手表装配工
实拍图解手表表壳及表带生产工艺流程

6 b. 油 壓 ﹕精 壓
為了使開料的胚件達成所需要的 形狀﹐需進行油壓加工﹐一般方 形殼需壓十几次﹐圓殼七至九次 左右﹐分粗壓、精壓生產﹐每壓 一次須進行清洗、回火。
清洗 :
因來料面部有雜質以及油污﹐ 需進行清洗。
回火﹕
為了使胚件恢復松軟狀態﹐增加料的 流動性﹐減少壓型次數﹐需進行回火。
7.掏料﹕
1.c 開料(啤 彎)﹕
因來胚為板料﹐需通過開料等工序 來將板料加工成油壓所需要的形 狀﹐有胚件需較大彎曲時要啤彎﹐ 耳仔較單薄的需增加開料工序。
2 . 漏批鋒 ﹕
因開料后有披鋒﹐需漏干淨面 部披鋒。
3 . 回火﹕
為了使胚件恢復松軟狀態﹐增加料的 流動性﹐減少壓型次數﹐需進行回火。
4 . 粗磨 ﹕ 因來料面部有批鋒和沙眼﹐需粗磨。
10. Q C
11. 裝 配(裝套帶)
12. 完 成
紅后放入模腔里面一定要放正,再進 行啤壓,每啤一次,模具要噴油, 保持啤 壓出來的胚不會有拉傷,延長模具壽 命),所啤出來的產品一定要對照圖紙, 并用各種基子檢查,因一次成型,壓力 大,模具易變肥,要特別留意,所啤出來 的產品變黑色,用藥水清洗,清除面部 黑色,變成白色.
(6) . 清洗 : 因熱軋啤出來,有油漬,需清洗干淨.
為了增加料在模腔里的流動性﹐減 少壓型次數及保護模具﹐使胚料易 飽滿﹐須啤掉多余的廢料。
8.磨披鋒﹕
由于模具間的間隙﹐使殼胚表面有披鋒﹐為了減少因披 鋒造成的的壓傷、起料﹐須進行磨披鋒這道工序﹐一般 在玻璃頂底時磨披鋒。
9 . 飛邊、沖孔﹕
因胚件油壓出來后﹐周邊有廢料及 尺寸不符合要求﹐飛邊、沖孔后便 尺寸符合清除周邊多余的廢料。
. 打巴管 ( 爐 , 烘干 ) .
手表的制造工艺是怎样的?

手表的制造工艺是怎样的?一般说来,生产出一块完美的腕表,需要许多复杂而精致的工艺。
本文将带你走进手表制作的过程,并计算其形成的背后,以及集成复杂细部的步骤。
一、锻造:锻造是首先需要采用的步骤,是开始手表制作的基石。
它需要利用力学和热能,将钢材复杂转变成不同的配件。
锻造工艺从分析材质、定义加工温度到设计工艺及建立详细程序,涉及多个技术门类,所以是全过程发展过程中非常重要的一步。
二、抛光:抛光是手表表壳及多种零件的重要环节,建立在钢材获得设宽和定位后,旨在保持腕表外壳与被刀片零件的有序美观,并增强其可视性。
一般而言,抛光涉及的步骤包括列线、抛光、拉丝和定型粒度处理等,它必须良好对待金属材质,同时保证高精度。
三、装配:装配是一个费时费力的程序,包括拆解、安装、检验等步骤。
在手表装配过程中,匠人要将机械机芯配件装配到腕表表壳中,并将各个齿轮、轴夹紧,确保机械机芯的细致和精准性,让腕表动起来。
四、检验:在手表组装完毕后,就要对其进行系统和严格的检测,保证手表的质量和精度。
检测的内容包括通常的审计能力,以及测量腕表精度,表壳外观、机械机芯功能等,这是提高腕表质量,满足市场需求的关键步骤。
五、售后:随着腕表出厂,一定要保证其售后服务质量,实行一定的质检标准,提高腕表质量和服务质量。
通常,一只手表出厂后,除了进行品质检查、包装、运输等之外,还需要安排专业服务队伍进行现场服务,来解决客户可能出现的问题。
只有实行严格售后管理,才能保证腕表的质量,使手表和对应服务质量达到精确的质量标准。
以上就是生产一块手表的一般工艺步骤,一个完美的腕表背后需要的步骤也是一样的,只不过随着不同品牌和技术水平的提高,腕表的精细程度也会不断提高,涉及的步骤也会越来越多,保证腕表精确性和美观性。
只有经过几十步的复杂加工,才能共同完成一只绝世精美的手表,这也是腕表界的一大奥义!。
手表表带是如何制造的?

手表表带是如何制造的?
手表是精致的计时工具,表盘和表带制作工艺极其复杂,本文将讲解手表表带在装配过程中所涉及的主要步骤,具体包括:
1. 材料选择
革表带是时尚、轻便的代表,具有柔软的质感,贴脸舒适,耐磨耐皮。
材料除了常见的牛皮、鱼皮,还有许多不同的表面处理,如特殊外观处理,彩色处理,还可以金属覆层处理等,不同处理使手表表带有更多的可能性。
2. 制作流程
裁剪初步加工,表带需要根据不同尺寸尺寸进行裁剪,即将表带朝向,保留一定的宽度和长度并将其进行圆弧磨制,慢慢将表带关节处勾肩,内外表面先以180G磨砂磨光圆角,再以600G磨砂抛光,细腻入手的触感。
3. 表带缝纫
表带缝纫是手表最关键的部分,不仅需要选用优质的皮料,更需要在表带缝纫上耗费大量心血。
抛光处理完成后,手表表带需要进行缝补和把扣,以牛皮表带为例,在表带上安装把扣需要将表带上底边双层熨平,再通过把扣拧入表带,并压着熨平,其粗糙抓地性能也是表带中不可或缺的一部分。
4. 装配检查
在完成缝纫和把扣安装后,表带需要进行检查,检查的内容包括表带的精度,规范程度,以及拉扣的数量,以确保最终产品的质量。
5. 表带保养
手表表带的长期使用会加速表带的磨损,可以使用专业的表带清洁护理,去除尘埃,保养表带柔软,减少损害,确保表带的持久性。
以上就是手表表带制作流程,专业而复杂的工艺使手表表带表现出更好的装配效果和精美外观。
正确的装配以及专业的保养,能保证表带的质量和长远使用,以实现与其有的奢华时尚机械表的完美结合。
手表金属表壳的制作工艺流程车钻锣雕
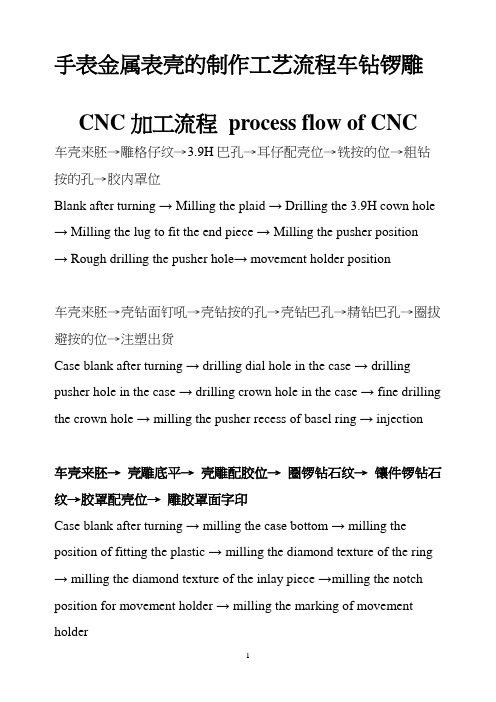
手表金属表壳的制作工艺流程车钻锣雕CNC加工流程process flow of CNC 车壳来胚→雕格仔纹→3.9H巴孔→耳仔配壳位→铣按的位→粗钻按的孔→胶内罩位Blank after turning → Milling the plaid → Drilling the 3.9H cown hole → Milling the lug to fit the end piece → Milling the pusher position→ Rough drilling the pusher hole→ movement holder position车壳来胚→壳钻面钉吼→壳钻按的孔→壳钻巴孔→精钻巴孔→圈拔避按的位→注塑出货Case blank after turning → drilling dial hole in the case → drilling pusher hole in the case → drilling crown hole in the case → fine drilling the crown hole → milling the pusher recess of basel ring → injection车壳来胚→壳雕底平→壳雕配胶位→圈锣钻石纹→镶件锣钻石纹→胶罩配壳位→雕胶罩面字印Case blank after turning → milling the case bottom → milling the position of fitting the plastic → milling the diamond texture of the ring → milling the diamond texture of the inlay piece →milling the notch position for movement holder → milling the marking of movement holder来胚→壳锣底平→底件配壳位→壳底件碰焊→胶罩配壳位→胶罩锣外形→胶罩铣面Blank after stamping → milling the case bottom → milling the position of the bottom part fitting the case → soldering the case back →milling the notch for movement holder → milling the shape of the plastic holder → milling the surface of the plastic holder来胚→壳锣底平→壳避位胶罩位→胶罩粗中孔→胶罩锣外形→铣胶罩配壳位→铣胶罩四角避位Blank after stamping → mi lling the case bottom → milling the notch for movement holder → drilling the middle hole of the plastic holder →milling the shape of the plastic holder → milling the plastic holder to fit the case → milling the four corner clearance of the plastic holder钻壳工艺流程Process Flow of Drilling Case来胚→烧焊→粗钻(2H、3H、4H)→钻耳孔→烧壳身件(分离)→钻牙孔→攻牙打批锋Q货→出货Blank after stamping →soldering → rough drilling (2H、3H、4H) →drilling lug hole → soldering case body piece → drilling screw threadhole → tapping thread , removing burrs , inspection → deliver to assembly车壳来货→粗钻(2H、3H、4H)→拔位/钻准(2H、3H、4H)→钻耳孔→钻牙孔/攻牙→锣12H米位→打批锋、Q货→出货Case blank after turning →rough drilling (2H、3H、4H) → crown recess /drilling (2H、3H、4H) → drill ing lug hole → drilling screw thread hole/tapping thread → milling notch at 12H → removing burrs, inspection → deliver to assembly来胚→ Q胚确认→粗钻3H→粗磨打油→烧焊过炉→拔位/ 3H →钻耳孔配带→打批锋、Q货→出货Blank after stamping→Checking blank →rough drilling (3H) →rough polishing →soldering bracelet →crown recess(3H) → drilling lug hole for matching bracelet → removing burrs, inspection →deliver to assembly来胚→粗钻(2H、3H、4H、)→粗钻(8H、 9H、 10H)→钻耳孔→钻牙孔→精钻(2H、 3H、 4H 、8H、 9H、 10H)→攻牙→打批锋、Q货→出货Blank after stamping →rough drilling (2H、3H、4H) →rough drilling (8H、 9H、 10H)→dril ling lug hole → drilling screw thread hole →fine drilling(2H、 3H、 4H 、8H、 9H、 10H)→tapping thread →removing burrs, inspection → deliver to assemblyCNC来货→精钻3H→钻耳孔配带→锣腰线→钻石位Blank after CNC →fine drilling stem hole(3H)→drilling lug hole for fitting bracelet →milling the case side→drilling holes for stones车壳来货→粗钻(2H 3H 4H)→拔位/钻准(2H 3H 4H)→钻耳孔配带→钻耳面钢压钉孔→打批锋Q出货→出货Case blank after turning →rough drilling (2H、 3H、 4H)→crown recess /drilling (2H、3H、4H) →drilling lug hole for fitting bracelet →drilling lug face, hole for decoration pin →removing burrs, inspection →deliver to assembly车壳工序流程Process flow of turning the case来胚→粗丝吼→粗面子口、外元面平→精车丝孔→精车面胶圈坑面平外圆→烧壳耳罩→精车牙位、胶圈坑、底平→精车面子口→车牙case blank → rough turning case inside dimension → turning the dial opening ,turning the top surface → fine turning case inside dimension → fine turning top surface outside circumference → soldering the case lug → fine turning thread area, o-ring groove, turning bottom surface →fine turning dial opening → turning thread来胚→开粗丝孔→开粗中孔→精车丝孔、胶圈坑、牙位、藏底位→开粗底圈→精车底圈→车牙→精车玻璃位面坑弹分线坑平台位case blank→ rough turning case inside dimension → rough turning the dial opening → fine turning case inside dimension, o-ring groove, thread area, hidden back area → rough turning bottom surface → fine turning bottom surface → turning thread → fine turning crystal seat, turning groove for top ring.来胚→开粗丝孔→开粗中孔→精车丝孔、胶圈坑、藏底位、牙位、底平开粗藏圈位→精车面子口、胶圈位→精车藏圈位、面平位→车牙case blank→rough turning case inside dimension →rough turning the dial opening →fine turning case inside dimension, o-ring groove, hidden back area, thread area, rough turning the bottom surface → fine turning dial opening , o-ring area → fine turning hidden ring area, turning the top surface → turning thread来胚→开粗底子口、底平→开粗中孔→精车藏底位、子口、底平→开粗配壳位→开粗藏圈→精车配壳位→精车藏圈位倒角位case blank → rough turning caseback opening, bottom surface →rough turning dial opening → fine turning surface for hiding caseback ,bottom surface → turning position for fitting case → turning hidden ring position → fine turning position for fitting case → fine turning hidden ring area, chamfer area来胚→开粗丝孔、中孔→精车丝孔、胶圈坑、藏底位→开粗耳底→精车耳底、牙位→开粗面坑→精车玻璃位、面子口、面坑、平台→车牙case blank → rough turning case inside dimension and dial opening →fine turning case inside dimension, o-ring groove, hidden back area →rough turning case lug back→ fine turning case lug back, thread area →rough turning dial groove → fine turning crystal seat, dial opening , platform → turning thread来胚→开粗丝孔、中孔→精车丝孔、胶圈坑、牙位、藏底位、底平开粗耳底→精车耳底→精车耳面→车牙→精车玻璃、面坑、弹弓线坑case blank→ rough turning case inside dimension and dial opening →fine turning case inside dimension, o-ring groove, thread area , hidden back area, rough turning the bottom surface → fine turning case lug back→ fine turning surface of case lug → turning thread → fine turning crystal seat, turning groove for top ring.来胚→开粗孔、底平→开粗中孔→精车丝孔→开粗配圈位、精车底子口、胶圈坑、藏底位→精车面子口→精车藏圈位、胶圈位→勾坑case blank→rough turning case inside dimension,bottom surface→rough turning dial opening → fine turning case inside dimension→turning area for fitting the ring, fine turning caseback opening, o-ring groove, hidden back area → fine turning dial opening →fine turning hidden ring area, 0-ring area→ dig grooveInlay来胚→开粗→精雕→雕生耳槽→试配Blank → Cutting material → Fine milling → milling the groove of Spring bar →assembling checkingBangle来胚→碰焊→锣配壳斜位→锣配带粒→冲孔→试装配带粒Blank → sport we lding → Milling beveled area of case → Milling area for bracelet → Punching → assembling checkingBangle来胚→锣水口→钻孔→锣配壳R位→雕生耳槽→试配胶镶件Blank → Milling the burrs → Drilling → Milling radius area of case → milling t he groove of Spring bar → assembling checking with plastic inlayBangle来胚→锣水口→锣配壳R位→雕生耳槽→试装配壳效果Blank → Milling the burrs → Milling radius area of case → milling the groove of Spring bar →assembling checking with the caseBangle来胚锣水口→锣配壳位→锣制位→雕生身槽→试装配Blank →Milling the burrs → Milling area for case fitting →Milling area for pusher → milling the groove of Spring bar → assembling checking锣雕工艺流程Process flow for Millingprocess flow of bangle上下厄焊件磨光电解→碰焊(厄条焊件焊接)→整形、粗磨→钻石位孔→6H、12H厄条配壳焊接→上下厄条雕较位、锣撬刀位→钻床(钻较位扣位孔)→制扣碰焊钻孔磨光→配套入磨光精磨出货Top bangle and bottom bangle welding, electrolysis polishing → sport welding(we lding bangle) → refinding,rough polishing → Drilling hole for stones → Welding case and bangle at 6H/12H together → refinding hinge and milling notch position for case back opening → Drillpress(drilling hinge and buck le hole) → Welding,drilling and polish ing buckle → Fine polishing and pass to assembling Departmentprocess flow of bangle下厄来胚→粗磨→锣较位R→钻孔→上厄A、B来胚→粗磨→钻石位孔→钻壳孔、攻牙→碰焊过炉→配套出货Bottom bangle blank → Rough polishing → Milling rad ius area for hinge → Drilling → A and B top bangle blank→ Rou gh polishing → Drilling hole for stones → Drilling stem and tapping thread → sport welding and pass through the furnace → pass to assembling Department裝配工序流程Assembling process flow打巴管Assembling the crown tube打按的Assembling the pusher打玻璃試水Assembling crystal and water resistant test打圈口Assembling the top-ring粘鋁圈glue the aluminium top-ring裝帶QC出貨Assembling bracelet ,QC and send to assembly 裝內影圈Assembling the concave ring裝帶制Assembling bracelet with buckle厄條裝制Assembling bangle with buckle厄條裝膠Assembling plastic into the bangle殼裝厄條Assembling case with bangle。
装配工的工作内容及职责
装配工的工作内容及职责
装配工是制造业中的一种职业,他们的主要工作是负责将零部件组装到产品中。
具体工作内容和职责包括以下几个方面:
1. 准备工作:装配工需要根据工艺要求准备好所需物料和工具,包括螺丝、钳子、扳手等,并对装配工作现场进行检查和安排。
2. 了解工艺流程:装配工需要熟悉通用的装配流程以及特定产品的装配工艺要求,理解和掌握相应的技术、规范和产品标准。
3. 组装产品:装配工需要按照工艺流程将零部件和组件组装成最终的产品。
根据产品不同的要求,可能需要精确地拧紧螺丝、安装电线、安装电子元件等等。
4. 检查产品:装配完成后需要对产品进行检查,检测其外观、尺寸、性能等是否符合标准要求。
在发现问题时,装配工需要及时处理并向上级反映。
5. 记录工作情况:装配工要把每个工艺步骤的实施记录清楚,包括装配过程中出现的问题、修正措施及结果,以便于日后追溯和分析。
总的来说,装配工的职责就是按照工艺要求精确地将各类零部件组装成产品,并在工作过程中全面细致地记录工作情况,确保产品达到质量标准和交货时间。
手表的工艺流程

手表的工艺流程手表是一种精密的机械装置,它不仅仅是一种时间测量工具,更是一种艺术品和奢侈品。
手表的制作工艺非常复杂,需要经过多道工序才能完成。
下面我们就来详细介绍一下手表的工艺流程。
1. 设计。
手表的制作首先需要进行设计。
设计师会根据品牌的风格和定位,结合市场需求和流行趋势,设计出手表的外观和结构。
设计师需要考虑到手表的功能、材质、尺寸、颜色等方面,力求使手表既具有实用功能,又具有美观的外观。
2. 材料选择。
手表的制作需要用到各种不同的材料,包括金属、陶瓷、玻璃、皮革等。
在选择材料时,制表师需要考虑到材料的质量、耐磨性、耐腐蚀性等特性,以及材料的成本和加工难度。
不同的手表品牌和款式会选择不同的材料,以体现出不同的品牌形象和产品定位。
3. 零部件制作。
手表的制作需要大量的零部件,包括机芯、表壳、表盘、指针、表带等。
这些零部件需要经过精密的加工和装配,才能组装成完整的手表。
机芯是手表的核心部件,需要经过精密的加工和调试,保证手表的准确度和稳定性。
4. 加工和装配。
手表的零部件需要经过多道加工工序,包括铣削、打磨、抛光、喷砂等,才能达到精密的要求。
然后将各个零部件进行装配,组装成完整的手表。
在装配过程中,需要严格控制每个零部件的尺寸和装配位置,以确保手表的外观和功能完美无缺。
5. 调试和检测。
装配完成的手表需要进行调试和检测。
制表师会对手表的机芯进行调试,确保其运行准确无误。
同时还需要对手表的外观和功能进行全面检测,包括防水性能、耐磨性能、抗冲击性能等。
只有通过了严格的检测,手表才能出厂销售。
6. 包装和配饰。
手表制作完成后,还需要进行包装和配饰。
手表的包装需要体现出品牌的高端形象和产品的精美质感,同时还需要保护手表不受损坏。
配饰包括手表盒、说明书、保修卡等,这些配饰也需要体现出品牌的品质和服务。
总结。
手表的制作工艺非常复杂,需要经过多道工序才能完成。
制表师需要具备精湛的技术和丰富的经验,才能制作出高品质的手表。
工艺流程梳理
工艺流程梳理工艺流程是指将原始材料经过一系列的加工和处理步骤,最终得到成品的过程。
不同的产品拥有不同的工艺流程,但总体上可以分为原料准备、加工处理、组装和包装等几个主要阶段。
下面将以制造一款手表为例,来梳理一下手表的工艺流程。
一、原料准备手表的主要原料包括表壳、表盘、指针、表带、机芯等。
在制造手表之前,首先需要准备好这些原料。
通常,表壳和表盘是由不同的材料制成,如不锈钢、钛合金、陶瓷等。
指针可以使用金属或者荧光材料制作,表带可以使用皮革、金属或者尼龙等材料。
机芯是手表的核心部分,它由各种齿轮、发条、游丝等组成,通常由精密机械加工而成。
二、加工处理在原料准备好之后,需要对其进行加工处理。
首先,对表壳和表盘进行切割和打磨,使其达到所需的尺寸和形状。
然后,对指针进行弯曲和刻度处理,以便能够准确地显示时间。
接下来,对表带进行剪裁和打孔,使其适应手腕的大小。
最后,对机芯进行组装和调校,确保其能够准确地运行和计时。
三、组装在加工处理完成之后,需要将各个部件进行组装。
首先,将机芯安装到表壳中,确保其稳固和平衡。
然后,将表盘、指针和表带等部件固定在表壳上,形成完整的手表。
在组装的过程中,需要注意各个部件之间的配合和精确度,以确保手表的正常运行和使用。
四、包装当手表组装完成后,需要对其进行包装。
包装不仅可以起到保护手表的作用,还可以提升手表的价值和美感。
通常,手表会使用精美的包装盒,并附带说明书和保修卡等配件。
在包装过程中,需要对手表进行检查和清洁,以确保其无任何瑕疵和污渍。
通过以上的工艺流程,一款手表从原料准备到最终包装出厂,经历了多个环节的加工和处理。
每个环节都需要严格控制质量和工艺,以确保手表的性能和外观符合要求。
同时,工艺流程的完善和优化也可以提高手表的生产效率和降低成本,从而更好地满足市场需求。
手表装配生产标准工艺

手表装配生产标准工艺手表装配生产标准工艺可以分为以下几个步骤:1. 准备工具和材料:确保装配线上的工人配备适当的工具,如镊子、螺丝刀、锤子等。
同时,确保原材料和零部件的质量和准确性。
2. 零件清洗:在装配前对零部件进行清洗,以确保零件表面的污垢和油脂不会影响装配质量和手表的正常运行。
3. 检验和分类:对清洗后的零部件进行检查,确保其尺寸、形状和表面质量符合要求。
对于不合格的零部件,应将其分类并隔离,以防止其进入下一道工序。
4. 装配主板:将主板与电子元器件、晶体管、电阻等进行组装。
这一步骤需要高度的技能和耐心,以确保所有元件正确连接且线路清晰。
5. 装配表壳:将表壳与表带、表扣、按钮等进行组装。
在此过程中,要注意保持手表外观的整洁和美观。
6. 装配表玻璃:将表玻璃与表壳进行组装,确保表玻璃牢固可靠,不易破碎。
7. 装配防水结构:根据手表的防水等级,装配相应的防水结构,如防水圈、密封垫等。
8. 调试和测试:对装配好的手表进行调试,确保手表走时准确、功能正常。
同时,进行防水测试、撞击测试等,确保手表在各种环境下都能正常使用。
9. 清洁和抛光:对完成调试的手表进行清洁和抛光,使其外观光亮如新。
10. 品质检查:对完成装配的手表进行全面检查,包括外观、功能、走时准确性等。
对于不合格的产品,应将其隔离并找出原因,进行整改。
11. 包装:将合格的手表进行包装,确保包装盒内附配件齐全,如说明书、保修卡、吊牌等。
12. 出厂检验:在手表交付消费者前,进行最后一道检验,确保产品质量符合国家标准。
以上是手表装配生产标准工艺的简要概述。
实际生产过程中,还需根据手表的品牌、型号和功能进行相应调整。
同时,注重生产过程中的质量控制,确保每一款手表都能满足消费者的需求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
手表装配工
一、申报条件:
1、具备下列条件之一的,可申请报考初级工:
(1)在本职业(工种)连续工作二年以上或累计工作四年以上的;
(2)经过初级工培训结业。
2、具备下列条件之一的,可申请报考中级工:
(1)取得本职业(工种)的初级工等级证书满三年;
(2)取得本职业(工种)的初级工等级证书并经过中级工培训结业;
(3)连续从事本职业工作7年以上。
(4)高等院校、中等专业学校毕业并从事与所学专业相应的职业(工种)工作。
3、具备下列条件之一的,可申请报考高级工:
(1)取得本职业(工种)的中级工等级证书满四年;
(2)取得本职业(工种)的中级工等级证书并经过高级工培训结业;
(3)高等院校毕业并取得本职业(工种)的中级工等级证书。
二、考核大纲
(一)基本要求
1.1.职业道德
1.1.1.职业道德基本知识
1.1.
2.职业守则
(1)遵纪守法,敬业爱岗;文明礼貌,遵守行业规定,不弄虚作假。
(2)工作认真负责,自觉履行职责。
(3)刻苦学习,勤奋钻研,不断提高自身素质。
(4)谦虚谨慎,团结协作,主动配合。
(5)遵守操作规程,爱护仪器设备。
1.2.基础知识
1.2.1.机械传动基础
(1)机械传动原理。
(2)各种传动部件。
1.2.2.电磁基础知识
(1)电的基本知识。
(2)电路基本知识。
(3)磁的基础知识。
(4)电与磁的转换知识。
(5)半导体元件知识。
(6)脉冲数字电路知识。
(7)常用电磁测试仪器知识。
1.2.3.钟表基础知识
(1)机械钟表的工作原理与结构。
(2)石英钟表的工作原理与结构。
1.2.4.相关法律、法规知识
(1)消费者权益保护法的相关知识。
(2)劳动法的相关知识。
(3)环保知识。
(二)各级别要求
本规范对初级、中级、高级技能要求依次递进,高级别包括低级别的要求。
手表装配工初级
参考书:
1、《手表维修技术问答》
科学技术文献出版社吴明清
2、《电子钟表维修》
中国劳动出版社劳动部培训司组织编写3、《机械钟表修理》
中国劳动出版社劳动部培训司组织编写4、《手表维修实用技术》河北科学技术出版社
刘丽娟、陈曼璘
5、《数字电子技术基础》
西北工业大学出版社张裕民6、《模拟电子技术基础》
西北工业大学出版社张裕民
7、《机械基础》
北京航空航天大学出版社于维民8、《中国轻工业标准汇编钟表卷》
中国标准出版社中国轻工业
手表装配工中级
参考书:
1、《手表维修技术问答》科学技术文献出版社吴明清
2、《电子钟表维修》中国劳动出版社劳动部培训司组织编写
3、《机械钟表修理》中国劳动出版社劳动部培训司组织编写
4、《手表维修实用技术》河北科学技术出版社刘丽娟、陈曼璘
5、《数字电子技术基础》西北工业大学出版社张裕民
6、《模拟电子技术基础》西北工业大学出版社张裕民
7、《机械基础》北京航空航天大学出版社于维民
8、《中国轻工业标准汇编钟表卷》中国标准出版社中国轻工业
9、《机械钟表工作原理与结构》郑维白主编深圳市钟表行业协会、
深圳市钟表研究开发服务中心内部资料
手表装配工高级
参考书:
1、《手表维修技术问答》科学技术文献出版社吴明清
2、《电子钟表维修》中国劳动出版社劳动部培训司组织编写
3、《机械钟表修理》中国劳动出版社劳动部培训司组织编写
4、《手表维修实用技术》河北科学技术出版社刘丽娟、陈曼璘
5、《数字电子技术基础》西北工业大学出版社张裕民
6、《模拟电子技术基础》西北工业大学出版社张裕民
7、《机械基础》北京航空航天大学出版社于维民
8、《中国轻工业标准汇编钟表卷》中国标准出版社中国轻工业
9、《机械钟表工作原理与结构》郑维白主编深圳市钟表行业协会、
深圳市钟表研究开发服务中心内部资料
鉴定比重表
理论知识
技能操作。