proe模流分析及查看分析结果
Pro-e模流分析

新建mfg文件,调入模具参照模型,隐藏参照模型的基准层。
*1. 模型厚度分析1)菜单栏分析/厚度检查—弹出“模型分析对话框”/分别选择参照模型零件"_rep.prt"和基准面/确定—确认2)在“模型分析对话框”厚度选项中输入“最大”“最小”/计算/结果“是”,则说明不符合,超过了该值3)单击“模型分析”对话框中的“层切面”/选择检查起点和检查终点,检查方向的参照平面/输入层切面偏距,最大和最小/显示切层,其中红色为过厚,蓝色为过薄。
*2. 模型拔模检测1)分析/模具分析/类型列表中选择“拔模检测”/单击选取零件的箭头,选取参照模型为拔模检测零件/输入检测角度/计算(紫色达到要求拔模斜度,黄色则没有达到)/ 2)反向方向的检测3)单击“显示”以设置“比例类型”“色彩数目”*3. 模流分析1)装配参照模型/模型树中右击_rep.prt打开,进入零件模块2)应用程序/plastic advisor/选取一个基准点为浇口,可以“取消”不选,让系统给出3)选择任务栏“***.ref”按钮,进入参照模型“****.ref”模流分析界面4)选择点浇口/分析/弹出Analysis Wizard - Analysis Selection对话框,选择浇口分析“Gate location”复选框5)弹出材料选择“Anallysis Wizard -Select Material”对话框/选择指定材料/下一步6)接受默认材料性能和注射压力参数/完成结果:蓝色为最佳注射区域,红色为最差注射区域。
#7)以上第3)步后,分析/选择塑料流动分析plastic Filling复选框/完成结果:绿色区域最佳;黄色区域欠佳;红色较差;灰色不能填充。
#8)在模流分析软件结果类型列表中,选择填充时间分布“Fill Time”选项,结果:红色区域填充时间最短,蓝色区域填充时间最长。
#9)在模流分析软件结果类型列表中,选择压力分布“Injection Pressure”选项,显示出注射压力分布情况结果:红色注射压力最大,蓝色最小。
怎么看模流分析报告

怎么看模流分析报告1. 简介模流分析报告是为了帮助用户更好地理解和分析模型训练过程中的信息流动情况而生成的报告。
通过模流分析报告,用户可以了解模型中不同层的输入和输出,以及它们之间的关系和变化。
本文将介绍如何看模流分析报告,并提供一些实用的技巧和建议。
2. 报告结构模流分析报告通常包含以下几个部分:2.1 输入层输入层是模型接收数据的地方,通常包括原始数据、特征工程处理后的数据等。
在模流分析报告中,输入层会展示输入数据的维度、类型和分布情况,帮助用户了解模型接收的数据特征。
2.2 模型层模型层是指模型的各个层级,如卷积层、全连接层等。
在模流分析报告中,模型层会展示每个层的输入、输出和参数情况。
用户可以通过分析模型层的工作情况,了解模型的结构和参数设置是否合理。
2.3 目标层目标层是模型输出结果的地方,通常对应着用户希望预测或分类的结果。
在模流分析报告中,目标层会展示输出结果的分布情况、预测准确率等指标,帮助用户评估模型的性能和效果。
2.4 数据流动图数据流动图是模流分析报告的核心内容之一,它以图形的形式展示了模型中输入和输出数据的流动情况。
通过数据流动图,用户可以直观地了解数据在模型中的传递路径和变化情况,帮助用户发现潜在的问题和优化空间。
3. 如何看报告为了更好地理解和分析模流分析报告,以下是一些建议和技巧:3.1 关注数据分布在模流分析报告中,数据分布是一个重要的指标。
通过观察数据分布情况,用户可以了解输入数据的特征和模型对数据的处理效果。
如果数据分布存在明显的偏差或不均衡,可能需要对数据进行进一步的处理或调整模型参数。
3.2 分析模型层次模型层次展示了模型的结构和参数设置。
用户可以通过分析模型层次,了解每个层的工作原理和对数据的处理方式。
如果发现某个层次的输入输出存在问题,可能需要检查模型结构或参数设置是否合理。
3.3 观察数据流动图数据流动图是模流分析报告的核心内容,通过观察数据流动图,用户可以直观地了解数据在模型中的传递路径和变化情况。
Moldflow分析
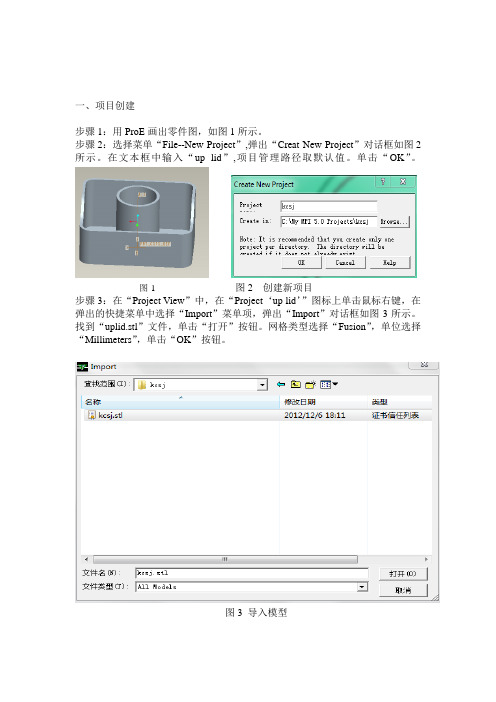
一、项目创建步骤1:用ProE画出零件图,如图1所示。
步骤2:选择菜单“File--New Project”,弹出“Creat New Project”对话框如图2所示。
在文本框中输入“up lid”,项目管理路径取默认值。
单击“OK”。
图-1图2 创建新项目步骤3:在“Project View”中,在“Project‘up lid’”图标上单击鼠标右键,在弹出的快捷菜单中选择“Import”菜单项,弹出“Import”对话框如图3所示。
找到“uplid.stl”文件,单击“打开”按钮。
网格类型选择“Fusion”,单位选择“Millimeters”,单击“OK”按钮。
图3 导入模型步骤4:选择菜单“Modeling--Move/Copy Entities”,如图4所示,选择“Rotate”,在主窗口区选择导入的STL模型,在“Axis”下拉列表框中选择“Y Axis”,在“Angle”中输入“180”,单击“Apply”按钮。
图4 移动实体二、划分网格及问题网格的修复步骤5:选择菜单“Mesh--Generate Mesh”,弹出“Generate Mesh”对话框如图5-a所示。
单击“Advanced”按钮,在文本框“Target edge length”中输入网格全局边长5mm。
图5-a步骤6:单击“Mesh Control”按钮,对话框如图5-b所示,确认如图设置。
单击“Generate Mesh”按钮。
图5-b步骤7:选择菜单“Mesh--Mesh Statistics”,弹出如图6所示的“网格统计结果”对话框。
图6 网格统计结果3 修改网格缺陷步骤8:对于纵横比大的单元,先选择“Mesh--Aspect Diagnostic”命令,弹出如图7-a所示对话框,在“Minimum”中输入15,单击“show”按钮。
采用“Display”方式显示诊断结果,系统将用不同颜色的引线显示纵横比大小超过15的三角形单元,如图7-b所示。
PRO-E如何分析模具重心

1、新建1个制造文件 步骤:下拉菜单文件 新建 文件-新建 文件 新建(进入新增对话框)-同时选中制造 模具型 制造和模具型 制造 腔、输入文件名称-确定 确定
2、装入模具装配
步骤:点击瀑式菜单Mold model Assemble>Gen Assem Mold model>Assemble Gen Assem进入打开对话框-选择已 做好的模具装配-打开 打开进入元件放置对话框-点击图标 在缺省位置装配元件-确定 打开 确定
1,点击
2,点击 3,
4、计算重心(以定模重心为例) 步骤:零件密度输完后,在模型分析对话框结果栏内会显示分析结果,包括重心 相对装配坐标系偏移距离,而在图形区内会显示带有1、2、3标识的坐标系,该 坐标位置就是所要分析的定模重心位置。
重心相对坐标偏移距离
5、模具起吊位置的设置
1
2,选中
3,右键菜单遮蔽 不需要的零件 4、遮蔽的零件 前面没有 号
4、分析重心(以分析定模重心为例)
步骤:按照第3步所述方法遮蔽动模所有零件、产品、过渡零件-点击下拉菜单分析 分析- 分析 模型分析(进入模型分析对话框)-选择组件质量属性 计算 质量属性-计算 模型分析 质量属性 计算-输入所分析的零件密 度都为1(注意:总装配中零件尽量全,把误差减小)
ห้องสมุดไป่ตู้
1
2
4
5 3
如在模具模块环境中设计模具,不 需上述1、2步骤
3、遮蔽不需要的零件
步骤:点击模型树按钮 进入模型树项目对话框-选中特征 确定 特征-确定 特征 确定(注意模型树中 零件名前增加了带方格的“+”)-在模型树中右键 右键点击零件名弹出对话框-点击遮蔽 遮蔽 右键 (会发现选中的零件不再显示,且模型树中零件名前的“+”也没有了)
proe高级模具制作,模流分析演示教程ptc内部资料

人员流动频繁对公司是一项重大的负担,如何有效管理,应是模具厂重要的目标之一
设计经验难以传承
如何将设计经验传承,并建立Know-How数据库,为RD部门重大的课题
Hale Waihona Puke 设计时间被迫缩短如何改善设计方法,提升能力以缩短设计时间?
沟通时间太多
由于图面有时标示不清,设计工程师需要经常应付现场人员的沟通需求
24 © 2008 PTC
加工解决方案 ② 三坐标测量Computer Aided Verification Option
Pro/CMM
Pro/Verify
25
© 2008 PTC
Pro/NC-MILL加工的操作流程
引 导 式 编 程 操 作 流 程
组立及试模
产 生 加 工 程 序 单
23
决定顶针位置
电极及线切割加工
产 生 码 路 径 编 辑 程 序 设 定 刀 具 选 择 机 台 选 择 GM
NC加工程序
制作浇道
( Pro/MFG) 制作水道 ( Pro/VERICUT) ( Pro/GPOST) ( Pro/PROCESS for MFG)
模流分析
Pro/TDO-Tooling Design
模具设计
EMX –Expert Moldbase eXtension
Pro/Manufacture
加工制造系统
Pro/Toolmaker
模座专家系统
管理
7
Pro/Intralink图文信息管理 ProjectLink项目协同管理 ProductVIew轻量图文检视工具
2
© 2008 PTC
模具厂的型态
ProE_模流分析教程9

【国立勤益技术学院CAE实验室】讲义《模流分析基础入门》谢庆雄博士编着@版权所有允许下载、复制、打印,但禁止贩售或用于商业用途/第八章问题排除塑料射出成形制程相当复杂,牵涉因素众多,当发现问题时,应该先确定制程的稳定性,确定瑕疵并非由于过度制程所引起的。
排除射出成形问题并没有固定的步骤,但是,至少针对有些因为操作特性所导致的瑕疵,可以建议有效的改善方法8-1包风包风(airtraps)是指熔胶波前将模穴内的空气包覆,它发生在熔胶波前从不同方向的汇流,或是空气无法从排气孔或镶埋件之缝隙逃逸的情况。
包风通常发生在最后充填的区域,假如这些区域的排气孔太小或者没有排气孔,就会造成包风,使塑件内部产生空洞或气泡、塑件短射或是表面瑕疵。
另外,塑件肉厚差异大时,熔胶倾向于往厚区流动而造成克流效应(race-trackingeffect),这也是造成包风的主要原因,如图8-1所示。
Melt图8-1熔胶波前从不同方向汇流,而造成包风要消除包风可以降低射出速度,以改变充填模式;或者改变排气孔位置、加大排气孔尺寸。
由于克流效应所造的包风可以藉由改变塑件肉厚此例或改变排气孔位置加以改善排气问题。
包风的改善方法说明如下:(1)变更塑件设计:缩减肉厚比例,可以减低熔胶的克流效。
(2)应变更模具设计:将排气孔设置在适当的位置就可以改善排气。
排气孔通常设在最后充饱的区域,例如模具与模具交接处、分模面、镶埋件与模壁之间、顶针及模具滑块的位置。
重新设计浇口和熔胶传送系统可以改变充填模式,使最后充填区域落在适当的排气孔位置。
止匕外,应确定有足够大的排气孔,足以让充填时的空气逃逸;但是也要小心排气孔不能太大而造成毛边。
建议的排气孔尺寸,结晶性塑料为0.025厘米(0.001英口寸),不定形塑料为0.038厘米(0.0015英口寸)。
(3)调整成形条件:高射出速度会导致喷射流,造成包风。
使用较低的射出速度可以让空气有充足的时间逃逸。
8-2黑斑、黑纹、脆化、烧痕、和掉色黑斑(blackspecks和黑纹(blackstreaky是在塑件表面呈现的暗色点或暗色条纹,如图8-2所示。
模流分析报告怎么做如何看懂模流分析报告(一)2024

模流分析报告怎么做如何看懂模流分析
报告(一)
引言概述:
在现代工业生产中,模流分析报告是对产品的模流分析结果进行总结和解读的重要文档。
它能够帮助我们了解产品的成型过程中可能出现的缺陷,并提供解决方案。
本文将介绍如何制作模流分析报告,并教你如何读懂其中的内容。
正文内容:
一、模流分析报告的制作
1.收集数据:收集模流分析的原始数据,包括模具设计图纸、模流分析软件的结果报告等。
2.解读数据:仔细分析模流分析软件生成的结果报告,理解其中所包含的信息。
3.整理数据:将数据进行整理和分类,以便更好地展示和解释模流分析的结果。
4.撰写报告:根据整理后的数据,编写模流分析报告的正文部分,包括问题描述、分析过程和结果等。
5.添加图表:在报告中添加必要的图表和图像,以便于读者更直观地理解模流分析结果。
二、如何读懂模流分析报告
1.了解问题描述:仔细阅读问题描述部分,了解产品模流分析的目的和主要问题。
2.分析过程:阅读分析过程部分,了解各个步骤的目的和方法,以及涉及到的参数和假设等。
3.结果解释:认真阅读结果解释部分,了解模流分析结果的含义和影响。
4.解决方案建议:注意阅读解决方案建议部分,了解提供的改进措施和优化建议。
5.关注结论:最后,重点关注结论部分,了解模流分析的总体评价和可能的改进方向。
总结:
通过本文的介绍,我们了解了模流分析报告的制作过程和如何读懂报告的内容。
只有掌握了制作和解读模流分析报告的方法,我们才能更好地分析和改进产品的成型过程,提高产品的质量。
模流分析作为现代工业生产中的重要工具,将在未来的发展中扮演越来越重要的角色。
如何去看模流分析报告
elements
计算精度高
直接在3D 数模上进行有限元网格划分。
抽取零件的表面做为模具的形芯形腔面,然后进行网格抽取零件的中性面,然后在划分方法
双面流
中性面
零件
自由边界
Moldflow网格质量检查报告单元匹配
网格大小对计算精度的影响
GM PPC Requirement Gate Type 定义浇口尺寸
流道系统
7
注射结束时的压力分布图
两端压力分布不均匀,不好的填充方式两端压力分布均匀,好的填充方式注意:
影响:
影响:
如果注射时剪切率超过材料的最大剪切率,可以使
注意:
零件内部的最大剪切应力不应该超过材料影响:
如果零件内部的最大剪切应力超过材料的许可值,
保压压力整个注塑过程的压力分布图
注射/保压切换压力值
影响:
保压时间影响:
最大锁模力不应该超过用于生产该零件的注塑机的最大锁模力。
影响:
最大锁模力如果超过用于生产该零件的注塑机的最大锁模力,可能在零件上产生飞边。
最大锁模力
19
制件收缩率的目标值应该是模具收缩率的3
影响:
如果制件收缩率大于模具收缩率的3倍,零件可能
会出现意想不到的翘曲。
需要进行专门的翘曲分析。
20
注意:影响:
如果缩印的深度大于0.1mm,在非皮纹面上将
形芯模温图
制件变形分析。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
模流分析及查看分析结果
一、进入界面
先打开要进行分析的注塑件(或者组件),进入模具顾问程序“plastic advisor”,选择需要分析的注塑件(如果打开的就是单个零件,可以直接点确定)进入分析界面
二、设置开模方向
右下角坐标系中Z轴为系统分析默认开模方向,该方向与注塑件实际开模方向需一致,不一致的话需要更改方向,上一步骤中的Z轴与很显然不是开模方向,顾需要旋转更改。
选择“Rotate”
然后点击零件,回出现一个框框:
输入旋转角度完成调整
三、分析模型,找出浇口最佳位置
单击分析向导
选择浇口位置
选择材料
然后选择下一步后完成,系统开始分析
点击关闭“close”,分析结果中蓝色部分是最佳浇口位置,红色为最差;
单击按钮
然后点击注塑件中蓝色位置,弹出对话框,选择是
弹出文件保存位置,系统回到注塑窗口
四、分析注塑结果
单击注塑向导
选择模流分析
注入材料
然后接受默认的材料,选择下一步,完成,系统开始分析。
分析结果如上,如果为绿灯就是没问题,黄则可能有问题,红色则表示一定有问题
五、查看分析结果
从选择框里选择需要查看的项目
plastic flew 塑流图
fill time 填充时间
injection pressure 注射压力
flow front temp波前温度
pressure drop 压降图
quality prediction 产品质量图
glass model 熔接纹
查看可以使用自动,也可以选择手动拖动,
其中熔接纹的查看方法与其他的不一样,选择后需要点击右侧的命令:。