焊接坡口形式和尺寸图
《焊接坡口标准》课件

焊接坡口的定义:焊接时,为了便于焊接和保证焊接质量,在焊接件的连接处预先加工出的一定 形状的斜面
焊接坡口的分类:根据焊接方法、焊接材料、焊接位置等因素,可以分为多种类型
焊接坡口的标准制定原则:保证焊接质量、提高焊接效率、降低焊接成本
焊接坡口的标准制定过程:根据实际需求,制定相应的标准,包括坡口形状、尺寸、角度等参数, 并进行试验验证,确保标准的可行性和可靠性。
焊接过程:控制焊接参数,确保 焊接质量
添加标题
添加标题
添加标题
添加标题
坡口验收:检查坡口尺寸、角度 和表面粗糙度是否符合标准
焊接后处理:对焊接接头进行无 损检测,确保焊接质量
焊接坡口在 管道焊接中 的作用:提 高焊接质量, 减少焊接缺
陷
焊接坡口的 类型:V型、 U型、J型等
焊接坡口的 选择:根据 管道材质、 厚度、焊接 方法等因素 选择合适的
单面坡口:适 用于单面焊接, 如T形接头、角
接接头等
双面坡口:适 用于双面焊接, 如对接接头、
搭接接头等
复合坡口:适 用于复合焊接, 如T形接头、角
接接头等
特殊坡口:适 用于特殊焊接, 如U形接头、V
形接头等
根据焊接方法选择:如电弧焊、气焊、激光焊等 根据焊接材料选择:如钢、铝、铜等 根据焊接位置选择:如平焊、立焊、横焊等 根据焊接质量要求选择:如强度、韧性、耐腐蚀性等
汇报人:PPT
环保型焊接材料的研发:减 少环境污染,提高焊接安全 性
自动化焊接技术的应用:提 高焊接质量和效率
智能化焊接设备的发展:实 现焊接过程的自动化和智能
化
焊接工艺的优化:提高焊接 质量和效率,降低成本
自动化焊接技术的发展:提高焊接质量和效率 3D打印技术的应用:实现复杂结构的焊接 环保型焊接材料的研发:减少环境污染,提高焊接安全性 智能化焊接设备的研发:实现焊接过程的智能化控制和监测
焊缝坡口的基本形式和尺寸标准
δ=38
双U形坡口
S=140.1mm2
G=1.1kg/m
12
δ=40
双U形坡口
S=153.4mm2
G=1.2kg/m
13
δ=44
双U形坡口
S=181.6mm2
G=1.43kg/m
14
δ=50
双U形坡口
S=227.8mm2
G=1.79kg/m
15
δ=60
双U形坡口
S=366.1mm2
G=2.87kg/m
16
δ=70
双U形坡口
S=461.8mm2
G=3.63kg/m
17
δ=80
双U形坡口
S=525.4mm2
G=4.13kg/m
18
δ=12~16
带长舌双面单边V形坡口
见列表
19
δ
=18~22
带长舌双面单边V形坡口
见列表
20
δ=24
带长舌双面J形坡口
S=266mm2
G=2.09kg/m
21
δ=25
带长舌双面J形坡口
G=0.61kg/m
6
δ=28
双U形坡口
S=89.4mm2
G=0.7kg/m
7
δ=30
双U形坡口
S=101.8mm2
G=0.8kg/m
8
δ=32
双U形坡口
S=115mm2
G=0.9kg/m
9
δ=34
双U形坡口
S=128.8mm2
G=1.0kg/m
10
δ=36
双U形坡口
S=127.4mm2
G=1.0kg/m
7
δ=18
管道焊接件的常见坡口及尺寸

厚度 [mm]
坡口 名称
间隙 c[mm]
坡口尺寸
钝边 坡口角度 p[mm] α[°]
六~一0
一0~一 七
一七~ 三0
T型接 头单 边V型 坡口
0~Байду номын сангаас 0~三 0~四
0~二 0~三 0~四
四五~五 五
工业管道施工及验收标准
七、 T型接头对称K型坡口
厚度 [mm]
坡口 名称
间隙 c[mm]
坡口尺寸
钝边 坡口角度 p[mm] α[°]
工业管道施工及验收标准
工业管道施工及验收标准
一、I型坡口
厚度T[mm] 坡口名称
一-三 三-六
I形坡口 I形坡口
坡口尺[mm] 备注
间隙[mm]
0-一.五 0-二.五
单面焊 双面焊
工业管道施工及验收标准
二、V型坡口
厚度[mm]
三~九 九~二六
坡口名称 间隙c[mm]
V型坡口
0~二
V型坡口
0~三
坡口尺寸
钝边p[mm] 坡口角度α[°]
0~二
六五~七五
0~三
五五~六五
工业管道施工及验收标准
三、带垫板V型坡口
厚度[mm]
六~九 九~二六
坡口 名称
带垫板 V型坡口
坡口尺寸 间隙c[mm] 钝边p[mm]
三~五 四~六
0~二 0~二
坡口角度 α[°]
四五~五五
要求
δ=四~六 d=二0~四 0
工业管道施工及验收标准
四、X型坡口
厚度[mm]
坡口名称
间隙c[mm]
坡口尺寸 钝边p[mm] 坡口角度α[°]
钢结构常用焊接接头坡口形式分类图集

GC-BX-2
18≤δ<40
F
α1=45°
α2=60°
b=0-3
p=0-3
H=
全熔透坡口
清根
4
SC-BI-2
8≤δ<20
F
b=0
全熔透坡口
清根
5
SC-BV-2
20≤δ<40
F
α=60°
b=0
p=6
全熔透坡口
清根
6
SC-BX-2
40≤δ<60
F
α1=45°
α2=60°
b=0
p=5
H=
全熔透坡口
清根
注:板对接焊缝优先选用埋弧焊
α2=60°
b=0
p=5
H=
全熔透坡口
清根
13
SP-TI-2
6≤δ<18
F
b=0
部分熔透坡口
单侧熔深至少达到δ/3
14
SP-TL-2
18≤δ≤25
F
α=60°
b=0mm
H=t/2且不小于14mm
部分熔透坡口
15
SP-TK-2
25<δ≤40
F
α=60°
b=0
H1=H2=
p=δ-H1-H2
部分熔透坡口
CO2气体保护焊T型接头坡口形状和尺寸
代号
接头形式
I
I型坡口
V
V型坡口
X
X型坡口
L
单边V型坡口
K
K型坡口
对接焊缝坡口形状和尺寸
(板对接、型钢对接)
焊缝编号
标记
坡口形状示意图
板厚(mm)
焊接位置
坡口尺寸(mm)
备注
1
管道焊接件的常见坡口及尺寸

工业管道施工及验收标准
三、带垫板V型坡口 带垫板 型坡口
坡口尺寸 厚度 (mm) 6~9 9~26 坡口 名称 带垫板 V型坡口 间隙c(mm) 钝边p(mm) 3~5 4~6 0~2 0~2 45~55 坡口角度α (°)
要求
δ=4~6 d=20~40
工业管道施工及验收标准
四、X型坡口 型坡口
工业管道施工及验收标准
工业管道施工及验收标准来自一、I型坡口 型坡口厚度T(mm)
坡口名称
坡口尺(mm) 间隙(mm)
备注
1-3 3-6
I形坡口 I形坡口
0-1.5 0-2.5
单面焊 双面焊
工业管道施工及验收标准
二、V型坡口 型坡口
坡口尺寸 厚度(mm) 坡口名称 3~9 9~26 V型坡口 V型坡口 间隙c(mm) 0~2 0~3 钝边p(mm) 0~2 0~3 坡口角度α(°) 65~75 55~65
型接头对称K型坡口 七、 T型接头对称 型坡口 型接头对称 坡口尺寸 厚度 坡口 (mm) 名称 间隙 c(mm) 钝边 p(mm) 坡口角度 α(°)
20~40
T型接 头对 称K型 坡口
0~3
2~3
45~55
坡口尺寸 厚度(mm) 坡口名称 间隙c(mm) 12~60 X型坡口 0~3 钝边p(mm) 0~3 坡口角度α(°) 55~65
工业管道施工及验收标准
型接头I型坡口 五、T型接头 型坡口 型接头
坡口尺寸 厚度 (mm) 2~30 坡口 名称 间隙 c(mm) 0~2 钝边p(mm) 坡口角度α (°) — —
工业管道施工及验收标准
型接头单边V型坡口 六、 T型接头单边 型坡口 型接头单边 坡口尺寸 厚度 坡口 (mm) 名称 6~10 10~17 17~30 间隙 c(mm) 0~2 0~3 0~4 钝边 p(mm) 0~2 0~3 0~4 45~55 坡口角度 α(°)
管道焊接件的常见坡口及尺寸
0~3
2~3
45~55
间隙c(mm)
12~60 X型坡口 0~3
钝边p(mm)
0~3
坡口角度α(°)
55~65
工业管道施工及验收标准
五、T型接头I型坡口
坡口尺寸 厚度 (mm) 2~30 坡口 名称 间隙 c(mm) 0~2 钝边p(mm) 坡口角度α (°) — —
工业管道施工及验收标准
六、 T型接头单边V型坡口 坡口尺寸 厚度 坡口 (mm) 名称 6~10 10~17 17~30
间隙 c(mm)
0~2 0~3 0~4
钝边 坡口角度 p(mm) α(°)
0~2 0~3 0~4 45~55
T型接 头单 边V型 坡口
工业管道施工及验收标准
七、 T型接头对称K型坡口 坡口尺寸 厚度 坡口 (mm) 名称
间隙 c(mm)
钝边 坡口角度 p(mm) α(°)
20~40
T型接 头对 称K型 坡口
工业管道施工及验收标准
工业管道施工及验收标准
一、I型坡口
厚度T(mm)
坡口名称
坡口尺(mm) 间隙(mm)
备注
1-3 3-6
I形坡口 I形坡口工业管道施工及验收标准
二、V型坡口
坡口尺寸 厚度(mm) 坡口名称 3~9 9~26 V型坡口 V型坡口 间隙c(mm) 0~2 0~3 钝边p(mm) 0~2 0~3 坡口角度α(°) 65~75 55~65
工业管道施工及验收标准
三、带垫板V型坡口
坡口尺寸 厚度 (mm) 6~9 9~26 坡口 名称 带垫板 V型坡口 间隙c(mm) 钝边p(mm) 3~5 4~6 0~2 0~2 坡口角度α (°) 45~55
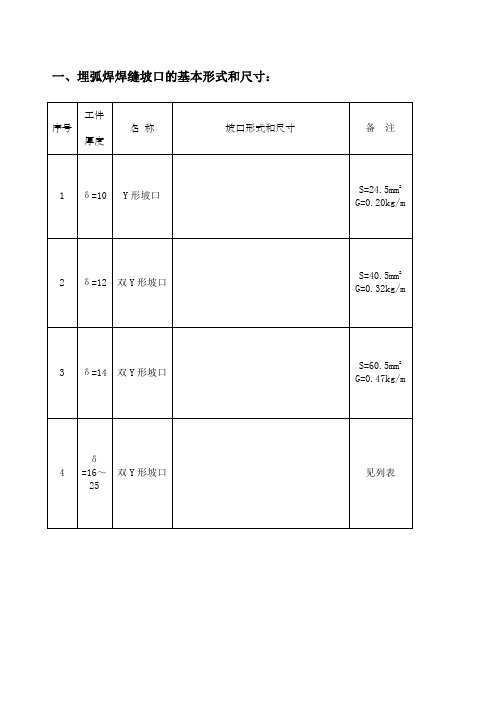
焊缝坡口的基本形式和尺寸标准规定
* *一、埋弧焊焊缝坡口的基本形式和尺寸:工件序号名称坡口形式和尺寸厚度70°1δ=10Y 形坡口041备注背缝清根80°2δ=12 双 Y 形坡口3δ=14 双 Y 形坡口δ4=16 双 Y 形坡口~25321 80°75°341 75°70°3δ70°带钝边双 U 5δ=26形坡口带钝边双 U 6δ=28形坡口带钝边双 U 7δ=30形坡口带钝边双 U 8δ=32形坡口10°10°12.35R45R12.320°10°10°12.65R45R12.620°10°10°13R545R1320°10°10°13.35R45R13.36282323 20°带钝边双 U 9δ=34形坡口带钝边双 U 10δ=36形坡口带钝边双 U 11δ=38形坡口带钝边双 U 12δ=40形坡口10°10°13.75R45R13.720°10°10°145R45R1420°10°10°14.45R45R14.420°10°10°14.7R545R14.720°4363834带钝边双 U 13δ=44形坡口带钝边双 U 14δ=50形坡口δ带长舌双面15=12单边V形坡~16口δ带长舌双面16=18单边V形坡~22口* * 10°10°15.45R445R415.420°10° 10°16.55R554R16.520°δ°40°444δ°355°344带长舌双面17δ=24J 形坡口带长舌双面18δ=25J 形坡口带长舌双面19δ=28J 形坡口* * 24°3700°3.151R4325°930.°31531R428°830.°3251R43* *30带长舌双面20δ=30J 形坡口°430 0.°3315R43二、手工电弧焊焊缝坡口的基本形式和尺寸:工件序号名称坡口形式和尺寸备注厚度80°1δ=6 Y形坡口6270°2δ=8 Y形坡口8260°3δ=10 Y形坡口1 24δ=12 Y 形坡口双 Y形坡5δ=14口* * 50°21260°2461双 Y形坡6δ=16口80°60°2761双 Y形坡7δ=18口80°50°2875°81双 Y形坡8δ=20口双 Y形坡9δ=22口双 Y形坡10δ=24口双 Y形坡11δ=25口双 Y形坡12δ=26口* * 50°22875°222970°50°242160°2521150°50°2621150°双 Y形坡13δ=28口UY 形坡14δ=30口UY 形坡15δ=32口UY 形坡16δ=34口UY 形坡17δ=35口50°2822150°10° 10°14.752R32150°10°10°14.752R234150°10° 10°15.12 5R435150°10° 10°15.152R536150°UY 形坡18δ=36口UY 形坡19δ=38口UY 形坡20δ=40口带长舌21δ=12 双单边 V形坡口带长舌δ双面单22=14边 V 形~2015.152R637150°10°10°15.42 5R838150°10°10°15.452R4250°125°0 0°522δ°45 54°2坡口2带长舌双面单23δ=22边 V 形坡口带长舌24δ=24 双面 J 形坡口带长舌25δ=25 双面 J 形坡口带长舌26δ=26 双面 J 形坡口带长舌27δ=28 双面 J 形坡口4°0 0°42224R35°0 03°22.21125R35°0°3252.1126R°530 03°228.1128R5°30°3242.21带长舌28δ=30 双面 J 形坡口带长舌29δ=12 单面 J 形坡口带长舌30δ=14 单面 J 形坡口带长舌31δ=16 单面 J 形坡口带长舌R35°30 0°312212220R.0°51231492R.°512316260.1°R5 1231832δ=18 单面 J 形坡口3230.R521°2带长舌33δ=20 单面 J 形坡口带长舌34δ=22 单面 J 形坡口带长舌35δ=24 单面 J 形坡口带长舌36δ=25 单面 J 形坡口带长舌37δ=26 单面 J 形坡口* * 20715.R511°2322215.R2°15322471.5R2°153225135R51°322631.5R3°1532* *28带长舌8138δ=28单面J形.53R51°坡口3230带长舌39δ=30单面J形R5坡口323.4115°三、 CO2焊焊缝坡口的基本形式和尺寸:工件序号名称坡口形式和尺寸备注厚度70°双 Y 形1δ=66坡口260°双 Y 形2δ=88坡口2双 Y 形3δ=10坡口双 Y 形4δ=12坡口双 Y 形5δ=14坡口双 Y 形6δ=16坡口双 Y 形7δ=18坡口* * 50°1250°21250°416280°50°617270°50°281860°双 Y 形9δ=20坡口双 Y 形10δ=22坡口双 Y 形11δ=24坡口双 Y 形12δ=25坡口* * 50°22960°50°222960°50°242150°50°2521150°双 Y 形13δ=26坡口双 Y 形14δ=28坡口UY 形坡15δ=30口UY 形坡16δ=32口* * 50°2621150°50°2822150°10° 10°14.725R32150°10°10°14.752R234150°UY 形坡17δ=34口UY 形坡18δ=35口UY 形坡19δ=36口UY 形坡20δ=38口* *10° 10°15.152R435150°10° 10°15.152R536150°10°10°15.12 5R637150°10°10°15.452R838150°UY 形坡21δ=40口带长舌δ双面单22=12边 V 形~18坡口带长舌δ双面单23=20边 V 形~22坡口δ带长舌24=24双面J~ 30形坡口δ带钝边25=8~单边V10形坡口* *10° 10°15.42 5R4250°δ°455°422δ°4°422δ°30°3R5222.11δ45°2δ带钝边26=12单边V~ 16形坡口δ带钝边27=18单边 V~ 20形坡口带长舌28δ=22单面J形坡口带长舌29δ=24单面J形坡口* *δ4°2δ35°222R51.522°13224R157.52°132带长舌30δ=25单面J形坡口带长舌31δ=26单面J形坡口带长舌32δ=28单面J形坡口带长舌33δ=30单面J形坡口* * 25R51351°3226R1535.°312328R518.53°13230R513.54°123说明:1 、坡口形式和尺寸的编制依照了国家标准GB986 、 GB986 和我厂的焊接生产实践。
焊缝坡口的基本形式和尺寸标准规定
双Y形坡口
12
δ=26
双Y形坡口
13
δ=28
双Y形坡口
14
δ=30
UY形坡口
15
δ=32
UY形坡口
16
δ=34
UY形坡口
17
δ=35
UY形坡口
18
δ=36
UY形坡口
19
δ=38
UY形坡口
20
δ=40
UY形坡口
21
δ=12
带长舌双单边V形坡口
22
δ=14~20
带长舌双面单边V形坡口
23
δ=22
18
δ=35
UY形坡口
19
δ=36
UY形坡口
20
δ=38
UY形坡口
21
δ=40
UY形坡口
22
δ=12~18
带长舌双面单边V形坡口
23
δ=20~22
带长舌双面单边V形坡口
24
δ=24~30
带长舌双面J形坡口
25
δ=8~10
带钝边单边V形坡口
26
δ=12~16
带钝边单边V形坡口
27
δ=18~20
带钝边单边V形坡口
双Y形坡口
3
δ=10
双Y形坡口
4
δ=12
双Y形坡口
5
δ=14
双Y形坡口
6
δ=16
双Y形坡口
7
δ=18
双Y形坡口
9
δ=20
双Y形坡口
δ=22
双Y形坡口
11
δ=24
双Y形坡口
12
δ=25
双Y形坡口
13
管道焊接件的常见坡口及尺寸
类型二:U型坡口
总结词
U型坡口适用于厚壁管道或压力容器的焊接,能够保证焊透并减少焊接变形。
详细描述
U型坡口形状类似于字母“U”,开口较大,适用于厚壁管道或压力容器的焊接。由于其较大的开口能够保证焊 缝的焊透,因此常用于重要结构的焊接。同时,U型坡口的设计还能减少焊接变形,提高焊接质量。
类型三:J型坡口
利用高温火焰将管道切割成所需的坡 口形状和尺寸。
详细描述
使用氧-乙炔或等离子切割机,通过高 温火焰将管道切割成所需的坡口形状 和尺寸。该方法操作简单,适用于现 场加工。
方法三:等离子切割法
总结词
利用高温等离子弧将管道切割成所需的坡口形状和尺寸。
详细描述
使用等离子切割机,通过高温等离子弧将管道切割成所需的坡口形状和尺寸。该方法切 割速度快,精度高,适用于各种材料的管道切割。
双V型坡口适用于大厚度板材的焊接,能够减小焊接难度并提高焊接效率。
详细描述
双V型坡口由两个V型坡口组成,中间留有间隙。这种坡口适用于大厚度板材的 焊接,通过减小一次焊接的厚度,减小焊接难度,提高焊接效率。同时,间隙 的存在有助于熔渣和气体排出,改善焊缝质量。
类型五:复合型坡口
总结词
复合型坡口结合了多种坡口形式的特点 ,适用于特殊结构的焊接。
,需要根据实际情况进行选择和调整。
03 管道焊接件坡口制作方法
方法一:机械加工法
总结词
通过机械切削的方式,将管道切割成 所需的坡口形状和尺寸。
详细描述
使用车床、铣床或刨床等机械设备, 对管道进行精确的切削加工,以获得 所需的坡口形状和尺寸。该方法精度 高,适用于批量生产。
方法二:火焰切割法
总结词
要点二
焊缝坡口的基本形式和尺寸标准
3
δ=10
双Y形坡口
4
δ=12
双Y形坡口
5
δ=14
双Y形坡口
6
δ=16
双Y形坡口
7
δ=18
双Y形坡口
9
δ=20
双Y形坡口
10
δ=22
双Y形坡口
11
δ=24
双Y形坡口
12
δ=25
双Y形坡口
13
δ=26
双Y形坡口
14
δ=28
双Y形坡口
15
δ=30
UY形坡口
16
δ=32
UY形坡口
17
δ=34
UY形坡口
δ=36
带钝边双U形坡口
11
δ=38
带钝边双U形坡口
12
δ=40
带钝边双U形坡口
13
δ=44
带钝边双U形坡口
14
δ=50
带钝边双U形坡口
15
δ=12~16
带长舌双面单边V形坡口
16
δ
=18~22
带长舌双面单边V形坡口
17
δ=24
带长舌双面J形坡口
18
δ=25
带长舌双面J形坡口
19
δ=28
带长舌双面J形坡口
带长舌双面单边V形坡口
24
δ=24
带长舌双面J形坡口
25
δ=25
带长舌双面J形坡口
26
δ=26
带长舌双面J形坡口
27
δ=28
带长舌双面J形坡口
28
δ=30
带长舌双面J形坡口
29
δ=12
带长舌单面J形坡口
30
δ=14