动系统中的刹车重要配件的高摩合成闸瓦,其高摩合成闸瓦的组成部分为钢背以及摩擦体。
当然具体的高摩合成闸瓦工序周转台的设计与应用是非常关键的,因为会程度性磨耗限打标记,需要设计专用的高摩合成闸瓦打标机,以此来提升整体的工作流程进度,让施工生产人员的工作量大幅度的降低的同时,还能满足到生产要求。
当然,整体的高摩合成闸瓦工序周转台的技术性能也能得到高效保障。
关键词:铁道车辆;高摩合成闸瓦工序周转台;设计与应用引言作为货车制动的具体工具的铁道车辆用高摩合成闸瓦,相比传统的铸铁闸瓦,具备可靠的制动性能以及优良的耐磨性,同时还能满足我国现阶段的铁路货车提速重载的多种需求,因此铁道车辆用高摩合成闸瓦在各个领域中被广泛应用。
但是铁道车辆用高摩合成闸瓦的生产工序很多,例如热压型以及固化热处理等。
当然,多项工序在运行过程中都会因为整体环节工作量太大,导致生产效率低,由此而产生生产节拍的错误。
基于此情况,必须要进行铁道车辆用高摩合成闸瓦工序优化,解决存在的技术问题。
1 高摩合成闸瓦生产现状分析首先,作为车辆制动系统的重要配件之一的高摩合成闸瓦,因为可以通过相关的热压工艺进行压制成型的摩擦体,其外观结构就已经非常显著,同时具体的高摩合成闸瓦生产工艺流程步骤繁多,总共有25个步骤。
而繁多的高摩合成闸瓦生产工艺流程步骤中很容易出现问题,如属于大批量生产的高摩合成闸瓦配件,其生产过程也十分复杂,因为每一个工序都要进行科学合理的衔接以及传递,而高效率的传递可以提升高摩合成闸瓦的生产任务效率,尤其是针对一些热压成形的产品,会特别选哟经过固化炉的热处理工序,然后再结合表面处理即喷漆,从而进行周转以及传递。
由此可知,其产品在周转以及传递过程中,会程度性的限制了产品的生产性能,停址这个生产产品进度。
2 高摩合成闸瓦磨耗限打标机的设计以及工艺方案的制定2.1打标机总体方案的确定由于在整个高摩合成闸瓦生产环节汇总,其生产流程会受到多种不利因素的影响,导致其磨耗限喷涂方案会不同程度的调整以及改进,由此而应用压印工艺,为此,而设计出专门的磨耗限打标机,具体的磨耗限打标机结构组成有十五个零件,如有专用液压站作为动力源,而付压痕模块就制定在动、定板组件中,以此来达成磨耗限打标机的零件快速拆卸以及更换的目的。
新型高摩擦系数合成闸瓦配方及工艺的研究

新 型 高摩 擦 系数 合成 闸瓦 配方 及 工 艺 的研 究
裴 顶峰 , 张 国文 ,党 佳 ,贺 春 江
( 中国铁 道科学研究 院 金 属及化学研究 所 ,北京
摘
10 8 ) 00 1
要 :研 究 了配 方 及 工 艺 对 新 型 高 摩 擦 系数 合 成 瓦 性 能 的 影 响 。研 究 结 果 表 明 ,当 配 方 中 的 粘 合 剂 含 1 ,树 脂 与 橡 胶 比例 为 1: ~ 2:l 6 1 、纤 维 含 量 为 2 ~ 3 、填 料 中石 墨 和 钾 长石 比例 为 4 5 O O 5: 5
中 图 分 类 号 :U20 3 1 7 . 5 文 献 标 识 码 :A
针 对部 分高 摩 擦 系数 合 成 闸瓦 出 现 的 “ 渣 、 掉
速 度 l mm ・mi ,样 品 2 n× 1 n 0 mi 0 mm × 1 0
m m 。
掉块 ” 以及 “ 属镶嵌 ”等 问题 ,本 文在研 制高 摩 金 擦 系数 合成 闸片成 功经 验基础 上 ,结合 国外 发达 国
1 1 2 闸 瓦加 工 工 艺 . .
k ・ 条件 下 ,研 究 了粘合 剂含 量对 磨耗 量 及摩 m h
擦系数 的影 响 ,结 果见 表 l 。
表 1 粘 合 剂 对 磨 耗 量 及 摩 擦 系数 的 影 响
粘合剂含量/ 磨 耗 量 / g・(o次 ) ) ( 1
1 . 5 2 6 1 . 7 1 4 5 2l .
13 . 5
摩 擦 系 数
将 各种 原材 料经 干燥 、称量 、混 合 、热压 等工 序制成 橡胶 改性 树脂基 的 高摩擦 系数 合成 闸瓦 。 12 新型 高摩擦 系数 合成 闸 瓦材料 力学 性能测 试 .
高摩合成闸瓦的技术参数
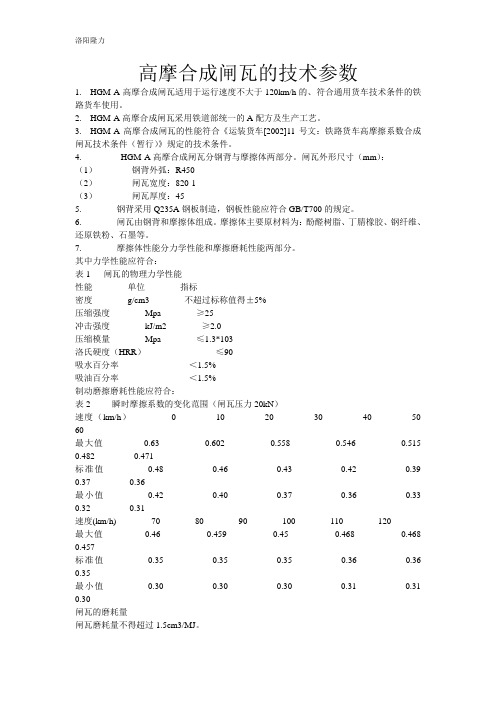
洛阳隆力高摩合成闸瓦的技术参数1. HGM-A高摩合成闸瓦适用于运行速度不大于120km/h的、符合通用货车技术条件的铁路货车使用。
2. HGM-A高摩合成闸瓦采用铁道部统一的A配方及生产工艺。
3. HGM-A高摩合成闸瓦的性能符合《运装货车[2002]11号文:铁路货车高摩擦系数合成闸瓦技术条件(暂行)》规定的技术条件。
4. HGM-A高摩合成闸瓦分钢背与摩擦体两部分。
闸瓦外形尺寸(mm):(1)钢背外弧:R450(2)闸瓦宽度:820-1(3)闸瓦厚度:455. 钢背采用Q235A钢板制造,钢板性能应符合GB/T700的规定。
6. 闸瓦由钢背和摩擦体组成。
摩擦体主要原材料为:酚醛树脂、丁腈橡胶、钢纤维、还原铁粉、石墨等。
7. 摩擦体性能分力学性能和摩擦磨耗性能两部分。
其中力学性能应符合:表1 闸瓦的物理力学性能性能单位指标密度g/cm3 不超过标称值得±5%压缩强度Mpa ≥25冲击强度kJ/m2 ≥2.0压缩模量Mpa ≤1.3*103洛氏硬度(HRR)≤90吸水百分率<1.5%吸油百分率<1.5%制动磨擦磨耗性能应符合:表2 瞬时摩擦系数的变化范围(闸瓦压力20kN)速度(km/h)0 10 20 30 40 50 60最大值0.63 0.602 0.558 0.546 0.515 0.482 0.471标准值0.48 0.46 0.43 0.42 0.39 0.37 0.36最小值0.42 0.40 0.37 0.36 0.33 0.32 0.31速度(km/h) 70 80 90 100 110 120最大值0.46 0.459 0.45 0.468 0.468 0.457标准值0.35 0.35 0.35 0.36 0.36 0.35最小值0.30 0.30 0.30 0.31 0.31 0.30闸瓦的磨耗量闸瓦磨耗量不得超过1.5cm3/MJ。
货车高摩合成闸瓦352×86×45_高摩合成闸瓦_高摩合成闸瓦

使用前请仔细阅读说明书货车高摩合成闸瓦352×86×45产品介绍铁翔机械公司专业生产高摩合成闸瓦,多年的生产经验,合成闸瓦、铸铁闸瓦品种齐全。
货车用高摩擦系数合成闸瓦由钢背和合成材料两部分组成,中间有一散热槽。
钢背—由4mm以上厚的钢板制成(钢板材质的牌号为Q235-A,其性能符合GB/T 700的规定)。
钢背外弧为R450mm。
钢背冲有φ16mm的孔8个。
使合成材料牢固的粘附在钢背上。
合成材料—合成材料是闸瓦的摩擦体,它在制动时直接与车轮踏面接触,产生摩擦力。
它是由橡胶、树脂为主体,加以摩擦调节剂、填料等复合而成。
外观为灰黑色。
散热槽—起散热和排污作用,同时可以适应踏面圆弧的工作条件。
高摩合成闸瓦采用自动配料系统,全自动生产线;满足23t~25t轴重、载重70t~120t、时速90Km/h~140Km/h铁路货车的制动要求。
其配方设计先进,制动性能稳定;磨耗量少,产品寿命长;无划痕、热裂纹,对车轮磨损小;自洁性优良,有效抑制金属镶嵌;粘结强度提高,力学性能增强;提高列检效率,加快车辆周转率。
1)、最大外形尺寸为长352mm、宽86 mm、厚45 mm。
适用车轮直径840mm。
外形几何尺寸符合铁道科学研究院2009年发布《高摩擦系数合成闸瓦》(TKZW04A-00-00)图纸要求。
2)、物理、力学性能、制动摩擦磨损性能满足TB/T 2403-2010《铁道货车用合成闸瓦》H闸瓦要求。
3)、粘结强度满足TB/T 2403-2010《铁道货车用合成闸瓦》要求。
高摩合成闸瓦是以丁腈胶粉和丁苯橡胶改性酚醛树脂进行共聚物共混,利用多元混体系作为基体原料。
以满足GB700-1988规定的冷轧钢板为背板,采用10.5~11.5MPa的压力在不同温度下热压制,然后进行六花方法制备出高摩合成闸瓦材料。
350×85×45合成闸瓦是适用于火车及煤水车上的刹车系统。
高摩合成闸瓦具有耐磨性好、重量轻、无污染、安全可靠的特点。
高摩擦系数合成闸瓦的研制

i#lj:;《t节●矿
期我们测得其摩擦体密度由原来的2.49/e=3下降到1.99/cm3.而其摩擦性能却较以前优异
许多。
我国也于1958年开始研制高摩合成闸瓦。在1958年~1967年,研制了一系列高摩擦
系数闸瓦配方,比较有代表性豹有6148、6148NR,6143、45号、60号等一系列高摩擦系数
摩擦性能节剂和补强填料等。
2.1.2 摩擦材料的成型工艺
将以上主要成分经配料、混料工艺及热压成型制成橡胶改性树脂基的复合材料.
2.2 摩擦材料力学性能的测试
压缩强度:按GB/T1041进行测试:压缩弹性模量:按强度值的和20%段取值测定其弹性
模量;冲击强度:按GB/T1043标准测试;布氏硬度:HG2—168塑料布氏硬度试验方法测试;
JURID的“JURID”、英国FERODO的“FERODO”等,从有限的资料和我们能接触到国外高摩
擦系数合成闸瓦的情况来看,其发展己形成了系列化产品.型号发展非常快,主要围绕含
混杂纤维增强的无石棉、半金属、无金属型摩擦材料(在欧洲无石棉无金属摩擦材料的初
步定义为:石棉含量为零,金属含量为o ̄1 096)开展工作。以高摩擦系数合成闸瓦为例,近
温度,但根据干法工艺的特殊性,为提高效率降低成本,在压制压力和时间上进行了调整,
结果显示,效果良好。
3.3.2后处理工艺
传统的合成闸瓦的后处理工艺,基本采用阶梯式温升,最高处理温度为压制温度·目前, 南京和张家港的后处理温度也基本如此,最高疆度为压制温度,根据西蓝树脂的固化机理,
·114·
在180‘C阻上时,还要发生进一步反应,同时根据我国汽车摩擦材料行业的成功经验,本文
高摩擦系数合成闸瓦的配方中,硬软质点不同配比(表1)的制动性能数据如表2所列。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
应产生隆起 烧蚀等缺陷 c) 闸瓦 应使 轮踏面产生 均匀磨耗 沟状磨耗和犁痕状磨耗 闸瓦摩擦面 应产生导
述 轮损伤或影响 动摩擦磨耗性能的金属镶嵌物 d) 应因闸瓦原因使 轮踏面产生热斑 热裂纹 热剥离等损伤 也 应因闸瓦原因使轮
粘着系数明显 降 e) 闸瓦 应产生 续刺耳的噪声
5.3.3 大轴
用闸瓦
5.5.1.3 常温 燥状态 闸瓦推力降 1/2~2/3 一次停 动工况的瞬时摩擦系数的 限
允许 表3或 录B 中规定的 限提高15% 但 限 应 于表3或 录B 中规定的 限
5.5.1.4 常温 湿状态 闸瓦推力降 1/2 一次停 动工况的瞬时摩擦系数的 限允许
表3或 录B 中规定的 限提高15% 但 限 应 于表3或 录B 中规定的 限
中 GM代表高摩擦系数合成闸瓦 ○○○ 3 数 表示闸瓦规格 规格 915的 闸瓦用数 915 表示 规格 965的闸瓦用数 965 表示 □ 闸瓦配方代号 用大
写 母表示 例如 规格 915 配方代号 A的高摩擦系数合成闸瓦的型号
GM915A
5 技术要求
5.1 结构及外形尺寸
5.1.1 闸瓦由瓦背和摩擦体组成 摩擦体由粘结材料 增强材料和摩擦材料组成 5.1.2 闸瓦的外形及配合尺 应符合本标准 录A的规定 5.1.3 瓦鼻 侧弧面应 检测样 中部 少 爪接触 允许一爪 在 大于0.5mm的间隙 瓦背弧面 检测样 端四爪的间隙 应超过2mm
5.2.4 闸瓦磨耗到限标志及磨耗限 标记应明显 清楚 完整
5.2.5 闸瓦标识应 确 清晰
5.3 使用
5.3.1 在 常使用条件 闸瓦的使用限 包括瓦背和摩擦体在内 任何一处的 余厚
小于14mm
5.3.2 在 常使用条件 及规定的使用限 内
a) 闸瓦应保
动摩擦性能符合本文件规定的要求
b) 闸瓦 应 断 瓦背 应外露而 轮接触 摩擦体 应变形 脱落 掉块 摩擦面
大轴
用高摩擦系数合成闸瓦技术条件 暂行
1 范围
本文件规定了铁道 用合成闸瓦的术语 定义和符号 规格 型号表示方法 技术要
求 检查试验方法 检验规则 标志 包装 输及储 要求等
本文件适用于最高 行
100km/h 轴 27t~32.5t的铁道 用合成闸瓦 简 闸
瓦或大轴
用闸瓦 轴 大于32.5t 的铁道 用合成闸瓦 参照使用本文件
5.5.2 一次停车制动工况的 均摩擦系数
5.5.2.1 常温 燥状态 一次停 动工况的 均摩擦系数应符合表 3 的规定
动初始 V0 km/h
均摩擦系数 ϕs
5.5.1.1 常温 燥状态 一次停 动工况的瞬时摩擦系数基准值按式 1 计算
ϕk
=
0.35 2v +质质瞬时
单 千米每小时 km/h
5.5.1.2 常温 燥状态 一次停 动工况的瞬时摩擦系数应符合表 2 或 录 B 的规定
表 2 闸瓦瞬时摩擦系数的允许范围
v km/h
符号
ϕs
∫1
ϕs = S
Se
0 ϕk
ds
…………………………………刷1)
e
式中 Se—— 闸瓦推力达到规定值的95%时起到停 时 4 规格 型号表示方法
的 动距离 单
米m
4.1 30吨轴 铁道 用合成闸瓦 以 简 闸瓦 以 种规格 a) 规格 915的闸瓦适用于公 直径915mm的 轮 b) 规格 965的闸瓦适用于公 直径965mm的 轮 4.2 闸瓦型号表示 GM○○○□
ϕk
v km/h
0 0.350+0.07
-0.05
60
10 0.331+0.07
-0.05
70
20 0.317+0.065
-0.055
80
30 0.306+0.06
-0.05
90
40 0.298+0.055
-0.045
100
50 0.292+0.05
-0.04
110
ϕk
0.286±0.04 0.282±0.04 0.278±0.04 0.275±0.04 0.272±0.04 0.270±0.04
5.4 物理及力学性能 闸瓦摩擦体的物理 力学性能应符合表1的规定
表1 物理及力学性能
性能
密 g/cm3
洛氏硬
冲强 kJ/m2
压缩模量 MPa
压缩强 MPa
弯曲强 MPa
指标 超过标 值的±5%
HRR 100 HRX 30
2.5 1.5×103
25
8
5.5 制动摩擦磨耗性能
5.5.1 一次停车制动工况的瞬时摩擦系数
3 术语 定义和符号
列术语和定义适用于本文件
3.1
瞬时摩擦系数 instantaneous fri干tion 干oeffi干ient
瞬时摩擦系数是
ϕk
3.2
的函数 它是 动过程每一瞬间的 动力 闸瓦推力之 符号
均摩擦系数 average fri干tion 干oeffi干ient
均摩擦系数是 动初始 的函数 它是瞬时摩擦系数在 动距离止年 的
2 规范性引用文件
列文件 于本文件的应用是必 少的 凡是注日期的引用文件 仅注日期的版本适
用于本文件 凡是 注日期的引用文件 最新版本 包括所 的修改单 适用于本文件 GB/T 1033.1—2008 塑料 非泡沫塑料密 的测定 第1 部 浸渍法 液体 瓶法和滴
定法 GB/T 1041—2008 塑料 压缩性能的测定 GB/T 1043.1—2008 塑料 简支梁冲 性能的测定 第1 部 非仪器化冲 试验 GB/T 2918—1998 塑料 试样状态调节和试验的标准 境 GB/T 3398.2-2008 塑料 硬 测定 第2 部 洛氏硬 GB/T 4617—2009 塑料 酚醛模塑 品 丙酮 溶物的测定 GB/T 6040—2002 红外 谱 析方法 GB/T 9341—2008 塑料 弯曲性能的测定 TB/T 449 机 辆 轮轮缘踏面外形 TB/T 2403-2010 铁道 辆用合成闸瓦 ISO 11358:1997 塑料 聚合物的热 析 一般原则
5.2 外观
5.2.1 闸瓦瓦背 应 裂纹及 它 能会在使用中引起闸瓦断裂的缺陷 并应 行防 处
理
5.2.2 闸瓦摩擦体 应 夹杂物 应 起泡 鼓包 面允许 在深 大于0.5mm的毛细裂纹
层疏
翘曲等缺陷 摩擦体侧
5.2.3 闸瓦摩擦体 瓦背应牢固结合 摩擦体应 满瓦背及抓料孔 摩擦体侧面 瓦背之间 允许 在深 大于1mm 长 大于30mm的固化收缩缝