表面粗糙度符号及注法
表面粗糙度符号及标注方法
表面粗糙度符号、代号及其注法标准等效采用ISO1302——1992。
表面粗糙度原称表面光洁度,是指加工表面上所具有的较小间距和峰谷所组成的微观几何形状特性,一般由加工方法和其它因素形成。
属于几何精度的表面结构范畴。
通俗地讲,就是指零件表面经加工后遗留的痕迹,在微小的区间内形成的高低不平的程度(也可以说成为粗糙的程度)用数值表现出来,作为评价表面状况的一个依据。
它是研究和评定零件表面粗糙状况的一项质量指标,是在一个限定的区域内排除了表面形状和波纹度误差的零件表面的微观不规则状况。
零件在参与工作时,其表面的不规则状况直接影响了表面的耐磨性、耐腐蚀性、疲劳强度;也影响了两表面间的接触刚度、密封性;还影响流体运动阻力的大小、导电、导热等性能。
因此,各国十分注意表面粗糙度这门学科的发展。
前苏联、德国和法国等国家成立了专门的研究机构,从事研究表面粗糙度对产品质量的影响,并在改进表面特征状况等方面取得了显著的成果。
表面粗糙度的标准化工作是从三十年代开始发展起来的,和形位公差一样,也是首先从解决图样标注的统一开始的。
前联邦德国标准DIN140发布于1939年,是世界上最早的有关表面粗糙度方面的标准。
这个标准只规定表面粗糙度的符号,把需要加工的表面分为▽、▽▽、▽▽▽、▽▽▽▽,不需要加工的表面用符号∽表示。
由于没有参数标准,因此各个符号均无既定的数值,而是凭目测加以区分。
最早制订表面粗糙度参数标准的是美国,它于1940年发布了美国标准ASAB46.1—1940《表面粗糙度、波纹度和加工纹理》,1947年又修订为ASAB46.1—1947。
标准采用中线制,在高度方向并列四个参数,并规定了数值系列。
美国的现行标准是ANSIB 46.1—1978,与英国、加拿大标准一致。
标准中规定了个各种参数及定义,明确以轮廓算术平均偏差R a为主要参数,其他参数在特殊需要时应用。
它的表面粗糙度数值不分等级,采用与符号一起直接标注在图样上的形式表示。
表面粗糙度及表面粗糙度的标注方法

一。
表面粗糙度得符号注意:极限值表示参数得实测值中允许少于总数得16%得实测值超过规定值,高度参数常用Ra,在图中标注时常省略。
无max min则表示就是上极限或下极限,如果有则表示最大值与最小值,单位为微米基本符号,表示可使用任何方法获得基本符号加一短划,表示表面用去除材料得方法获得表示用不去除材料方法获得(铸锻冲压等)表示所有表面具有相同得表面粗糙度要求二、表面粗糙度得代号1、d' =h/10;H=1、4h;h为字体高度a1、a2—-粗糙度高度参数得允许值(mm);b加工方法、镀涂或其她表面处理;c取样长度(mm);d加工纹理方向符号;e 加工余量(mm);f粗糙度间距参数值(mm)或轮廊支承长度率。
2、零件得加工表面得粗糙度要求由指定得加工方法获得,用文字标注在符号上边得横线,加工方法也可在图样得技术要求中说明3.加工纹理方向:= 纹理平行于标注符号得视图得投影面⊥纹理垂直于标注符号得视图得投影面x 纹理呈两相交得方向M纹理呈多方向c 纹理呈近似同心圆R 纹理呈近似得放射状p 纹理无方向或凸起得细粒状4。
加工余量:注在符号得左侧,标注时数值要加上括号,单位为毫米5。
参数S Sm Tp l得标注,应标注在符号长边得横线下面,并且必须在参数值前注写参数得符号三。
表面粗糙度符号、代号在图样上得标注一般标注在可见轮廓线、尺寸界线、引出线或它们得延长线上,符号得尖端必须从材料外指向表面,代号中数字及符号得注写方向必须与尺寸数字方向一致标准规定在同一图样上,每一表面一般只标注一次、当零件得大部分表面具有相同得表面粗糙度要求时,对其中使用最多得一种代号可以统一注在图样得右上角,并加注“其余”两字当零件所有表面具有相同得表面粗糙度要求时,其代号可在图样得右上角统一标注序号标注规定及说明图例当零件得大部分表面具有相同得表由粗糙度要求时,对1 其中使用最多得一种代(符)号可统一注在图样得右上角,并加注‘其余”两字,且应就是图样上其它代(符)号高度得1、4倍2代号中数字注写方向应与尺寸数字方向一致;倾斜表面得代号及数字标控方向应符合图右规定3带有横线得表面粗糙度应按右图方式标注4当地位狭小不使标注时.可引出标注;细线相连得不连续同一表面、只要标注5 零件所在表面具有相同得表面粗糙度要求,在右上角统一标注代号6 简化注法;为了简化标注方法,或标注位置受到限制时.可以标注简化代号,但必须在标题。
表面粗糙度及表面粗糙度的标注方法

一.概况粗糙度的符号之马矢奏春创作注意:极限值暗示参数的实测值中允许少于总数的16%的实测值超出规定值,高度参数经常使用Ra,在图中标注时常省略。
无max min则暗示是上极限或下极限,如果有则暗示最大值和最小值,单位为微米基本符号,暗示可使用任何方法获得基本符号加一短划,暗示概况用去除资料的方法获得暗示用不去除资料方法获得(铸锻冲压等)暗示所有概况具有相同的概况粗糙度要求1.d' =h/10;H=1.4h;h为字体高度a1、a2--粗糙度高度参数的允许值(mm);b 加工方法、镀涂或其他概况处理;c 取样长度(mm);d 加工纹理方向符号;e 加工余量(mm);f 粗糙度间距参数值(mm)或轮廊支承长度率。
2.零件的加工概况的粗糙度要求由指定的加工方法获得,用文字标注在符号上边的横线,加工方法也可在图样的技术要求中说明3.加工纹理方向:= 纹理平行于标注符号的视图的投影面⊥纹理垂直于标注符号的视图的投影面x 纹理呈两相交的方向M 纹理呈多方向c 纹理呈近似同心圆R 纹理呈近似的放射状p 纹理无方向或凸起的细粒状4.加工余量:注在符号的左侧,标注时数值要加上括号,单位为毫米5.参数S Sm Tp l的标注,应标注在符号长边的横线下面,而且必须在参数值前注写参数的符号三。
概况粗糙度符号、代号在图样上的标注一般标注在可见轮廓线、尺寸界线、引出线或它们的延长线上,符号的尖端必须从资料外指向概况,代号中数字及符号的注写方向必须与尺寸数字方向一致尺度规定在同一图样上,每一概况一般只标注一次。
当零件的大部分概况具有相同的概况粗糙度要求时,对其中使用最多的一种代号可以统一注在图样的右上角,并加注“其余”两字当零件所有概况具有相同的概况粗糙度要求时,其代号可在图样的右上角统一标注2代号中数字注写方向应与尺寸数字方向一致;倾斜概况的代号及数字标控方向应符合图右规定3带有横线的概况粗糙度应按右图方式标注4当地位狭小不使标注时.可引出标注;细线相连的不连续同一概况.只要标注5零件所在概况具有相同的概况粗糙度要求,在右上角统一标注代号6简化注法;为了简化标注方法,或标注位置受到限制时.可以标注简化代号,但必须在题目栏附近说明这些简化代号的意义7省略注法当仅有同一种表而粗糙度的去除资料加工的在面.以及不会除资料的概况时,可采取省略注法,但必须在题目附近说明这些省略代号的意义8零件上重复素(孔,槽,齿等)的概况只标注其中一个。
表面粗糙度及表面粗糙度的标注方法.-工程

表面粗糙度及表面粗糙度的标注方法 -工程2019-01-01一.表面粗糙度的符号注意:极限值表示参数的实测值中允许少于总数的16%的实测值超过规定值,高度参数常用Ra,在图中标注时常省略,。
无max min则表示是上极限或下极限,如果有则表示最大值和最小值,单位为微米基本符号,表示可使用任何方法获得基本符号加一短划,表示表面用去除材料的方法获得表示用不去除材料方法获得(铸锻冲压等)表示所有表面具有相同的表面粗糙度要求二.表面粗糙度的代号1.d' =h/10;H=1.4h;h为字体高度a1、a2--粗糙度高度参数的允许值(mm); b 加工方法、镀涂或其他表面处理; c 取样长度(mm); d 加工纹理方向符号; e 加工余量(mm);f 粗糙度间距参数值(mm)或轮廊支承长度率。
2.零件的加工表面的粗糙度要求由指定的加工方法获得,用文字标注在符号上边的横线,加工方法也可在图样的技术要求中说明3.加工纹理方向:= 纹理平行于标注符号的视图的投影面⊥ 纹理垂直于标注符号的视图的投影面x 纹理呈两相交的方向M 纹理呈多方向 c 纹理呈近似同心圆R 纹理呈近似的放射状p 纹理无方向或凸起的细粒状4.加工余量:注在符号的左侧,标注时数值要加上括号,单位为毫米5.参数S Sm Tp l的标注,应标注在符号长边的横线下面,并且必须在参数值前注写参数的符号三。
表面粗糙度符号、代号在图样上的标注一般标注在可见轮廓线、尺寸界线、引出线或它们的延长线上,符号的尖端必须从材料外指向表面,代号中数字及符号的注写方向必须与尺寸数字方向一致标准规定在同一图样上,每一表面一般只标注一次。
当零件的大部分表面具有相同的表面粗糙度要求时,对其中使用最多的一种代号可以统一注在图样的右上角,并加注“其余”两字当零件所有表面具有相同的表面粗糙度要求时,其代号可在图样的右上角统一标注一.表面粗糙度的符号注意:极限值表示参数的实测值中允许少于总数的16%的实测值超过规定值,高度参数常用Ra,在图中标注时常省略。
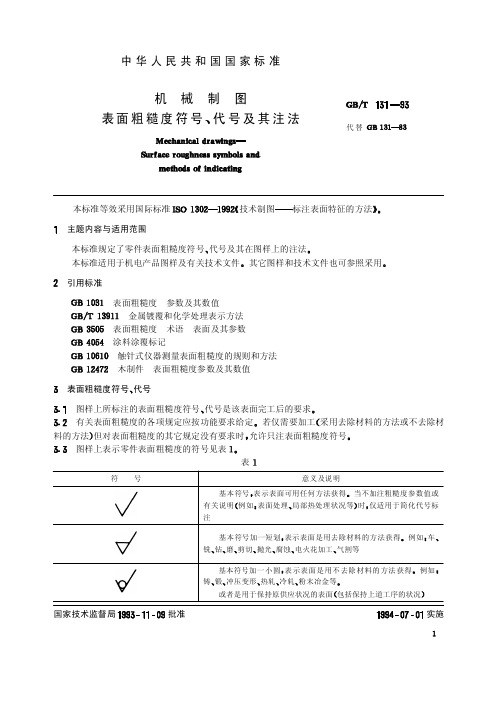
131-1993机械制图 表面粗糙度符号、代号及其注法
代号
意义
表
代号
用任何方法获得的表面粗糙 度 的上限值为
意义
用任何方法获得的表面粗糙 度 的最大值为
用不去除材料方法获得的表 面粗糙度 的上限值为
用不去除材料方法获得的表 面粗糙度 的最大值为
用去除材料方法获得的表面 粗糙度 的上限值为 下限值为
用去除材料方法获得的表面 粗糙度 的最大值为 最小值为
用去除材料方法获得的表面 粗糙度 的上限值为
用不去除材料方法获得的表 面粗糙度 的上限值为
用去除材料方法获得的表面 粗糙度 的最大值为
用不去除材料方法获得的表 面粗糙度 的最大值为
用去除材料方法获得的表面 粗糙度 的上限值为
的下限值为
用去除材料方法获得的表面 粗糙度 的最大值为
的最小值为
表面粗糙度高度参数轮廓微观不平度十点高度 轮廓最大高度 值 单位为微米 的标注见表 参数值前需标注出相应的参数代号
的取样长度为 为
的取样长度
在符号长边的横线上面 可注写注释性说 明 图例表示前 后两面的表面粗糙度均为
在横线上面可同时注写加工方法与注释性 说明
在横线上面可注写加工要求 图例表示导
轨工作面经刮削后 在
面积
内接触点不小于 点 的上限值为
标注示例
续表
说明
在横线上面同时注写镀层要求与独立加工
方法时 按工艺顺序用斜线隔开 图例表示表
的方
图
图
图
图
图
图
图
需要将零件局部热处理或局部镀 涂 覆时 应用粗点划线画出其范围并标注相应的尺寸 也可将
其要求注写在表面粗糙度符号长边的横线上 见图 图
图 图
附录 符号的见图
表面粗糙度及表面粗糙度的标注方法

一.表面粗糙度的符号注意:极限值表示参数的实测值中允许少于总数的16%的实测值超过规定值,高度参数常用Ra,在图中标注时常省略。
无max min则表示是上极限或下极限,如果有则表示最大值和最小值,单位为微米基本符号,表示可使用任何方法获得基本符号加一短划,表示表面用去除材料的方法获得表示用不去除材料方法获得(铸锻冲压等)表示所有表面具有相同的表面粗糙度要求二.表面粗糙度的代号1.d' =h/10;H=1.4h;h为字体高度a1、a2--粗糙度高度参数的允许值(mm);b加工方法、镀涂或其他表面处理;c取样长度(mm);d加工纹理方向符号;e加工余量(mm);f粗糙度间距参数值(mm)或轮廊支承长度率。
2.零件的加工表面的粗糙度要求由指定的加工方法获得,用文字标注在符号上边的横线,加工方法也可在图样的技术要求中说明3.加工纹理方向:= 纹理平行于标注符号的视图的投影面⊥纹理垂直于标注符号的视图的投影面x 纹理呈两相交的方向M 纹理呈多方向c 纹理呈近似同心圆R 纹理呈近似的放射状p 纹理无方向或凸起的细粒状4.加工余量:注在符号的左侧,标注时数值要加上括号,单位为毫米5.参数S Sm Tp l的标注,应标注在符号长边的横线下面,并且必须在参数值前注写参数的符号三。
表面粗糙度符号、代号在图样上的标注一般标注在可见轮廓线、尺寸界线、引出线或它们的延长线上,符号的尖端必须从材料外指向表面,代号中数字及符号的注写方向必须与尺寸数字方向一致标准规定在同一图样上,每一表面一般只标注一次。
当零件的大部分表面具有相同的表面粗糙度要求时,对其中使用最多的一种代号可以统一注在图样的右上角,并加注“其余”两字当零件所有表面具有相同的表面粗糙度要求时,其代号可在图样的右上角统一标注序号标注规定及说明图例1当零件的大部分表面具有相同的表由粗糙度要求时,对其中使用最多的一种代(符)号可统一注在图样的右上角,并加注‘其余”两字,且应是图样上其它代(符)号高度的1.4倍2代号中数字注写方向应与尺寸数字方向一致;倾斜表面的代号及数字标控方向应符合图右规定3带有横线的表面粗糙度应按右图方式标注4当地位狭小不使标注时.可引出标注;细线相连的不连续同一表面.只要标注5零件所在表面具有相同的表面粗糙度要求,在右上角统一标注代号6简化注法;为了简化标注方法,或标注位置受到限制时.可以标注简化代号,但必须在标题栏附近说明这些简化代号的意义7省略注法当仅有同一种表而粗糙度的去除材料加工的在面.以及不会除材料的表面时,可采用省略注法,但必须在标题附近说明这些省略代号的意义8零件上重复素(孔,槽,齿等)的表面只标注其中一个。
国家标准关于表面粗糙度符号、代号及其注法的修订
其结 果 必
、
然 导 致 对 零件 的 加 工 要 求 制 造 精度 表 面 处 理
、
表 度
H
:
2
中 高度
,
H
:
为符 号 的 短 边 高 度 高
。
,
加工 方 法 甚 至 加 工 次 序 等 要 求 越 来 越
。
为符号 的 长 边 高度
。
由表
2
可以看 出
,
高 越 来 越严 格
GB
、
为 了 在 图 样 上 完 整 清 楚地
。
丫
表示 表 面 粗 糙度 是 用 去
。
致 但侧掉 了 粗糙度
。
,
“
”
定 义 更加 严 谨
除 材料 的 方 法 获得
去
“ :
例
一词
车 锐… … 等
、
。
丫
玉 本 符 号上 加 一 小 圈 表示 表 面粗 糙度是 用
不
。
同上 上
朴止
,
去 除 材 料 的 方 法 获得
:
、 。
例如 铸 锻……等 或 者是 用 于 保持 原 供 应 状 况 的 表 面 ( 包括 上 道 工 序 的状 况 )
,
修订 并 增 加 了 两 组 符 号 见 表
2
、
1
。
新国标对符号本 身的尺寸 也作 了修
,
的外 观 都 有影 响
,
。
订
1 1
.
。
在 旧 国 标 中简 单规 定 符 号 短 边 高 度 H 一
;
随 着 我 国 国 民经 济 逐 步 实 现 与 国 际 大 市
表面粗糙度符号及标注方法
表面粗糙度符号、代号及其注法标准等效采用ISO1302——1992。
表面粗糙度原称表面光洁度,是指加工表面上所具有的较小间距和峰谷所组成的微观几何形状特性,一般由加工方法和其它因素形成。
属于几何精度的表面结构范畴。
通俗地讲,就是指零件表面经加工后遗留的痕迹,在微小的区间内形成的高低不平的程度(也可以说成为粗糙的程度)用数值表现出来,作为评价表面状况的一个依据。
它是研究和评定零件表面粗糙状况的一项质量指标,是在一个限定的区域内排除了表面形状和波纹度误差的零件表面的微观不规则状况。
零件在参与工作时,其表面的不规则状况直接影响了表面的耐磨性、耐腐蚀性、疲劳强度;也影响了两表面间的接触刚度、密封性;还影响流体运动阻力的大小、导电、导热等性能。
因此,各国十分注意表面粗糙度这门学科的发展。
前苏联、德国和法国等国家成立了专门的研究机构,从事研究表面粗糙度对产品质量的影响,并在改进表面特征状况等方面取得了显著的成果。
表面粗糙度的标准化工作是从三十年代开始发展起来的,和形位公差一样,也是首先从解决图样标注的统一开始的。
前联邦德国标准DIN140发布于1939年,是世界上最早的有关表面粗糙度方面的标准。
这个标准只规定表面粗糙度的符号,把需要加工的表面分为▽、▽▽、▽▽▽、▽▽▽▽,不需要加工的表面用符号∽表示。
由于没有参数标准,因此各个符号均无既定的数值,而是凭目测加以区分。
最早制订表面粗糙度参数标准的是美国,它于1940年发布了美国标准ASAB46.1—1940《表面粗糙度、波纹度和加工纹理》,1947年又修订为ASAB46.1—1947。
标准采用中线制,在高度方向并列四个参数,并规定了数值系列。
美国的现行标准是ANSIB 46.1—1978,与英国、加拿大标准一致。
标准中规定了个各种参数及定义,明确以轮廓算术平均偏差R a为主要参数,其他参数在特殊需要时应用。
它的表面粗糙度数值不分等级,采用与符号一起直接标注在图样上的形式表示。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
数字与字母高度 2.5 3.5 5 7 10
符号的线宽
0.25 0.35 0.5 0.7 1
高度H1 高度H2
3.5 5 7 10 14 8 11 15 21 30
代号中数字的方向必须与尺寸数字方
不同位置表面代号的注法。符
向一致。对其中使用最多的一种代(符) 号可以统一标注在图样右上角,并加注
号的尖端必须从材料外指向表面。
3.2m,下限值为1.6m。
3.2 用不去除材料的方法获得的表面, Ra的上限值为
3.2m。
3.2 用去除材料的获得的表面, Ra的上限值为3.2m。
表面粗糙度符号及注法
1、表面粗糙度的概念
表面粗糙度是指零件的加工表面上具有的 较小间距和峰谷所形成的微观几何形状误差。
2、表面粗糙度的符号和代号注法 ⑴ 表面粗糙度符号
基本 符号
去除材 不去除材 料符号 料符号
⑵ 表面粗糙度符号的画法
H2 H1
60° 60°
H1 ≈1.4h H2=2 H1 h —— 字高
⑷高度参数 ( Ra)值的注写
3.2
表面粗糙度高度参数值的单位是m。 3.2 1.6
只注一个值时,表示为上限值;注两个值时,
表示为上限值和下限值。
高度参数 ( Ra)值的注写
代号
意义与说明
3.2 用任何方法获得的 1.6
用去除材料的方法获得的表面, Ra的上限值为
“其余”两字,且应比图形上其他代
(符)号大1.4倍。
⑶ 表面粗糙度符号的意义
符号
意 义及说明
基本符号,表示可用任何方法获得的表面, (单独使用无意义)仅适用于简化代号标 注。
表示用去除材料的方法获得的表面。 例如:车、铣、钻、磨、剪切、抛光、腐 蚀、电火花加工等
表示用不去除材料的方法获得的表面。 例如:铸、缎、冲压、热轧、冷轧、粉末热 金等方法。或用于保持原供应状况的表面。