焊接接口组对质量检查记录表
钢结构加工焊接焊缝外观质量检查记录

钢结构加工焊接焊缝外观质量检查记录工程名称: 检查日期缺陷类型未焊满 根部收缩 咬边弧坑裂纹结果允许偏差(mm)二级 三级 二级三级二级三级 二级 三级≤0.2+0.02t ≤1.0≤0.2+0.04t ≤1.0≤0.2+0.02t ≤1.0 ≤0.2+0.04t ≤1.0≤0.05t 、≤0.5连续长度《100 ≤0.1t 、≤1.0允许存在个别长度≤0.2的弧坑裂纹每100.0焊缝内缺陷总长≤25.0长度不限焊缝两侧咬边总长≤10%焊缝全长长度不限检查构件 焊缝 检查情况构件名称 编号 数量 类型 条数 钢柱 GZ1 25 0.3 0.6 0.3 0.6 √ 0.5 √ 合格1、每条检查一处,总抽查数不小于10处。
2、焊缝感观质量,每批同类构件抽查10%,且不小于3处,被抽查件中每件焊缝按数量各抽查5%,总抽查处不少于5处。
3、二级焊缝咬边深度≤0.5,但不得超过焊缝长度≤100%。
焊工: 质检员:钢结构零件及部件加工(矫正和成型)质量检查记录工程名称:达州化工产业区公路物流港6#标准仓库钢结构工程施工单位:四川恒沣建设有限公司检查日期:检查内容7.3.1条钢材矫正后的允许偏差(㎜)表面质量冷矫正加工环境温度碳素钢和低合钢热矫正时加热温度钢板的局部平面度(△)型钢弯曲矢高角钢的垂直度槽钢翼缘对腹板的垂直度工字钢、H型钢翼缘对腹板的垂直度不能有明显的凹面和损伤及划痕碳素钢低合金结构钢t≤14t>14允许偏差(㎜)不低于不应超过900℃1.5 1.0l∕100,≯5.0b∕100,双肢栓接不得大于90°b∕80b∕100,≯2.0划痕深度≯0.5且≯负偏差的1∕2﹣16℃﹣12℃构件号零部件抽查件检查情况(㎜)规格数量编号数量GZ2a 8 3 1.2 2.0 0.1注:1、冷矫正的加工温度全数检查制作工艺报告和施工记录; 2、钢材矫正后允许偏差,按矫正件抽查10%,不少于3件;3、t-为加工件厚度,l-为构件长度,M-为1米长度范围,b-为型钢肢宽;4、7.3.1条为主控项目。
钢结构制作(安装)焊接工程检验批质量验收记录表(模板)

钢结构制作(安装)焊接工程检验批质量验收记录表GB50205—2001010901□□□说明010901(Ⅰ)(主控) 020401 主控项目:1.检查数量:全数检查。
检验方法:检查产品的质量合格证明文件,中文标志及检验报告.2。
全数检查。
检查复验报告。
3。
全数检查。
检查质量证明书和烘焙记录和材料用量证明。
4.全数检查。
检查焊工合格证及其认可范围,有效期。
5.全数检查。
检查焊接工艺评定报告。
6.全数检查.检查超声波或射线探伤记录。
7.资料全数检查;同类焊缝抽查10%,且不应少于3条。
观察检查,用焊缝量规抽查测量.见图5。
2.5。
8。
每批同类构件抽查10%,且不应少于3件;被抽查构件中,每一类型焊缝按条数抽查5%且不应少于1条,每条检查1处,总抽查数不应少于10处.观察检查或使用放大镜、焊缝量规和钢尺检查,当存在疑义时,采用渗透或磁粉探伤检查.钢结构制作(安装)焊接工程检验批质量验收记录表GB50205—2001010901□□说明010901(Ⅰ)(一般) 020401 一般项目:1。
按量抽查1%,且不应少于10包.观察检查。
2。
全数检查。
检查预、后热施工记录和工艺试验报告。
3。
检查数量同主控项目第8条。
观察检查或使用放大镜、焊缝量规和钢尺检查。
见附录A。
0.1表。
4。
检查数量同主控项目第8条.用焊缝量规检查。
注:B指焊缝宽度h f>8.0mm的角焊缝其局部焊脚尺寸允许低于设计要求值1.0mm,但总长度不得超过焊缝长度10%;焊接H形梁腹板与翼缘板的焊缝两端在其两翼缘板宽度范围内,焊缝的焊脚尺寸不得低于设计值。
见附录A。
0。
1-2表.5.检查数量:每批同类构件抽查10%,且不应少于3件,观察检查。
6。
检查数量:每批同类构件抽查10%,且不应少于3件,被抽查构件中,每件焊缝按数量各抽查5%,总抽查处不应少于5处.观察检查.注:t为连接处较薄的板厚。
钢结构焊钉(栓钉)焊接工程检验批质量验收记录
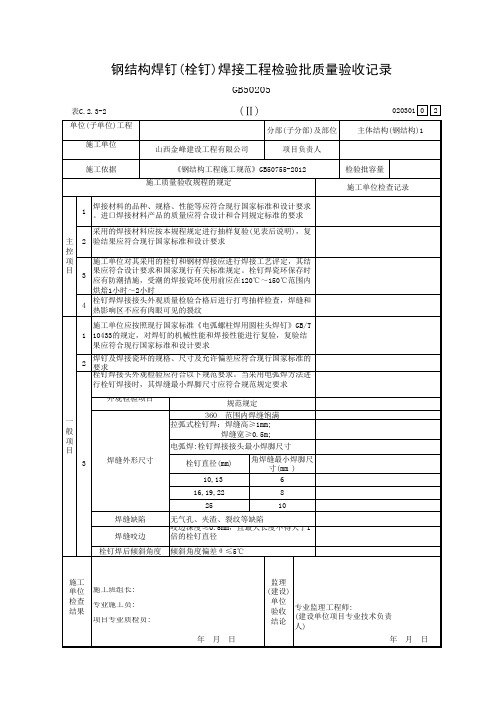
一 般 项 目
施工 单位 施工班组长: 检查 专业施工员: 结果 项目专业质检员: 年 月 日
监理 (建设) 单位 专业监理工程师: 验收 (建设单位项目专业技术负责 结论 人) 年 月 日
施工单位检查记录
1
焊接材料的品种、规格、性能等应符合现行国家标准和设计要求 。进口焊接材料产品的质量应符合设计和合同规定标准的要求
主 控 项 目
采用的焊接材料应按本规程规定进行抽样复验(见表后说明),复 2 验结果应符合现行国家标准和设计要求 施工单位对其采用的栓钉和钢材焊接应进行焊接工艺评定,其结 3 果应符合设计要求和国家现行有关标准规定。栓钉焊瓷环保存时 应有防潮措施,受潮的焊接瓷环使用前应在120℃~150℃范围内 烘焙1小时~2小时 栓钉焊焊接接头外观质量检验合格后进行打弯抽样检查,焊缝和 4 热影响区不应有肉眼可见的裂纹 施工单位应按照现行国家标准《电弧螺柱焊用圆柱头焊钉》GB/T 1 10433的规定,对焊钉的机械性能和焊接性能进行复验,复验结 果应符合现行国家标准和设计要求 2 焊钉及焊接瓷环的规格、尺寸及允许偏差应符合现行国家标准的 要求 栓钉焊接头外观检验应符合以下规范要求。当采用电弧焊方法进 行栓钉焊接时,其焊缝最小焊脚尺寸应符合规范规定要求 外观检验项目 规范规定 360范围内焊缝饱满 拉弧式栓钉焊:焊缝高≥1mm; 焊缝宽≥0.5m; 电弧焊:栓钉焊接接头最小焊脚尺寸 3 焊缝外形尺寸 栓钉直径(mm) 10,13 16,19,22 25 焊缝缺陷 焊缝咬边 栓钉焊后倾斜角度 无气孔、夹渣、裂纹等缺陷 咬边深度≤0.5mm,且最大长度不得大于1 倍的栓钉直径 倾斜角度偏差θ ≤5℃ 角焊缝最小焊脚尺 寸(mm ) 6 8 10
钢结构焊钉(栓钉)焊接工程检验批质量验收记录
管道焊口组对及焊缝外观检查记录表
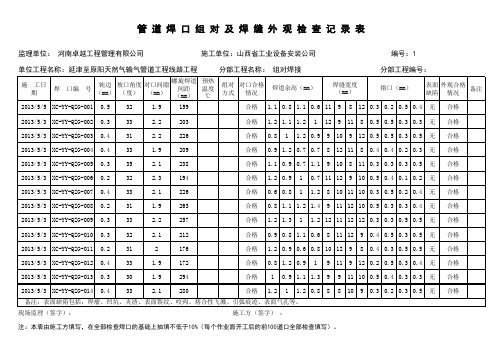
管 道 焊 口 组 对 及 焊 缝 外 观 检 查 记 录 表监理单位: 河南卓越工程管理有限公司 施工单位:山西省工业设备安装公司 编号:1单位工程名称:延津至原阳天然气输气管道工程线路工程 分部工程名称: 组对焊接 分部工程编号:现场监理(签字): 施工方(签字) :注:本表由施工方填写,在全部检查焊口的基础上抽填不低于10%(每个作业面开工后的前100道口全部检查填写)。
管 道 焊 口 组 对 及 焊 缝 外 观 检 查 记 录 表监理单位: 河南卓越工程管理有限公司 施工单位:山西省工业设备安装公司 编号:2单位工程名称:延津至原阳天然气输气管道工程线路工程 分部工程名称: 组对焊接 分部工程编号:现场监理(签字): 施工方(签字) :注:本表由施工方填写,在全部检查焊口的基础上抽填不低于10%(每个作业面开工后的前100道口全部检查填写)。
监理单位: 河南卓越工程管理有限公司 施工单位:山西省工业设备安装公司 编号:3单位工程名称:延津至原阳天然气输气管道工程线路工程 分部工程名称: 组对焊接 分部工程编号:现场监理(签字): 施工方(签字) :注:本表由施工方填写,在全部检查焊口的基础上抽填不低于10%(每个作业面开工后的前100道口全部检查填写)。
监理单位: 河南卓越工程管理有限公司 施工单位:山西省工业设备安装公司 编号:4单位工程名称:延津至原阳天然气输气管道工程线路工程 分部工程名称: 组对焊接 分部工程编号:现场监理(签字): 施工方(签字) :注:本表由施工方填写,在全部检查焊口的基础上抽填不低于10%(每个作业面开工后的前100道口全部检查填写)。
监理单位: 河南卓越工程管理有限公司 施工单位:山西省工业设备安装公司 编号:5单位工程名称:延津至原阳天然气输气管道工程线路工程 分部工程名称: 组对焊接 分部工程编号:现场监理(签字): 施工方(签字) :注:本表由施工方填写,在全部检查焊口的基础上抽填不低于10%(每个作业面开工后的前100道口全部检查填写)。
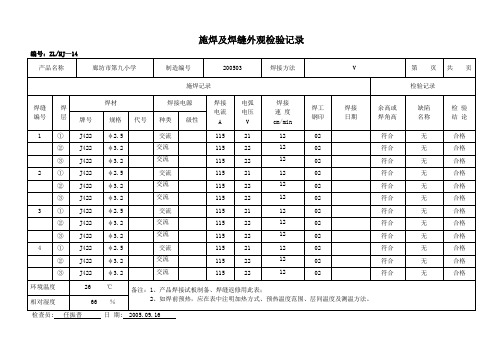
焊缝质量检查记录施焊及焊缝外观检验记录
第 页
共 页
施焊记录
检验记录
焊缝编号
焊 层
焊材
焊接电源
焊接
电流
A
电弧
电压
V
焊接
速 度
cm/min
焊工
钢印
焊接
日期
余高或
焊角高
缺陷
名称
检验
结 论
牌号
规格
代号
种类
级性
25
①
J422
φ2.5
交流
115
21
12
02
符合
无
合格
②
J422
φ3.2
交流
115
22
12
02
符合
无
合格
③
J422
φ3.2
交流
115
22
速 度
cm/min
焊工
钢印
焊接
日期
余高或
焊角高
缺陷
名称
检验
结 论
牌号
规格
代号
种类
级性
5
①
J422
φ2.5
交流
115
21
12
02
符合
无
合格
②
J422
φ3.2
交流
115
22
12
02
符合
无
合格
③
J422
φ3.2
交流
115
22
12
02
符合
无
合格
6
①
J422
φ2.5
交流
115
21
12
02
符合
无
管道焊接检查记录
管道焊接检查记录日期:XXXX年XX月XX日检查人员:XXX1.检查目的及背景为了确保管道焊接质量符合相关标准和规定,提高管道系统的可靠性和安全性,特进行本次管道焊接检查。
2.检查范围本次检查涉及的管道焊接工作包括但不限于:-焊缝准备工作-焊材的选择和使用-焊接工艺的操作和控制-焊接设备的使用和维护-焊缝外观质量-焊缝内部质量检测3.检查过程和方法根据焊接工艺规范和标准,以及现场的实际情况,本次检查采用以下方法进行:-视觉检查:通过肉眼观察焊缝的外观质量,如焊缝的形状、长宽比、焊缝内的夹渣、焊缝与母材的结合等。
-热处理检查:检查焊缝附近的热处理标记和跟踪记录,确保热处理工艺符合要求。
-焊缝内部质量检测:采用无损检测方法,如射线检测、超声波检测等,检查焊缝内部的缺陷情况。
4.检查结果经过检查,以下为本次管道焊接工作的主要结果:4.1焊接工艺的操作和控制-工艺参数设定合理,符合焊接工艺规范的要求。
-焊机运行正常,接地良好,电源稳定。
4.2焊缝外观质量-焊缝的外观质量整体良好,焊缝形状规整,焊缝与母材接头处无明显裂纹和凹陷。
-焊丝铺设均匀,无明显的透明气孔、夹渣等缺陷。
4.3焊缝内部质量检测-采用射线检测和超声波检测方法进行焊缝内部质量检测,未发现明显的裂纹、夹渣和其它缺陷。
-焊缝与母材的结合紧密,无明显的界面间隙。
5.检查结论根据以上检查结果,本次管道焊接工作质量良好,符合相关标准和规定要求。
各项工艺参数和设备运行状况都在正常范围内,符合设计要求。
焊缝外观质量良好,无明显缺陷。
焊缝内部质量无明显缺陷。
但仍需注意焊缝质量的持续监控,防止后续的变形和开裂等问题。
6.检查意见和建议根据检查过程,我们提出以下意见和建议:-维护和保养焊接设备,确保其正常运行。
-加强对焊材的监控和质量控制。
-检查焊缝后进行验收,并保持相关检查记录。
-加强对焊缝后处理的控制和监督。
以上为本次管道焊接检查记录,供参考和提供改进的依据。
接口工程检查记录表(检验批)

沪昆客专(湖南段)
桥墩桩基础综合接地检查记录表
桥墩承台综合接地检查记录表
桥墩综合预留接口检查记录表
梁体综合接地接口检查记录表
沪昆客专(湖南段)
梁体接触网支柱(下锚拉线)基础接口检查记录表
沪昆客专(湖南段)
梁体预埋件接口检查记录表
沪昆客专(湖南段)
梁体桥面系接口预留检查记录表
隧道综合预留(含综合洞室)接口检查记录表
隧道接触网槽道预留接口检查记录表
路基地段综合接地接口检查记录表
路基地段过轨接口检查记录表
路基地段接触网支柱(下锚拉线)基础接口检查记录表
沪昆客专(湖南段)
路基接触网钻孔桩施工接口检查记录表
沪昆客专(湖南段)
无砟轨道综合接地及钢筋绝缘接口检查记录表
JK014口口口口口。
焊接质量自检记录表

电流 kA 时间 Cy 电极压力kN 40X-32059203 1.5+1.20.8~1.50.8~1.2100~16017~2050~6010~152.0~2.50.8~1.2170~22018~2250~6015~203.0~3.21.0~1.2180~24018~2245~5515~20二氧化碳气体保护焊焊接工艺规范工件厚度mm 焊丝直径mm 电流(A)电压(V)焊接速度cm/min 气体流量L/min 焊钳型号点焊工艺参数(偏差10%以内)焊接试片厚度 mm 被焊件板厚相加<2.5mm时,电极头(帽)直径为φ5~φ8mm 电极头(帽)修磨尺寸要求被焊件板厚相加≥2.5mm时, 电极头(帽)直径为φ8~φ10mm点焊常见缺陷及原因:1 、虚焊-电流小,电极压力过大,电极工作表面直径大,表面清理不良,焊接时间过短;2、焊点表面过热、压痕过深-通电时间过长,电极压力过大,电流过大,电极端面尺寸过小;3、飞溅-焊件或电极表面不干净,电极压力小,加压时间短;4、焊点形状不规则、融化不均匀-电极端面不平整。
ER01-L/R19018609操作人员工段长日期异常状况记录:8、CO2保护焊不允许有焊瘤、咬边、烧穿、气孔等缺陷7、CO2保护焊的焊逢长度、数量、位置、间距应满足工艺要求2、上下电极头工作表面同心、尺寸符合要求、表面平整无杂质油污6、焊点表面无过烧、击穿、裂纹以及毛刺等缺陷5、焊点的熔核直径、焊点数量、焊点间距应满足工艺要求检查项目(检查结果符合要求的在对应空白栏打“√”,不符合要求“×”,本工位不涉及“―”)3、每班生产前进行焊点撕裂试验,试验结果符合要求4、焊点满足非破坏试验要求,生产过程中抽检,每班两次1、每班生产前对焊接设备进行点检,检查设备是否正常,保证冷却水管开关打C01焊接质量自检记录表工位焊钳出厂编号电流 kA 时间 Cy 电极压力kN40C-271810253 1.5+2.040X-451691831.2+1.20.8~1.50.8~1.2100~16017~2050~6010~152.0~2.50.8~1.2170~22018~2250~6015~203.0~3.2 1.0~1.2180~24018~2245~5515~20检查项目(检查结果符合要求的在对应空白栏打“√”,不符合要求“×”,本工位不涉及“―”)1、每班生产前对焊接设备进行点检,检查设备是否正常,保证冷却水管开关打C01焊接质量自检记录表工位焊钳出厂编号焊钳型号点焊工艺参数(偏差10%以内)焊接试片厚度 mm 二氧化碳气体保护焊焊接工艺规范工件厚度mm 焊丝直径mm 电流(A)电压(V)焊接速度cm/min 气体流量L/min ER02-L/R19018596190186283、每班生产前进行焊点撕裂试验,试验结果符合要求2、上下电极头工作表面同心、尺寸符合要求、表面平整无杂质油污5、焊点的熔核直径、焊点数量、焊点间距应满足工艺要求4、焊点满足非破坏试验要求,生产过程中抽检,每班两次7、CO2保护焊的焊逢长度、数量、位置、间距应满足工艺要求6、焊点表面无过烧、击穿、裂纹以及毛刺等缺陷操作人员工段长日期异常状况记录:点焊常见缺陷及原因:1 、虚焊-电流小,电极压力过大,电极工作表面直径大,表面清理不良,焊接时间过短;2、焊点表面过热、压痕过深-通电时间过长,电极压力过大,电流过大,电极端面尺寸过小;3、飞溅-焊件或电极表面不干净,电极压力小,加压时间短;4、焊点形状不规则、融化不均匀-电极端面不平整。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2-3
0.2-0.3
手工机械
/
/
/
合格
10
60±5
1.5-2
2-3
0.2-0.3
手工机械
合格
检验: 记录: 建设单位代表:
焊接接口组对质量检查记录表
2006年12月15日焊探-08
建 设 单 位
泰安东岳重工有限公司
施 工 单 位
肥城市第一设备安装公司
工 程 名 称
丙烷管道安装
施 工 图 号
最大最小直径差(mm)
1
60±5
1.5-2
2-3
0.2-0.3
手工机械
/
/
/
合格
2
60±5
1.5-2
2-3
0.2-0.3
手工机械
合格
3
60±5
1.5-2
2-3
0.2-0.3
手工机械
/
/
/
合格
4
60±5
1.5-2
2-3
0.2-0.3
手工机械
合格
5
60±5
1.5-2
2-3
0.2-0.3
手工机械
/
/
/
合格
单位工程名称
日 期
2006.12.4-2006.12.15
工 件 名 称
管道安装
工 件 编 号
材 质
20#
规 格
φ73*4、φ32*3.5、φ57*3.5、φ45*3.5
序号
焊口
编号
坡 口
组 对 质 量
评定
角度(度)
钝边(mm)
间隙(mm)
错口(mm)
坡口清洁程度
相邻纵缝间距(mm)
对口棱角(mm)
焊接接口组对质量检查记录表
2006年12月15日焊探-08
建 设 单 位
泰安东岳重工有限公司
施 工 单 位
肥城市第一设备安装公司
工 程 名 称
二氧化碳管道安装
施 工 图 号
单位工程名称
日 期
2006.12.4-2006.12.15
工 件 名 称
管道安装
工 件 编 号
材 质
20#
规 格
φ73*4、φ32*3.5、φ57*3.5、φ45*3.5
手工机械
/
/
/
合格
4
60±5
1.5-2
2-3
0.2-0.3
手工机械
合格
5
60±5
1.5-2
2-3
0.2-0.3
手工机械
/
/
/
合格
6
60±5
1.5-2
2-3
0.2-0.3
手工机械
合格
7
60±5
1.5-2
2-3
0.2-0.3
手工机械
/
/
/
合格
8
60±5
1.5-2
2-3
0.2-0.3
手工机械
合格
9
60±5
1.5-2
2-3
0.2-0.3
手工机械
/
/
/
合格
10
60±5
1.5-22-3Biblioteka 0.2-0.3手工机械
合格
检验: 记录: 建设单位代表:
焊接接口组对质量检查记录表
2006年12月15日焊探-08
建 设 单 位
泰安东岳重工有限公司
施 工 单 位
肥城市第一设备安装公司
工 程 名 称
压缩空气管道安装
施 工 图 号
单位工程名称
日 期
2006.12.4-2006.12.15
工 件 名 称
管道安装
工 件 编 号
材 质
20#
规 格
φ73*4、φ32*3.5、φ57*3.5、φ45*3.5
序号
焊口
编号
坡 口
组 对 质 量
评定
角度(度)
钝边(mm)
间隙(mm)
错口(mm)
坡口清洁程度
相邻纵缝间距(mm)
对口棱角(mm)
6
60±5
1.5-2
2-3
0.2-0.3
手工机械
合格
7
60±5
1.5-2
2-3
0.2-0.3
手工机械
/
/
/
合格
8
60±5
1.5-2
2-3
0.2-0.3
手工机械
合格
9
60±5
1.5-2
2-3
0.2-0.3
手工机械
/
/
/
合格
10
60±5
1.5-2
2-3
0.2-0.3
手工机械
合格
检验: 记录: 建设单位代表:
最大最小直径差(mm)
1
60±5
1.5-2
2-3
0.2-0.3
手工机械
/
/
/
合格
2
60±5
1.5-2
2-3
0.2-0.3
手工机械
合格
3
60±5
1.5-2
2-3
0.2-0.3
手工机械
/
/
/
合格
4
60±5
1.5-2
2-3
0.2-0.3
手工机械
合格
5
60±5
1.5-2
2-3
0.2-0.3
手工机械
/
/
/
合格
序号
焊口
编号
坡 口
组 对 质 量
评定
角度(度)
钝边(mm)
间隙(mm)
错口(mm)
坡口清洁程度
相邻纵缝间距(mm)
对口棱角(mm)
最大最小直径差(mm)
1
60±5
1.5-2
2-3
0.2-0.3
手工机械
/
/
/
合格
2
60±5
1.5-2
2-3
0.2-0.3
手工机械
合格
3
60±5
1.5-2
2-3
0.2-0.3
焊接接口组对质量检查记录表
2006年12月15日焊探-08
建设单位
泰安东岳重工有限公司
施工单位
肥城市第一设备安装公司
工 程 名 称
氧气管道安装
施 工 图 号
单位工程名称
日 期
2006.12.4-2006.12.15
工 件 名 称
管道安装
工 件 编 号
材 质
20#
规 格
φ73*4、φ32*3.5、φ57*3.5、φ45*3.5
6
60±5
1.5-2
2-3
0.2-0.3
手工机械
合格
7
60±5
1.5-2
2-3
0.2-0.3
手工机械
/
/
/
合格
8
60±5
1.5-2
2-3
0.2-0.3
手工机械
合格
9
60±5
1.5-2
2-3
0.2-0.3
手工机械
/
/
/
合格
10
60±5
1.5-2
2-3
0.2-0.3
手工机械
合格
检验: 记录: 建设单位代表:
手工机械
/
/
/
合格
4
60±5
1.5-2
2-3
0.2-0.3
手工机械
合格
5
60±5
1.5-2
2-3
0.2-0.3
手工机械
/
/
/
合格
6
60±5
1.5-2
2-3
0.2-0.3
手工机械
合格
7
60±5
1.5-2
2-3
0.2-0.3
手工机械
/
/
/
合格
8
60±5
1.5-2
2-3
0.2-0.3
手工机械
合格
9
60±5
序号
焊口
编号
坡 口
组 对 质 量
评定
角度(度)
钝边(mm)
间隙(mm)
错口(mm)
坡口清洁程度
相邻纵缝间距(mm)
对口棱角(mm)
最大最小直径差(mm)
1
60±5
1.5-2
2-3
0.2-0.3
手工机械
/
/
/
合格
2
60±5
1.5-2
2-3
0.2-0.3
手工机械
合格
3
60±5
1.5-2
2-3
0.2-0.3