70TQ003.1-2007设备开口接管焊接型式图(一)
压力容器设计技术规定2014.8.19

压力容器设计技术规定第四版文件编号:THRSGD-2014/A发放编号:受控状态:发布日期:2014年3月1日实施日期:2014年6月1日批准页编制:审核:批准:目次前言 (V)1 总则 (1)2 图纸图幅、图样的要求 (1)2.1 图纸图幅面和图框格式 (1)2.2 比例 (2)2.3 字体 (2)2.4 图线 (2)3 非标压力容器设计数据表 (8)3.1 非标储罐设计数据表(表2) (9)3.2 塔器设计数据表(表4) (15)3.3 非标换热器设计数据表(表5) (17)3.4 夹套容器设计数据表(表7) (19)3.5 常压容器设计数据表(表8) (21)3.6 搅拌容器设计数据表(表9) (23)3.7 大型储罐设计数据表(表10) (24)4 非标压力容器总图(装配图)技术要求 (26)4.1 碳钢、低合金钢制压力容器 (26)4.2 不锈钢制压力容器 (31)4.3 不锈钢复合板制压力容器 (32)4.4 钢制焊接常压容器 (32)4.5 夹套容器 (33)4.6 钢制固定顶大型储罐 (34)5 常规压力容器设计数据表 (36)5.1 压力容器设计数据表(表11) (36)5.2 换热器设计数据表(表12) (39)6 塔器技术要求 (42)6.1 板式塔装配图 (42)6.2 板式塔塔盘部件图 (44)6.3 板式塔板零件图 (44)6.4 填料塔装配图 (45)7 管壳式换热器技术要求 (46)7.1 管壳式换热器装配图 (46)7.2 管板 (47)7.3 折流板、支持板 (48)8 搅拌设备技术要求 (50)8.1 搅拌设备装配图 (50)8.2 搅拌轴 (51)8.3 搅拌器 (51)8.4 轴封装置 (52)8.5 联轴器 (52)9 高压容器(单层)技术要求 (53)9.1 设计数据表 (53)10 零部件技术要求 (57)10.1 锻制零件 (57)10.2 法兰、法兰盖 (57)10.3 人孔、手孔 (57)10.4 补强圈 (58)10.5 螺栓 (58)10.6 螺柱 (58)10.7 螺母 (58)10.8 视镜 (58)10.9 玻璃板液位计 (59)10.10 玻璃管液位计 (59)10.11 磁翻板(柱)液位计 (59)附录A(规范性附录)容器分片、分段制造、试验和运输要求 (60)附录B(规范性附录)固定式压力容器风险评估报告 (63)前言为了加强压力容器设计的管理,确保压力容器产品的设计质量,依据TSG R1001《压力容器压力管道设计许可规则》、TSG R0004《固定式压力容器安全技术监察规程》的规定,在公司质量保证体系文件《质量手册》和《管理制度》的基础上,依据国家压力容器相关标准和公司实际,编制了公司的压力容器设计技术规定,各级设计人员必须严格遵守并执行本规定。
钢结构常用焊接接头坡口形式分类图集之欧阳家百创编
GC-BX-2
18≤δ<40
F
α1=45°
α2=60°
b=0-3
p=0-3
H=
全熔透坡口
清根
4
SC-BI-2
8≤δ<20
F
b=0
全熔透坡口
清根
5
SC-BV-2
20≤δ<40
F
α=60°
b=0
p=6
全熔透坡口
清根
6
SC-BX-2
40≤δ<60
F
α1=45°
α2=60°
b=0
p=5
H=
全熔透坡口
清根
注:板对接焊缝优先选用埋弧焊
箱型主焊缝坡口形状和尺寸
焊缝编号
标记
坡口形状示意图
板厚(mm)
焊接位置
坡口尺寸(mm)
备注
7
SC-CL-B1
10≤δ<20
F
α=45°
b=6
p=0-1
全熔透坡口
8
SC-CV-B1
20≤δ<40
F
α1=20°
α2=15°
b=8
p=0-1
全熔透坡口
9
SP-CL-1
δ<20 mm
F
α=60°
b=0mm
H=t/2
部分熔透坡口
10
SP-CV-1
δ≥20mm
F
α=60°b=0mm
H=t/2且不小于14mm
部分熔透坡口
焊接H型钢与十字柱主焊缝
埋弧焊坡口形状和尺寸
焊缝编号
标记
坡口形状示意图
板厚(mm)
焊接位置
坡口尺寸(mm)
备注
11
SC-TI-2
管件的分类及图片对照
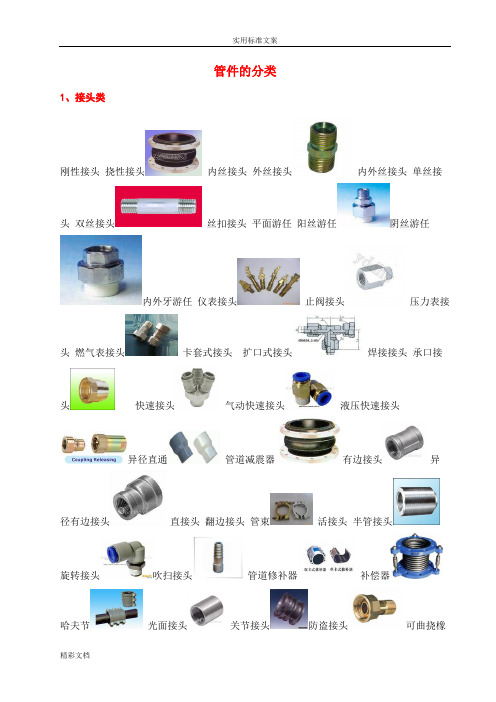
管件的分类1、接头类刚性接头挠性接头内丝接头外丝接头内外丝接头单丝接头双丝接头丝扣接头平面游任阳丝游任阴丝游任内外牙游任仪表接头止阀接头压力表接头燃气表接头卡套式接头扩口式接头焊接接头承口接头快速接头气动快速接头液压快速接头异径直通管道减震器有边接头异径有边接头直接头翻边接头管束活接头半管接头旋转接头吹扫接头管道修补器补偿器哈夫节光面接头关节接头防盗接头可曲挠橡胶接头传力接头鞍型接头卡箍胶管接头格林接头外接头卫生级接头2、弯头类沟槽式弯头卡套式弯头对焊弯头承插弯头可曲挠橡胶弯头内牙弯头外牙弯头内外牙弯头带边弯头带座弯头异径弯头无缝弯头法兰弯头双承弯头卫生级弯头45°弯头180°3、三通类正三通异径三通斜三通 Y三通瓶型三通机械三通鞍形三通沟槽式三通对焊三通承插三通卡套三通内牙三通暖气专用三通内外牙三通螺纹三通外牙三通消音三通顺水三通带边三通锻制三通无缝三通卫生级三通4、四通类正四通斜四通机械四通等径四通异径四通平面四通立体四通沟槽四通对焊四通丝扣四通承插四通无缝四通卫生级四通5、异径管类同心异径管偏心异径管沟槽式异径管卫生级异径管焊接异径管内螺束节螺纹异径管外螺束节高压异径管双承异径管6、法兰类沟槽式法兰平插法兰平焊法兰对焊法兰高径法兰盲板法兰带颈法兰承插焊法兰卫生级法兰7、弯管类过桥弯管压力表弯管急弯弯管 U型弯管S型弯管8、管帽类六角管帽圆管帽对焊管帽封头圆封头椭圆封头锥型封头无直边封头堵头丝堵快装堵头闷盖盲片9、管配件六角卜申修补棒管卡分水器管座.密封垫片种类及其适用范围各类机器设备尤其是各类压力容器、管道和阀门等广泛使用垫片密封结构。
最简单的垫片为平垫片,整个垫片为同一材料组成,作机械设备一般接合面的静密封,如减速箱的密封等。
理想的垫片结构应表层为塑性层,而内层为弹性体,塑性表面层保证密封而相互紧贴甚至嵌合,而内层允许补偿密封面的少许分离并在密封而上经常保持一定大小的压缩应力。
NBT 47003.1-2009 钢制焊接常压容器

II
NB/T 47003.1—2009
钢制焊接常压容器
1 1.1
范围 本部分规定了钢制焊接常压容器(以下简称容器)的设计、制造、检验与验收的要求。 常压卧式容器的设计计算按 JB/T 4731《钢制卧式容器》的有关规定,其许用应力值可按本部
分 4.6 选取。 1.2 本部分适用的容器范围为: a) 圆筒形容器:设计压力大于- 0.02MPa,小于 0.1MPa,设计温度范围按钢材允许的使用温 度确定; b) 矩形容器:设计压力为零,设计温度范围按钢材允许的使用温度确定。 1.3 本部分不适用于下列各类容器: a) 直接受火焰加热的容器; b) 受核辐射的容器; c) 盛装毒性为极度或高度危害介质的容器; d) 直接埋入地下的容器; e) 可升降气柜; f) 经常搬运的容器; g) 料仓; h) 几何容积大于 1 000m3 的立式圆筒形容器; i) 高度大于 10m 且长径比大于 5 的塔式容器。 2 规范性引用文件 下列文件中的条款通过本部分的引用而成为本部分的条款。凡是注日期的引用文件,其随后所 有的修改单(不包括勘误的内容)或修订版均不适用于本部分,然而,鼓励根据本部分达成协议的 各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本部分。 GB 150 GB/T 699—1999 GB/T 700—2006 GB/T 711—2008 GB 712—2000 GB 713—2008 GB 912—2008 GB/T 983—1995 GB/T 985.1—2008 钢制压力容器 优质碳素结构钢 碳素结构钢( GB/T 700-2006, ISO 630:1995, NEQ) 优质碳素结构钢热轧厚钢板和宽钢带 船体用结构钢 锅炉和压力容器用钢板 碳素结构钢和低合金结构钢热轧薄钢板及钢带 (GB 912—2008, ISO 不锈钢焊条 气焊、焊条电弧焊、气体保护焊和高能束焊的推荐坡口 (GB/T
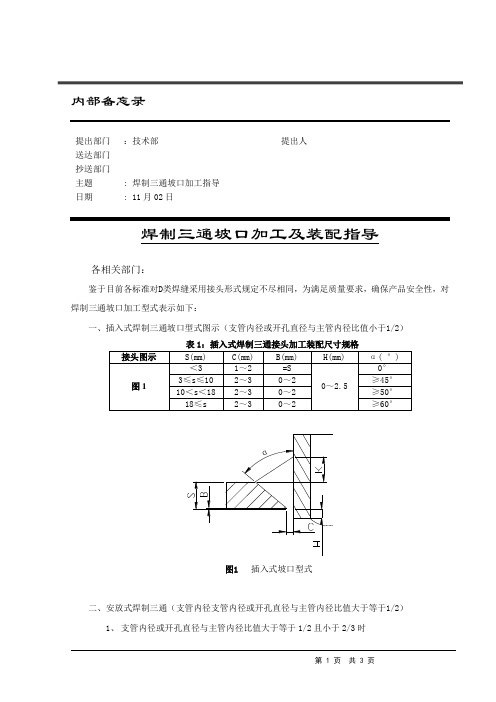
焊制三通坡口加工指导
内部备忘录
提出部门:技术部提出人
送达部门
抄送部门
主题: 焊制三通坡口加工指导
日期: 11月02日
焊制三通坡口加工及装配指导
各相关部门:
鉴于目前各标准对D类焊缝采用接头形式规定不尽相同,为满足质量要求,确保产品安全性,对焊制三通坡口加工型式表示如下:
一、插入式焊制三通坡口型式图示(支管内径或开孔直径与主管内径比值小于1/2)
表1:插入式焊制三通接头加工装配尺寸规格
图1 插入式坡口型式
二、安放式焊制三通(支管内径支管内径或开孔直径与主管内径比值大于等于1/2)
1、支管内径或开孔直径与主管内径比值大于等于1/2且小于2/3时
图2 1/2≤支管内径或开孔直径与主管内径比值<2/3
2、支管内径或开孔直径与主管内径比值大于等于2/3时,焊制三通接头加工装配尺寸规格
如图3所示。
图3 支管内径或开孔直径与主管内径比值≥2/3
三、倾斜接管连接的焊制三通接头加工装配尺寸规格如图4所示。
图4 倾斜接管连接
四、带补强的接管连接的焊制三通接头加工装配尺寸规格如图5所示。
图5 带补强的接管连接
本指导未对Q/AXL J 0504-2010《焊制三通加工工艺规程》的补充。
技术部
2010-11-02。
3-5焊接装配图PPT课件

2021/3/12
11
4)、搭接接头坡口形式设计 为了保证结构强度,可根据需 要将其中一块钢板加工出一定形状的坡口,即采用圆孔塞焊和 长孔内角焊两种形式。这两种形式特别适合于焊接结构狭小以 及密封的焊接结构。圆孔和长孔的大小和数量要根据板厚和对
结构的强度要求而定。
圆孔塞焊
2021/3/12
长孔内角焊
4)、两板件部分重叠构成的接头称为搭接接头,
不开坡口的搭接接头一般用于12mm以下的钢板,
其重叠部分为3~5倍板厚,并采用双面焊接。这种
接头装配要求不高,易于装配,但承载能力低,只
用在不重要的结构中。
5)、待焊件端部预先卷边,焊后卷边只部分熔化
的接头,叫卷卷边后可以增加连
接处的厚度。卷边接头一般用于2mm以下薄板焊
接。
2021/3/12
5
2021/3/12
6
2、 焊接接头坡口形式设计
1、坡口的定义:焊接前把两焊件间的待焊 处加工成所需的几何形状的沟槽称为坡口。
2、坡口的作用:为了保证电弧能深入焊缝根部,
使根部能焊透,便于清除熔渣,以获得较好的焊缝成形 和保证焊缝质量。同时也使焊缝成型美观,此外通过控 制坡口大小,能调节焊缝中母材金属与填充金属的比例 ,使焊缝金属达到所需的化学成分。
2021/3/12
13
工件较厚时,要采用多层焊才能焊满坡口,如图3-50所示。如 果坡口较宽,同一层中还可采用多道焊,如图3-51b所示。多 层焊时,要保证焊缝根部焊透。第一层焊道应采用直径为3~ 4mm的焊条,以后各层可根据焊件厚度,选用较大直径的焊 条。每焊完一道后,必须仔细检查、清理,才能施焊下一道,
以防止产生夹渣、未焊透等缺陷。焊接层数应以每层厚度小于 4~5mm的原则确定。当每层厚度为焊条直径的0.8~1.2倍时,
国际焊接(IWE)工程师、技术员(IWT)培训教程04
三维网1、 焊接连接(EN12345)1.1接头及焊缝种类焊接接头是把零件或部件用焊接的方法相互连接起来的区域,接头的种类是通过零部件在结构设计上相互配置的情况而确定的。
接头及焊缝种类下图列举了与构件间相互位置有关的各种接头种类。
图1 接头种类三维网表1 接头种类接头种类 说明1.1对接接头 部件处于同一平面内,彼此对接 1.2平行接头 部件上下平行放置 1.3搭接接头 部件上下平行放置,并搭接 1.4T 型接头 部件相互成直角(T 型)联接1.5十字型接头两个位于同一平面的部件同在它们之间的第三个部件(双T 型)连接1.6 1.8斜接接头一个部件相对于另一个部件倾斜地连接 两个部件以任意角度相互连接 1.7综合接头 三个或多个部件以任意角度相互连接 1.10十字接头两个部件相互交叉连接1.2焊接接头准备的基本概念1.2.1熔化焊接头图2 I 型对接接头 图3 I 型对接接头(带垫板)表2 对接接头术语(图2、3、4)A B C D E F X 1 3 4 5 6板材表面板材背面板材边缘坡口面坡口加工面钝 边背 面 熔 池 保 护板 厚工件边缘根部间隙坡口边缘熔化面边缘7 9 11121415 16 17 18192021焊缝长度焊缝厚度根部间隙钝边高度钝边棱边坡 口 面 棱 边坡 口 宽 度单 面 坡 口 角 度坡口面高度坡口面宽度宽度坡口角度三维网I 1 4 7 21熔化面板 厚间 隙接 头 宽 度角度图5 T 型接头 表3 T 型接头术语(图5)D122 23 24 25 26熔化面板厚宽 度边 缘邻 接卷 边 高 度卷边半径图6 卷边接头 表4 卷边接头术语(图6)1.2.2压力焊接头1.3 熔化焊焊缝的基本概念1.2焊接接 头及图7 凸焊接头(凸点) 图8 凸焊接头(长型凸点)三维网表5 卷边接头术语(图7、8、10)1 2 2728293033363738 H 板 厚工 件 长 度凸点距离凸点高度凸点长度凸点宽度边距金属片长度金属片宽度金 属 片 厚 度工 件1.3熔化焊焊缝的基本概念 1.3.1基本熔化焊焊缝图11 V 型坡口对接焊缝 图12 角焊缝表6 熔化焊焊缝术语(图11、12) 1 2345 79102526母 材焊缝金属热影响区焊缝区熔合区宽度焊缝根部余高焊角宽度根部熔合熔合区三维网图15全熔透对接焊缝 图16 部分熔透对接焊缝表6 熔化焊焊缝术语(图13、14、15、16) 8 9 111213141516171827焊 缝 宽 度余 高根部余高最大焊缝厚度设计焊缝厚度实际焊缝厚度有效焊缝厚度焊趾角度焊缝长度焊缝表面波纹根 部 宽 度1.3.1多道焊焊缝图17对接焊缝(多道焊) 图18对接焊缝(多道焊、带封底焊道)表7 多道焊熔化焊焊缝术语(图17、18、19)5 10111921 22 23 25熔合区焊角宽度背面余高焊趾填 充 层盖 面 层封 底 焊 道根部熔合三维网1.3压力接接头的基本概念图20 压力接接头(对焊、闪光焊)图21 电阻焊(点焊、缝焊)表7 压力接接头术语(图20) 表8 电阻焊接头术语(图21)2、连接形式2.1、对接焊缝对接接头基本上满足焊缝中的力线分布不受干扰和应力分布均匀的要求。
(整理)封头与裙座焊接节点图.
备注
定位、打底
焊条电弧焊
直流反接
J507
φ3.2
100~130
22~26
焊接
焊条电弧焊
直流反接
J507
φ4.0
140~170
23~27
焊接
埋弧自动焊
直流正接
H10Mn2+HJ431
φ4.0
500~550
34~36
60~66
编制
毛静
审核
杨进宝
焊接工艺卡
产品名称:冷却塔焊接工艺卡编号:11-008
图号:BLS-10E48-1
编制:日期:
审核:日期:
安徽省百联化工机械有限公司
安徽省百联化工机械有限公司
焊接工序卡
产品名称
图号
焊接工艺卡编号
第1页
(四)环境价值评价方法冷却塔
BLS-10E48-1
(二)安全评价的基本原则11-008
共8页
简图:
8.编制安全预评价报告
打磨至露出金属光泽,清理后埋弧焊焊满
接头编号
A1~4,B1~3
3
外观检验:外观不允许有表面裂纹、气孔、
夹渣、未融合、未焊透、弧坑、未填满、
焊接工艺评定报告编号
P08008
P08009
咬边等缺陷
4
射线检测:20%X射线检测,Ⅲ级合格
焊工持证项目
SAW-1G(K)-07/09
SMAW-Ⅱ-1G-12-F3J
容器类别
一类
JB/T4711-2003《压力容器涂敷与运输、包装》
编制
毛静
审核
杨进宝
安徽省百联化工机械有限公司
焊接工序卡
产品名称
T形接头焊ppt课件
立角焊时焊条角度
精品课件
30
天津中德职业技术学院
5)合理运用焊钳方法 握焊钳有正握法和反握法(如图下 图所示)两种,一般在操作方便的情况下均用正握法。当 焊接部位距地面较近使焊钳难以摆正时采用反握法。正握 法在焊接时较为灵活,活动范围大,尤其立焊位置时便于 控制焊条摆动的节奏。
a) b)正握法
c)反握法
a
b
c
熔池形状与熔池温度的关系 a) 正常 b)温度稍高 c)温度过高
精品课件
36
天津中德职业技术学院
(2)盖面焊 ’
1)盖面焊施焊前,应清除根部焊道焊渣 和飞溅,焊缝接头局部凸起处需打磨平整。
2)在试板最下端引弧,焊条角度同根部 焊,采用小间距锯齿形运条方法,横向摆 动向上焊接,如图立焊时运条方法所示。
mm内的油、锈、飞溅。
精品课件
10
天津中德职业技术学院
五、操作要点
1、起头引弧点的设定
精品课件
11
天津中德职业技术学院
2、焊道分布
本节施焊为二层 三道焊。如图所示
焊道分布图
精品课件
12
天津中德职业技术学院
3、根部焊
(1) 焊条角度和运条方法 根部平角焊的焊条 角度如图所示。根部焊道在试板左侧引弧,采用 直线运条方法短弧焊接,较大的焊接电流向右施 焊,焊接速度要均匀,电弧对准顶角,压低电弧, 顶角和两侧试板熔合好。
精品课件
3
天津中德职业技术学院
• 学习目标及技能要求:
• 角接接头的焊脚尺寸决定焊接层数和焊道数量。一般当焊脚下尺寸在 8㎜以下时,采用单层焊;焊脚下尺寸大于8㎜时,采用多层多道焊。 焊条直径视板厚不同在直径3.2—5㎜之间选取。
焊接工艺基础知识
焊接工艺基础知识1.1 焊接接头的种类及接头型式用焊接方法连接的接头称为焊接接头(简称为接头)。
它由焊缝、熔合区、热影响区及其邻近的母材组成。
在焊接结构中焊接接头起两方面的作用,第一是连接作用,即把两焊件连接成一个整体;第二是传力作用,即传递焊件所承受的载荷。
根据GB/T3375—94《焊接名词术语》中的规定,焊接接头可分为10种类型,即对接接头、T形接头、十字接头、搭接接头、角接接头、端接接头、套管接头、斜对接接头、卷边接头和锁底接头,如图1。
其中以对接接头和T形接头应用最为普遍。
(一)对接接头两件表面构成大于或等于135°,小于或等于180°夹角的接头,叫做对接接头。
在各种焊接结构中它是采用最多的一种接头型式。
钢板厚度在6mm以下,除重要结构外,一般不开坡口。
厚度不同的钢板对接的两板厚度差(δ—δ1)不超过表1—1规定时,则焊缝坡口的基本形式与尺寸按较厚板的尺寸数据来选取;否则,应在厚板上作出如图1—1所示的单面或双面削薄;其削薄长度L≥3(δ—δ1)。
图1—1 不同厚度板材的对接(a)单面削薄, (b)双面削薄表1-1较薄板厚度δ 1 ≤2~5 >5~9 >9~12 >12允许厚度差1 2 3 4(δ—δ1)(二)角接接头两焊件端面间构成大于30°、小于135°夹角的接头,叫做角接接头,见图1—2。
这种接头受力状况不太好,常用于不重要的结构中。
图1—2 角接接头(a)I形坡口;(b)带钝边单边V形坡口(三)T形接头一件之端面与另一件表面构成直角或近似直角的接头,叫做T形接头,见图1—3。
图1—3 T形接头(四)搭接接头两件部分重叠构成的接头叫搭接接头,见图1—4。
图1—4 搭接接头(a)I形坡口, (b)圆孔内塞焊; (c)长孔内角焊搭接接头根据其结构形式和对强度的要求,分为不开坡口、圆孔内塞焊和长孔内角焊三种形式,见图1—4。
I形坡口的搭接接头,一般用于厚度12mm以下的钢板,其重叠部分≥2(δ1+δ2),双面焊接。