CPK计算表格EXCEL模板
EXCEL计算CPK,CP,CA

CPKU=
C13:N17) )/(3*STD
EV(C13:N
17))
(AVERAGE
(C13:N17
CPKl=
Байду номын сангаас
)10)/(3*S
TDEV(C13
:N17))
CPK= 0.739263
MIN
((11-
AVERAGE(
C13:N17)
)/(3*STD
如果把整 条公式合 起来为:
EV(C13:N 17)), (AVERAGE (C13:N17
10.5
10.5 10.2 10.5 10.6
10.9
10.9 10.9 10.6 10.6
10.5
10.3 10.5 10.8 10.8
10.5
10.5 10.5 10.5 10.5
10.6
10.5 10.6 10.6 10.3
X=AVERAG E(选择黄 色区域所 有数据) =
USL=11
LSL=10 σ =STDEV (选择黄 色区域所 有数据) =
首先了解 CPK的定 义: Complex Process Capabili ty Index
CPK =
Min
(CPKu
,CPKl)
CPKu=| USL-x | / 3σ
表示最小值,也就是CPKU和CPKL 结果中较小的那个
规格上限
收集数据 的平均值
收集数据 的标准差
举例:
铁棒长度 标准: 10-11mm
)-
10)/(3*S
TDEV(C13
:N17)))
=
0.739263 1.049276
利 用 第 二 条 公 式 计 算 CPK
CPK计算方法和表格

CPK计算方法和表格推荐答案CPK= Min[ (USL- Mu)/3s, (Mu - LSL)/3s]Cpk应用讲议1. Cpk的中文定义为:制程能力指数,是某个工程或制程水准的量化反应,也是工程评估的一类指标。
2. 同Cpk息息相关的两个参数:Ca , Cp.Ca: 制程准确度。
Cp: 制程精密度。
3. Cpk, Ca, Cp三者的关系: Cpk = Cp * ( 1 - |Ca|),Cpk是Ca及Cp两者的中和反应,Ca反应的是位置关系(集中趋势),Cp反应的是散布关系(离散趋势)4. 当选择制程站别用Cpk来作管控时,应以成本做考量的首要因素,还有是其品质 >品质特性对后制程的影响度。
5. 计算取样数据至少应有20~25组数据,方具有一定代表性。
6. 计算Cpk除收集取样数据外,还应知晓该品质特性的规格上下限(USL,LSL),才可顺利计算其值。
7. 首先可用Excel的“STDEV”函数自动计算所取样数据的标准>标准差(σ),再计算出规格公差(T),及规格中心值(u). 规格公差=规格上限-规格下限;规格中心值=(规格上限+规格下限)/2;8. 依据公式:,计算出制程准确度:Ca值9. 依据公式:Cp = ,计算出制程精密度:Cp值10. 依据公式:Cpk=Cp ,计算出制程能力指数:Cpk值11. Cpk的评级标准:(可据此标准对计算出之制程能力指数做相应对策)A++级Cpk≥2.0 特优可考虑成本的降低A+ 级 2.0 >Cpk ≥ 1.67 优应当保持之A 级 1.67 >Cpk ≥ 1.33 良能力良好,状态稳定,但应尽力提升为A+级B 级 1.33 >Cpk ≥ 1.0 一般状态一般,制程因素稍有变异即有产生不良的危险,应利用各种资源及方法将其提升为 A级C 级 1.0 >Cpk ≥ 0.67 差制程不良较多,必须提升其能力D 级 0.67 > Cpk 不可接受其能力太差,应考虑重新整改设计制程。
excel表格怎样用函数计算cpk值

excel表格怎样用函数计算cpk值有时候我们需要对产品的相关特性数据进行分析,利用数据统计工具制作过程能力控制图,从而计算出CPK值,下面店铺给大家分享excel表格函数算出cpk值的方法,欢迎大家来到店铺学习。
excel表格函数算出cpk值的方法收集你所需要控制的特性的数据,并且输入到Excel当中,注意是要按列输入:excel表格用函数计算cpk值的方法图1打开Minitab软件,将Excel中的数据复制粘贴到Minitab中的表格中excel表格用函数计算cpk值的方法图2然后统计--质量工具--能力分析--正态excel表格用函数计算cpk值的方法图3然后就会弹出一个对话框。
点击第一个空格,然后双击左边列出的C1 152.324,这样你就把这组数据放到了第一个空格当中---这就是选择数据的过程。
然后子组大小输入5excel表格用函数计算cpk值的方法图4然后输入你这个特性所要求的规格上限和规格下限excel表格用函数计算cpk值的方法图5先别忙着点击确定,点击右上角有个选项按钮,会弹出另一个对话框,这个是设置图表参数的,目标就是你的特性的中心值,下面的6是默认的,代表利用6Sigma来运行图表,你也可以改成5或4试试excel表格用函数计算cpk值的方法图6好啦,依次点击确定,这样就得到了CPK图,所有的控制指标一目了然。
CPK PPM 标准差 CPM,扥等excel表格用函数计算cpk值的方法图7Excel如何快速格式化报表为了制作出美观的报表,需要对报表进行格式化。
有快捷方法,即自动套用Excel预设的表格样式。
方法是:选定操作区域,选取“格式”菜单中的“自动套用格式”命令,在格式列表框中选取一款你满意的格式样式,按“确定”按钮即可。
要注意的是,格式列表框下面有包括“数字”、“边框线”、“字体” 等6个“应用格式种类”选项,若某项前面的“x”不出现,则在套用表格样式时就不会用该项。
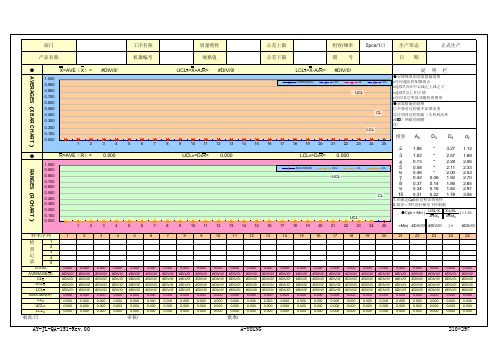
CPK控制图-表格(最新版)
部门 产品名称
工序名称 机器编号
质量特性 规格值
公差上限 公差下限
组容/频率 图号
5pcs/1日
生产形态 日期
正式生产
AVERAGES(X BAR CHART )
●
X=AVE(X)= #DIV/0!
UCLX=X+A2R= #DIV/0!
LCLX=X-A2R= #DIV/0!
说明栏
1.000 0.900 0.800 0.700
1.在确定Cpk前过程必须受控
2.组容<7时没有极差下控制限
●Cpk = Min ( USL-X X-LSL )≥1.33 3R/d2 3R/d2
1
2
3
4
5
6
7
8
9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
=Min( #DIV/0! #DIV/0! ) = #DIV/0!
0.000 #DIV/0! #DIV/0! #DIV/0! #DIV/0! 0.000 0.000 0.000 0.000
0.000 #DIV/0! #DIV/0! #DIV/0! #DIV/0! 0.000 0.000 0.000 0.000
0.000 0.000 #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! 0.000 0.000 0.000 0.000 0.000 0.000 0.000 0.000
0.000 #DIV/0! #DIV/0! #DIV/0! #DIV/0! 0.000 0.000 0.000 0.000
0.000 #DIV/0! #DIV/0! #DIV/0! #DIV/0! 0.000 0.000 0.000 0.000
cpk计算方法excel
cpk计算方法excel
CPK是一种统计学指标,用来衡量一个过程的稳定性和精度。
它是通过比较过程的规格限制与实际数据的变异程度来计算得出的。
CPK值越大,说明过程的稳定性和精度越高。
在Excel中计算CPK值需要以下步骤:
1. 收集数据:收集一组样本数据,包括上限和下限规格值,以及实际测量值。
2. 计算平均值和标准差:使用Excel中的AVERAGE和STDEV函数计算样本数据的平均值和标准差。
3. 计算过程能力指数:使用以下公式计算CPK值:
CPK = min((上限规格值-平均值)/(3*标准差),(平均值-下限规格值)/(3*标准差))
其中,上限规格值和下限规格值是设定的规格限制,平均值和标准差是从样本数据中计算得出的。
4. 分析结果:根据CPK值的大小来评估过程的稳定性和精度。
一般认为CPK值在1.33以上表示过程的稳定性和精度很高,而在1.0以下则表示过程存在一定的问题。
通过以上步骤,我们就可以在Excel中计算得出CPK值,并从中得到有用的信息,以便优化和改进过程。
- 1 -。
CPK值计算表格201810A
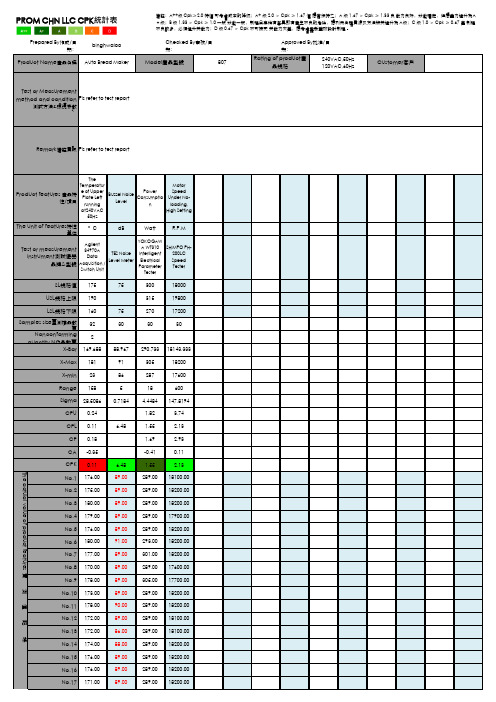
Prepared By作成/日期:The Temperatur e of Upper Plate Left running at240VAC 50HzBuzzel NoiseLevel Power Consumptio n Motor SpeedUnder No-loading,High Setting °CdB WattR.P.MAglient34970ADataAcquisition /Switch UnitTES Noise Level Meter YOKOGAWA WT310Interlligent Electrical Parameter TesterSHIMPO PH-200LCSpeedTester17575300180001903151980016075270172003230303020000169.68888.967290.73318143.333181913051820023862871760015851860028.50860.7184 4.4484147.81940.240.00 1.82 3.740.000.000.000.000.000.000.000.000.000.000.11 6.48 1.55 2.130.000.000.000.000.000.000.000.000.000.000.180.00 1.69 2.930.000.000.000.000.000.000.000.000.000.00CA -0.350.00-0.410.110.000.000.000.000.000.000.000.000.000.000.11 6.48 1.55 2.130.000.000.000.000.000.000.000.000.000.00No.1176.0089.00289.0018100.00No.2175.0089.00289.0018200.00No.3180.0089.00289.0018200.00No.4179.0089.00289.0017900.00No.5176.0089.00289.0018200.00No.6180.0091.00293.0018200.00No.7177.0089.00301.0018200.00No.8170.0089.00289.0017600.00No.9178.0089.00305.0017700.00No.10173.0089.00289.0018200.00No.11178.0090.00289.0018200.00No.12172.0089.00289.0018100.00No.13172.0086.00289.0018100.00No.14174.0088.00289.0018200.00No.15176.0089.00289.0018200.00No.16176.0089.00289.0018200.00No.17171.0089.00289.0018200.00The actuial value of product features 實 測 值 記 錄binghwaloo Product Name 產品名稱Rating of product產品規格240VAC,50Hz 120VAC,60HzCustomer客戶Checked By审核/日期:Approved By批准/日期:Sigma X-BarCPKCP Product features 產品特性/項目The unit of features 特性單位Auto Bread MakerModel產品型號807Remark 備註資訊Pls refer to test reportPls refer to test reportTest or Measurementmethod and condition 測試方法&環境參數Test or measurement instrument測試儀器品牌&型號SL規格值USL規格上限CPU CPL LSL規格下限Samples size 量測樣品數量Nonconformingquantity NG品數量X-Max X-min Range PROM CHN LLC CPK 統計表備註:A++級 Cpk≥2.0 特優 可考慮成本的降低;A+ 級 2.0 > Cpk ≥ 1.67 優 應當保持之;A 級 1.67 > Cpk ≥ 1.33 良 能力良好,狀態穩定,但應盡力提升為A +級;B 級 1.33 > Cpk ≥ 1.0 一般 狀態一般,制程因素稍有變異即有產生不良的危險,應利用各種資源及方法將其提升為 A 級;C 級 1.0 > Cpk ≥ 0.67 差 制程不良較多,必須提升其能力;D 級 0.67 > Cpk 不可接受 其能力太差,應考慮重新整改設計制程 。
excel cpk计算公式

excel cpk计算公式
CPK计算公式是用来测量产品质量的一个重要工具。
它根据客户要求的标准和产品的实际性能数据来判断产品的质量水平,帮助企业制定改进措施,以达到质量控制的目的。
CPK计算公式是一种根据样本均值和样本标准偏差来计算CPK指数的方法,可以用Excel程序计算。
CPK的计算公式如下:
CPK=min((USL-X)/3σ,(X-LSL)/3σ)
其中,USL表示上限标准,LSL表示下限标准,X表示样本均值,σ表示样本标准偏差。
通过计算CPK值,可以判断出产品的质量水平。
如果CPK值大于1.33,表明产品的质量良好;如果CPK值介于0.67和1.33之间,表明产品质量一般;如果CPK值小于0.67,表明产品质量较差,需要采取改进措施来提高质量水平。
使用Excel来计算CPK值,需要在Excel中输入上下限标准、样本均值和样本标准偏差,然后用CPK计算公式进行计算,就可以得出产品的CPK值。
CPK计算公式是企业管理质量的重要工具,它可以帮助企业识别质
量问题,从而采取相应的改进措施,提高产品质量。
使用Excel进行CPK计算,既便捷又精确,确保了数据的准确性和可靠性,可以有效地帮助企业控制和改善产品质量。
CPK过程能力控制计算表格

---------------------------------------------------------------最新资料推荐------------------------------------------------------CPK过程能力控制计算表格过程能力认证报告规格设定:部门零件图号零件名称检测器具描述公称尺寸下限尺寸双侧公差下限公差上限公差过程能力充分 5 过程通知数据趋势增加减少运转周期运转周期 X值3 1 3 3 0 3 3 R值 3 1 3 3 0 4 3单组数据个数统计审核操作人员设备标号 -0.025 36.0 AAA BBB CCC M6140-2 单位下公差上限尺寸日期日期25311-03602 变档凸轮微米千分尺No.SL-342 对磨削25311-03602变档凸轮轴径过程能力认证 36.0 上公差35.936 名义尺寸2009-5-4 2009-5-5mm -0.064 35.975失控限制连续数据高于平均值连续数据低于平均值均值(X 表)35.9635.958035.958 35.956 35.95435.953035.952 35.9535.948135.948 35.946 35.944 35.94212均值34上控制线UCLx56平均均值78下控制线LCLx910111213141516171819202122232425极差(R 表)0.020.01820.0180.016 0.014 0.012 0.010.00860.008 0.006 0.004 0.002 0.0第 1 页,共 4 页1/ 5过程能力认证报告0.0过程能力充分15 16 17 18 19 20 21 22 23 24 2512极差34上控制线r56平均均值7891011121314下控制线LCLr 第 2 页,共 4 页---------------------------------------------------------------最新资料推荐------------------------------------------------------ 过程能力认证报告部门零件图号零件名称检测器具描述公称尺寸下限尺寸 25311-03602 变档凸轮微米千分尺No.SL-342 对磨削25311-03602变档凸轮轴径过程能力认证 36.0 上公差 35.936 名义尺寸统计审核操作人员设备标号 -0.025 36.0LSL80 25 25 22 60 20 18 19 50 4011 49过程能力充分2009-5-4 2009-5-5AAA BBB CCC M6140-2日期日期统计描述数据个数n 尺寸下限 (LSL) 公称值尺寸上限 (USL) 数据总数平均均值( X ) 最大值Max 最小值Min 低于下限数据个数高于上限数据个数平均极差(R) D2 ,n=5 高能力指数 (CPU) 低能力指数(CPL) 过程能力指数 (Cp) 过程能力(Cpk) 过程比率(CR) 标准偏差 (n-1) 标准偏差(n) 方差(n-1) 方差(n) 性能指数(PP) 性能比率(PR) 性能指数(Ppk) 15 35.95535.960 35.951 35.952 35.95135.9538 0.009数值125 35.936036.0000 35.9750 4,494.1290 35.9530 35.9620 35.9450 0 0 0.0086 2.3260 1.9805 1.5355 1.7580 1.5355 0.5688 0.0034 0.0034 0.0000 0.0000 1.8854 0.5304 1.6467单位下公差上限尺寸mm -0.064 35.975USL样本柱状分布图30控制线柱状分布图70 70 35.9360 35.9750151310 7 5 1 0 35.94 9 35.95 1 35.95 6 35.95 8 35.96 135.94 6 35.95 9 630 20 2 10 0 35.94 4 35.94 8 35.95 435.95 3 016 035.9 320 35.9 63 35.9 40 35.9 4835.9 560 35.9 710 35.9 790 35.9 8735.9 24分 n1 2 3 4 5 均值X 35.9518 极差R 0.012 21 n 1 35.956 2 35.958 3 35.955 4 35.957 5 35.945 1 35.949 35.959 35.947 35.951 35.9533/ 52 35.956 35.957 35.952 35.949 35.95535.9538 0.008组数据11 35.953 35.952 35.960 35.953 35.95735.955 0.0083 35.949 35.946 35.949 35.950 35.95535.9498 0.0094 35.951 35.958 35.949 35.953 35.95535.9532 0.0095 35.956 35.954 35.955 35.953 35.95535.9546 0.0036 35.951 35.947 35.951 35.953 35.95535.9514 0.0087 35.951 35.956 35.956 35.953 35.95435.954 0.0058 35.956 35.947 35.956 35.953 35.95535.9534 0.0099 35.951 35.955 35.956 35.953 35.95435.9538 0.00510 35.951 35.949 35.957 35.948 35.95035.951 0.00912 35.951 35.956 35.951 35.955 35.95835.9542 0.00713 35.951 35.956 35.949 35.949 35.95135.9512 0.00714 35.951 35.957 35.960 35.953 35.94935.954 0.01116 35.949 35.959 35.951 35.951 35.94835.9516 0.01117 35.951 35.953 35.960 35.951 35.95035.953 0.0118 35.951 35.957 35.954 35.950 35.95235.9528 0.00719 35.952 35.961 35.955 35.950 35.95635.9548 0.01120 35.953 35.947 35.952 35.955 35.95335.952 0.00822 35.952 35.949 35.957 35.954 35.95623 35.951 35.953 35.954 35.953 35.96224 35.949 35.958 35.951 35.953 35.95125 35.953 35.950 35.952 35.956 35.948注意第 3 页,共 4 页---------------------------------------------------------------最新资料推荐------------------------------------------------------ 过程能力认证报告均值X 35.9542 极差R 0.01335.9536 0.008 35.9546 0.011 35.9524 0.009 35.9518 0.008过程能力充分第 4 页,共 4 页5/ 5。