拉钉断裂分析报告
45圆钢拉拔断裂原因分析

用 户 在 将 通 化 钢 铁 股 份 有 限公 司 ( 简 称 通
钢 )) 生产 的 4 ) 3 0 m m 规格 4 5圆钢 进 行 冷拔 加 工成 边 长为 1 5 mm 的六 棱 柱 产 品 过 程 中发 生 断
裂纹 深且 较 多 ,在 后期 拉 拔 过 程 中 裂 纹处 开裂 ;
库 。为找 出拉 拔 断裂 的原 因 ,对 断裂 的 4 5圆 钢 进行 了化学 成分 、表 面酸洗 、金 相分 析和 硬度 检 验 ,最终 找 出 了 4 5圆钢 拉拔 断裂 的原 因 。
了使用上 的担心 ,更 给生产 厂家 带来 了 困惑 。
1 断裂情况
通钢 4 5圆钢冷 拔 加工 的六棱 柱产 品断 口宏
( T o n g h u a I r o n a n d S t e e l G r o u p C o . , L t d 、 )
Ab s t r a c t F r a c t u r e o c c u r r e d i n d r a wi n g p r o c e s s o f 4 5 ba r s t e e l t o h e x a g o na l b a r . Th e r e a s o n s o f d r a wi n g f r a c t u r e we r e s t u d i e d b y ma c r o a p p e a r a n c e o b s e r v a t i o n, c he mi c a l c o mp o s i t i o n a n a l y s i s, s u r f a c e pi c k l i n g, me t a l l o g r a p h i c a l a n a l y s i s a n d mi c r o h a r d n e s s t e s t . Th e r e s u l t s s h o we d t ha t t h e t r a n s v e r s e c r a c k s O i l t h e s u r f a c e o f 4 5 b a r s t e e l wa s t he ma i n r e a s o n f o r t h e f r a c t u r e,f u r t h e r mo r e,t h e t r a ns v e r s e c r a c ks we r e c a u s e d b y i mp r o p e r d r a wi n g o p e r a t i o n. Ke y Wo r d s d r a wi n g f r a c t u r e,t r a n s v e r s e c r a c k,me t a l l o g r a p h i c a l a na l y s i s,mi c r o h a r d n e s s
30CrMnSiNi2A螺栓断裂分析
30CrMnSiNi2A螺栓断裂分析摘 要:材料为30CrMnSiNi2A的一螺栓在正常装配预紧时断裂。
经化学分析、宏微观检验,认为,螺栓的断裂系氢脆所致。
主题词:螺栓;断裂;氢脆1 情况简介一螺栓产品在装配存放一段时间后,正常预紧时发生断裂(以下称1号螺栓)。
取另一预紧后未断裂的同批次螺栓加工成非标准试棒,测得拉伸强度Rb≈320MPa(以下称2号螺栓),远低于所要求的强度。
该批螺栓为M12双头螺栓,长42mm,表面镀锌。
螺栓材料为30CrMnSiNi2A,要求热处理后Rb=1600±100MPa。
螺栓的热处理工艺:890±10℃保温5min,油淬;270±10℃保温90min,空冷。
螺栓的实际淬火温度为890℃,热水清洗;回火温度为340℃。
2 理化检验2.1 宏观检验1号螺栓断在螺纹处,断口洁净,有些区域已磨损。
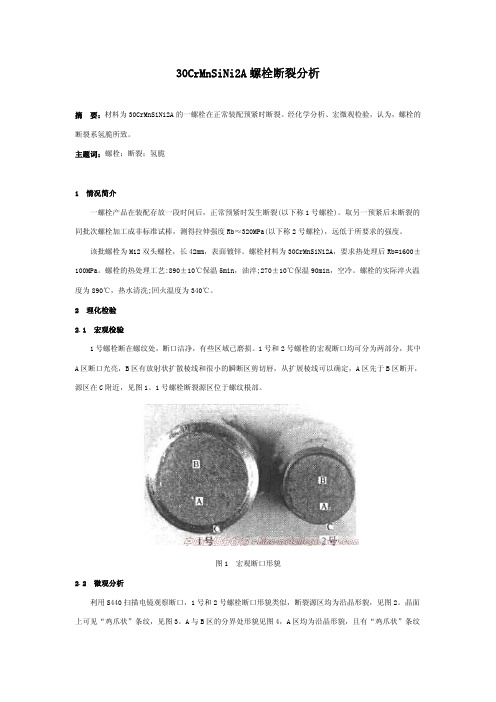
1号和2号螺栓的宏观断口均可分为两部分,其中A区断口光亮,B区有放射状扩散棱线和很小的瞬断区剪切唇,从扩展棱线可以确定,A区先于B区断开,源区在C附近,见图1。
1号螺栓断裂源区位于螺纹根部。
图1 宏观断口形貌2.2 微观分析利用S440扫描电镜观察断口,1号和2号螺栓断口形貌类似,断裂源区均为沿晶形貌,见图2。
晶面上可见“鸡爪状”条纹,见图3。
A与B区的分界处形貌见图4,A区均为沿晶形貌,且有“鸡爪状”条纹和二次裂纹;B区为脆性沿晶和韧窝的混合断裂形貌,沿晶形貌的晶面也可见“鸡爪状”条纹和二次裂纹;剪切唇区为细小韧窝,见图5。
图2 源区形貌 图3 晶面“鸡爪状”条纹形貌图4 A与B两区交界处形貌 图5 剪切唇区韧窝形貌利用Link能谱分析仪测试源区和沿晶形貌区域,未发现金属基体元素以外的其它腐蚀产物或杂质元素。
断口形貌表明螺栓断裂为氢脆所致。
2.3 显微硬度测试用MVK2H11显微硬度测试仪,测试两螺栓的显微硬度,结果见表1。
可见,同批次两螺栓及螺栓的沿晶断裂区和混合断裂区的硬度无甚差别。
螺栓断裂分析报告

高强度螺栓断裂分析曾振鹏(上海交通大学高温材料及高温测试教育部重点实验室,上海200030)摘要:采用断口分析、金相检验和硬度测定等方法,对高强度螺栓断裂原因进行了分析。
断口分析结果表明,断口平坦,呈放射状花样,微观形态主要为准解理花样,表明螺栓的断裂是脆性断裂;同时发现,在断口附近还存在横向内裂纹,内裂纹的断口形态与断裂断口一样。
金相分析表明,材料棒中存在严重的中心碳偏析,而中心碳偏析是引起断裂的主要原因。
关键词:高强度螺栓;准解理;横向内裂纹;中心碳偏析某厂生产的一批规格为M30×160mm的高强度大六角头螺栓,在进行验收试验时发生断裂。
螺栓材料为35CrMoA,采用常规工艺生产,硬度要求为35~39HRC。
1 检验1.1 材料的化学成分用VD25直读光谱仪进行了材料化学成分分析,分析结果(质量分数)列于表1。
从表1可以看出,材料的化学成分符合标准要求。
1.2 硬度测定硬度测定结果列于表2。
由表可见,螺栓材料硬度虽符合技术要求,但已接近上限。
1.3 材料的显微组织(1)在抛光态下,可见材料中含有较严重的夹杂物,其形态、分布见图1。
对照标准[2],夹杂物级别为3~4级。
图1 夹杂物形态及分布状况100×图2 螺栓的显微组织280×4%硝酸酒精溶液侵蚀(2)显微组织见图2。
组织为回火马氏体+粒状贝氏体,并有少量铁素体。
从图2可明显看出,组织中存在严重偏析,出现回火马氏体和粒状贝氏体带,致使显微组织不均匀,而且在回火马氏体带中存在MnS夹杂。
对样品螺纹根部附近的组织进行了观察,未发现脱碳现象。
1.4 断口分析(1)图3a为断口的宏观形貌,断口较平坦,表面呈灰色,有明显的撕裂脊,呈放射状花样,放射线从中心向四周发射。
表明裂纹先在中心形成,然后向外扩展。
当裂纹扩展至整个横截面时,螺栓断裂。
图3 断口的宏观形貌图4 断口微观形貌(2)断口的微观形态基本上以准解理花样为主,还有一些二次裂纹,如图4所示。
非标异型紧固件ML08Al钢铆钉开裂原因分析和工艺改进

第42卷第3期2021年6月s H Vol. 42. No. 3June 2021 • 39 •非标异型紧固件ML08A1钢铆钉开裂原因分析和工艺改进赵满堂陶群南陈永峰陆继欢(芜湖新兴铸管有限责任公司研究院,芜湖241002)摘要分析表明非标异型紧固件ML08A1钢铆钉开裂由于材料原始屈服强度偏高、材料塑性差是造成铆钉 翻边开裂的主要原因。
通过优化成分控制在0.04% 〜0.06%C、矣0.05%S i、0.30%~0.35%Mn,Ti含量由0.021% 降至0. 001% ,冶炼过程[N]控制小于30 x 10_6,使屈服强度由260 ~ 264 M Pa降至219 ~226 MPa,降低材料加工硬 化率,获得更高的塑性应变能力,保证铆钉深加工质量要求,百吨铆钉开裂率由原来的8%降低至0.33%左右。
关键词ML08A1钢非标异型紧固件铆钉开裂力学性能材料塑性Cause Analysis on Cracking of ML08A1 Steel Rivets for Non-Standard Special-Shaped Fasteners and Process ImprovementZhao M antang,Tao Q unnan, Chen Yongfeng and Lu Jihuan(Research Institute,Wuhu Xinxing Pipe Casting Co Ltd, Wuhu 241002)Abstract The analysis shows that cracking of steel ML08A1 rivets with non-standard special-shaped fasteners is mainly caused rivet flanging by the high original strength and the poor plastic shape of the material. By optimizing the com- position control in the range of 0.04%〜0.06% C,<0.05%Si,0.30%~ 0.35%Mn,decreasing Ti content from 0. 021% to 0. 001% and the [ N] in the smelting process control less than 30 x 10 ~6 , the yield strength of steel decreases from 260 ~ 264 MPa to 219 〜226 MPa and the work hardening rate of the material can be effectively reduced, to obtain a higher plastic strain capacity and ensure the quality requirements of rivet deep processing, 100 tons of rivet cracking rate from the original 8%reduces to about 0. 33% .Material Index ML08A1 Steel, Non-Standard Special-Shaped Fastener, Rivet Cracking, Mechanical Properties, Material PlasticityML08A1属于紧固件系列品种中的低碳冷镦钢,主要用作4. 8级以下标准件及各种非标异型产品,主要生产螺栓、半空心铆钉、实心铆钉、螺母、自攻 钉、非标五金配件等产品。
拉延件起皱和开裂的分析及控制措施

众所周知,目前我们使用的轿车外表面覆盖件是由薄钢板制造而成,具有材料薄、形状复杂、结构尺寸大及表面质量要求高等特点。
车身表面质量的好坏取决于覆盖件拉延的结果,而拉延模是拉出合格零件的关键。
因此,拉延模的设计和制造调试是当今各汽车制造厂家和模具制造厂家需要共同攻克的一道难题。
由于影响拉延件质量的因素主要是起皱、开裂和拉毛,所以从冲压工艺设计到模具结构设计都必须认真考虑。
模具制造完成后,在拉延模调试过程中,若拉延件出现开裂和起皱现象,必须对此进行仔细分析与研究后采取相应的解决措施。
在拉延模调试过程中,拉延件起皱和开裂的原因很多,主要原因有4个方面:从设计上考虑拉延模工艺性是否合理;从模具本身的制造精度上考虑;从压力机选择是否合理,滑块平行度、工作台的精度以及试模板料牌号是否符合设计要求等方面考虑。
冲压工艺对拉延件开裂和起皱的影响拉延件的工艺性是冲压工艺首先要考虑的问题,只有设计出合理的、工艺性好的拉延件,才能保证在拉延过程中不起皱、不开裂或少起皱、少开裂。
在设计拉延件时,不但要考虑冲压方向、冲压位置、压料面形状、拉延筋的形状及配置以及工艺补充部分等可变量的设计,还要合理地增加工艺补充部分,正确确定压料面。
各可变量设计之间又有相辅相成的关系,如何协调各变量的关系是成形技术的关键,不但要使之满足该工序的拉延,还要满足该工序冲模设计和制造工艺的需要,并给下道修边、整形工序创造有利条件。
拉延较复杂的拉延件成形性分析(CAE分析)是借助计算机软件来实现的,世界各大汽车制造厂家以及模具制造厂家都要借助于一种或几种板成形模拟软件来提高其成功率和确保模具制造周期。
国际上常用的软件主要有美国ETA公司的Dynaform、法国ESI集团的PAM系列软件以及德国AutoForm工程股份有限公司的AutoForm等。
成形模拟软件都有自己的专用软件包,很大程度上帮助了模具设计人员,显著减少模具开发设计时间及试模周期,不但具有良好的易用性,而且包括大量的智能化自动工具,可方便地求解各类板件成形问题,直观地看到成形过程中板料的裂纹、起皱、变薄、划痕、回弹分析以及评估板料的成形性能,从而为板金成形工艺以及模具设计提供了很大的帮助。
拉铆钉异常断裂失效分析

拉铆钉异常断裂失效分析王霞;万永;代广成;李新荣【摘要】通过拉力试验机、电火花直读光谱仪、维氏硬度计、光学显微镜、扫描电镜等对失效的拉铆钉进行化学成分、表面硬度、微观组织和断口形貌进行分析.结果表明,断裂失效的主要原因为拉铆钉原材料存在大量的微孔疏松,降低了材料的韧性与强度,增加了材料的脆性,导致铆钉在热处理后发生脆性断裂.【期刊名称】《机械工程师》【年(卷),期】2018(000)010【总页数】4页(P116-118,121)【关键词】拉铆钉;断裂失效;金相组织;断口【作者】王霞;万永;代广成;李新荣【作者单位】眉山中车紧固件科技有限公司,四川眉山620010;眉山中车紧固件科技有限公司,四川眉山620010;眉山中车紧固件科技有限公司,四川眉山620010;眉山中车紧固件科技有限公司,四川眉山620010【正文语种】中文【中图分类】TH131.10 引言目前我国铁路货车及高铁动车组的紧固件连接方式主要采用拉铆钉进行紧固连接。
拉铆钉为组合件,包括铆钉和套环,连接时采用铆枪将铆钉拉断,依靠铆钉断裂时产生的力量(即拉断力)将套环挤压变形,达到紧固连接的作用。
拉断力如果偏大,配套的铆枪力量不足以将铆钉拉断,拉断力如果偏小,铆钉断裂时产生的力量不足以将套环挤压变形,达不到紧固连接的作用。
铆钉的拉断力对是否能达到紧固连接的效果起至关重要的作用。
拉铆钉在热处理后进行拉断力检测,在没有达到断裂最大拉伸力时,部分铆钉已经断裂,观察发现异常断裂的铆钉断口截面有亮白色区域,为查清楚拉铆钉的断裂原因,对其进行失效分析。
1 拉铆钉断裂时受力分析拉铆钉在进行拉断力检测时,参照GB/T228中的《金属拉伸试验方法》由工装将试样两端夹住,在拉力试验机沿轴向力将拉铆钉环槽部分拉断,环槽断裂所需的最大拉应力为该铆钉的拉断力。
对制造成型并热处理之后的拉铆钉试样进行拉伸试验[1],合格试样拉伸断裂最大力为147~153 kN,而不合格试样拉伸断裂最大力为54~120 kN。
螺栓断裂分析报告
高强度螺栓断裂分析曾振鹏(上海交通大学高温材料及高温测试教育部重点实验室,上海200030) 摘要:采用断口分析、金相检验和硬度测定等方法,对高强度螺栓断裂原因进行了分析。
断口分析结果表明,断口平坦,呈放射状花样,微观形态主要为准解理花样,表明螺栓的断裂是脆性断裂;同时发现,在断口附近还存在横向内裂纹,内裂纹的断口形态与断裂断口一样。
金相分析表明,材料棒中存在严重的中心碳偏析,而中心碳偏析是引起断裂的主要原因。
关键词:高强度螺栓;准解理;横向内裂纹;中心碳偏析某厂生产的一批规格为M30×160mm的高强度大六角头螺栓,在进行验收试验时发生断裂。
螺栓材料为35CrMoA,采用常规工艺生产,硬度要求为35~39HRC。
1 检验1.1 材料的化学成分用VD25直读光谱仪进行了材料化学成分分析,分析结果(质量分数)列于表1。
从表1可以看出,材料的化学成分符合标准要求。
1.2 硬度测定硬度测定结果列于表2。
由表可见,螺栓材料硬度虽符合技术要求,但已接近上限。
1.3 材料的显微组织(1)在抛光态下,可见材料中含有较严重的夹杂物,其形态、分布见图1。
对照标准[2],夹杂物级别为3~4级。
图1 夹杂物形态及分布状况100×图2 螺栓的显微组织280×4%硝酸酒精溶液侵蚀(2)显微组织见图2。
组织为回火马氏体+粒状贝氏体,并有少量铁素体。
从图2可明显看出,组织中存在严重偏析,出现回火马氏体和粒状贝氏体带,致使显微组织不均匀,而且在回火马氏体带中存在MnS夹杂。
对样品螺纹根部附近的组织进行了观察,未发现脱碳现象。
1.4 断口分析(1)图3a为断口的宏观形貌,断口较平坦,表面呈灰色,有明显的撕裂脊,呈放射状花样,放射线从中心向四周发射。
表明裂纹先在中心形成,然后向外扩展。
当裂纹扩展至整个横截面时,螺栓断裂。
图3 断口的宏观形貌图4 断口微观形貌(2)断口的微观形态基本上以准解理花样为主,还有一些二次裂纹,如图4所示。
70钢盘条拉拔断裂原因分析
化学成分、组织均匀性及表Ⅲ瞌世ห้องสมุดไป่ตู้较高要求。在后期使用过挫巾}l{
1、最陷宏观形貌
现拉拔断裂聪敏,给公司造成了E太捌失.根据实际情况,奉文制对托控
断裂产品进行了研究分折.井提出r#碗的改进措施.取得了较蚌效犟。
产品使用过程巾拉拔断I:1彤貌辇”杯锥”状断u(翻l J=『i日端生产的
方坯俐&检验发现有中心疏松№缩孔现象(圈2)。
出
取压口
一层平台
二层平台
图l变送器现场部分简图 这种取压方式暴露出来了许多问题: (1)在气温低于零度时,变送器的两条输水管内的水容易结冰,这 样就会严重影响变送器的工作甚至无法工作; (2)由于输水管的细小,当产生沉淀时很有可能将输水管堵塞,以 至于没有信号输出; (3)管道积水积灰,测量精度低; (4)防爆型仪表在维修期间不能带电松动螺钉,这就给维护造成了 困难。压力变送器容易暴露在外界,这样由于一些人为的和环境因素很 可能导致器损坏。 针对以上原因,我们决定对高炉炉顶压力进行炉顶取压方式改造, 实现高炉炉顶压力可靠检测。利用高炉定修和年修的时间,深入现场, 针对问题,提出整改方案,将炉顶压力检测的故障率降低到零,从而也 间接提高了高炉生产效率。保证了高炉重点设备的正常生产。 在进行详尽的分析和研究后决定对该隐患实施技术改造,对高炉 炉顶取压方式改造和炉顶检测后备运行方式完成对顶压的监测和最可 靠监控,可以基本消除潜在的故障发生。对此,我们针对这个问题提出 取压方式改造。 三、具体改造方案 鉴于高炉生产中调节炉顶压力的减压阀组自动调节系统已经在生 产中成功应用,从生产实践中来看,故障率已经降低到一个较低的水 平,为此,我们有针对性地从改造外围检测系统人手,大力搞好压力的 测量部分,有效提高控制部分的核心——炉顶压力的可靠性监控,从而 保证整个自动化系统的安全、稳定运行。在经过充分论证后,我们决定 针对现存以下几个方面的客观情况,将利用高炉休风时间,对其进行技
ML25双耳托板螺钉断裂分析及工艺研究
224管理及其他M anagement and otherML25双耳托板螺钉断裂分析及工艺研究孙君武1,郑高峰2,殷银银1,胡庆宽1,孙晓军1,沈 鹏1(1.河南航天精工制造有限公司,河南省紧固连接技术重点实验室,河南 信阳 464000;2.空军装备部驻郑州地区军事代表室,河南 郑州 450000)摘 要:ML25双耳托板螺钉在安装过程中发现头杆结合部位断裂,通过对故障件进行断口宏观及微观形貌观察,金相组织检测,维氏硬度试验,并结合加工路线对断裂原因进行了细致的分析研究。
通过对原材料组织及头部变形量的分析,表明托板冷镦成形过程中变形量大形成的应力集中是故障件头杆结合部位发生断裂的根本原因;机械加工过程中头杆结合部位流线过切,可能形成结构薄弱部位,在安装过程中受到斜向应力时易在结构薄弱部位发生断裂。
通过优化工艺路线,采用冷镦成形前、后进行热处理消除应力集中,近净成形确保头杆结合部位流线连续,可以有效解决ML25双耳托板螺钉在头杆结合部位发生断裂的问题。
关键词:双耳托板螺钉;头杆结合部位;应力集中;斜向应力中图分类号:TU45 文献标识码:A 文章编号:11-5004(2021)06-0224-2收稿日期:2021-03作者简介:孙君武,男,生于1988年,汉族,河南南阳人,硕士研究生,研究方向:紧固件研发。
由ML25材料制造的双耳托板螺钉与常规螺钉相比,头形特殊,具有重量轻、体积小、装配效率高等特点,同时具有很高的连接可靠性。
产品装配在飞机基体上采用的是铆接方式,由于产品性能要求为抗拉强度和破坏拉力,但是,在安装使用过程中可能会受到斜向应力的影响,这种情况下,对产品的性能要求会高于标准要求,头杆结合部位受斜向应力时可能发生断裂,其余产品从螺钉外表面无法识别,不能确定产品的安装可靠性。
因此,对于头杆结合部位断裂,加工过程无法进行识别,存在较大的质量风险。
本文通过对ML25双耳托板螺钉的安装断裂故障件进行裂纹断口分析、金相组织检测、维氏硬度试验,并结合ML25双耳托板螺钉的制造工艺流程,对断裂的产生进行了细致的分析研究,找到了原因,并提出了有效的解决改进措施,进一步完善了制造工艺。
20钢吊环螺钉断裂分析
20钢吊环螺钉断裂分析王建奇;李海霞;王梅英;张小伍【摘要】通过对20钢吊环螺钉的宏观检查、化学成分、金相显微组织、断口形貌以及断口微区成分等进行分析,确定了吊环螺钉的断裂原因。
结果表明:吊环螺钉断裂的性质为脆性断裂,吊环螺钉装卡不当、螺纹处加工质量不高以及材质上的不足是吊环螺钉断裂的主要原因。
%By analyzing the macroscopic test , chemical composition , metallographic structure , fracture appearance and micro-area composition of fracture , the fracture reason of lifting eye bolt has been determined .The results show that the property of facture for lifting eye bolt is the brittle fracture .Meanwhile, the main reason of fracture is due to the incorrect assembling of lifting eye bolt , the poor machining quality of screw thread , and the shortage of material .【期刊名称】《大型铸锻件》【年(卷),期】2016(000)004【总页数】3页(P37-39)【关键词】20钢;吊环螺栓;断裂【作者】王建奇;李海霞;王梅英;张小伍【作者单位】哈尔滨汽轮机厂有限责任公司,黑龙江150046;哈尔滨汽轮机厂有限责任公司,黑龙江150046;哈尔滨汽轮机厂有限责任公司,黑龙江150046;哈尔滨汽轮机厂有限责任公司,黑龙江150046【正文语种】中文【中图分类】TG11520钢属于优质低碳碳素钢,其强度低,韧性、塑性和焊接性均好,广泛应用于各种重要的结构零件[1]。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一、拉钉的作用及分类
3、现有拉钉的种类 公司现有拉钉三款,分别为BT30-45°和BT30-30°及BT4045°; BT30-45 °用于巨岗CTT-500机台,BT30-60°用于Brother S500Z1和TC-S2DNZ两种机台, BT40-45°用于巨岗CTL-650机台。 三款拉钉均为不带中心出水类型。
三、拉钉断裂的原因分析
3.1、现有机台主轴锥孔贴合面可达到技术要求的80%以上, 可排除。 3.2、四瓣爪受力不均,四瓣爪在夹紧过程中可能存在受力 不均的情况,导致拉钉断裂。
3.3、主轴最大拉力为280KG,拉钉的抗拉强度为500KG以上, 因此不会造成拉钉断裂。
3.4、现有拉钉断裂的经工程、生技、生产、设备现场确认 无人为原因。 3.5、拉钉经测试,在500KG拉力的情况下,无断裂状况。 3.6、因断拉钉的刀具分布不均,没有规律,刀具有大有小, 可以排除吃刀量过大导致拉钉断裂的情况。
日茸电子科技(上海)有限公司
巨岗机台拉钉断裂分析 报告
报 告 人: 张涛
目录
一、 拉钉的作用及分类
二、 现拉钉断裂的状态
三、拉钉断裂的原因分析 四、总结
一、拉钉的作用及分类
1、 拉钉的作用为连接刀柄,拉紧机构。拉钉的抗 拉强度远远大于主轴的拉力。
一、拉钉的作用及分类
2、 拉钉的分类。
国家标准 GB 10945-89“自动换刀机床用7:24圆锥工具柄部40、45和50号圆锥柄用 拉钉”是参照国际标准ISO 7388/2-1984制订的,外形尺寸相同,分为A型和 B型两种: A、型拉钉的拉紧面斜角为15°,用于不带钢球的拉紧装置,代号为“LDA”; B、型拉钉的拉紧面斜角为45°,用于带钢球的拉紧装置,代号为“LDB”。 二者均带贯通孔,用于冷却液流通。 德国标准DIN 6988-1987的拉钉有A型和B型,A型带贯通孔;B型不带贯通 孔,但有密封圈用环形槽,以防止冷却液从尾部泄漏。两种拉钉的拉紧面斜 角均为15°,用于不带钢球的拉紧装置。 日本标准JIS B 6339:1998 的拉钉只有一种型式,拉钉的拉紧面斜角为15°用,于不带钢球的拉紧装置, 代号为“xxP”。日本工作机械工业会标准MAS-403的拉钉则有Ⅰ型和Ⅱ型 两种: Ⅰ型拉钉的拉紧面斜角为30°,用于不带钢球的拉紧装置; Ⅱ型拉钉的拉紧面斜角为45°,用于带钢球的拉紧装置。使用时应注意,这 两种拉钉的头部长度比JIS B 6339:1998标准的拉钉头部直径小, 颈部长度长,其代号为“PxxT”。
三、拉钉断裂的原因分析—附件
四瓣爪
四瓣爪
四瓣爪
三、拉钉断裂的原因分析—附件
主轴拉力检测
拉钉拉力检测
四。总结
经以上分析:
1、可认定为四瓣爪与拉钉斜面贴合度受力 会不均导致拉钉断裂。 2、拉钉本身的质量原因可导致拉钉断裂。
谢 谢!
BT30-60° BT30-45° BT40-45°
一、拉钉的作用及分类
叠簧
拉钉
四瓣爪
刀把
二、现有拉钉断裂的状态
断裂处
断裂处
断裂处
断裂处
三、拉钉断裂的原因分析
人为原因 装夹不到位
质量问题 拉钉本身质量 问题
拉钉断裂 主轴锥孔面切 合不到位 主轴拉力过大 四瓣爪斜面受 力不均 设备原因 加工中吃刀量过大