焊缝表面检验记录
钢结构加工焊接焊缝外观质量检查记录

钢结构加工焊接焊缝外观质量检查记录工程名称: 检查日期缺陷类型未焊满 根部收缩 咬边弧坑裂纹结果允许偏差(mm)二级 三级 二级三级二级三级 二级 三级≤0.2+0.02t ≤1.0≤0.2+0.04t ≤1.0≤0.2+0.02t ≤1.0 ≤0.2+0.04t ≤1.0≤0.05t 、≤0.5连续长度《100 ≤0.1t 、≤1.0允许存在个别长度≤0.2的弧坑裂纹每100.0焊缝内缺陷总长≤25.0长度不限焊缝两侧咬边总长≤10%焊缝全长长度不限检查构件 焊缝 检查情况构件名称 编号 数量 类型 条数 钢柱 GZ1 25 0.3 0.6 0.3 0.6 √ 0.5 √ 合格1、每条检查一处,总抽查数不小于10处。
2、焊缝感观质量,每批同类构件抽查10%,且不小于3处,被抽查件中每件焊缝按数量各抽查5%,总抽查处不少于5处。
3、二级焊缝咬边深度≤0.5,但不得超过焊缝长度≤100%。
焊工: 质检员:钢结构零件及部件加工(矫正和成型)质量检查记录工程名称:达州化工产业区公路物流港6#标准仓库钢结构工程施工单位:四川恒沣建设有限公司检查日期:检查内容7.3.1条钢材矫正后的允许偏差(㎜)表面质量冷矫正加工环境温度碳素钢和低合钢热矫正时加热温度钢板的局部平面度(△)型钢弯曲矢高角钢的垂直度槽钢翼缘对腹板的垂直度工字钢、H型钢翼缘对腹板的垂直度不能有明显的凹面和损伤及划痕碳素钢低合金结构钢t≤14t>14允许偏差(㎜)不低于不应超过900℃1.5 1.0l∕100,≯5.0b∕100,双肢栓接不得大于90°b∕80b∕100,≯2.0划痕深度≯0.5且≯负偏差的1∕2﹣16℃﹣12℃构件号零部件抽查件检查情况(㎜)规格数量编号数量GZ2a 8 3 1.2 2.0 0.1注:1、冷矫正的加工温度全数检查制作工艺报告和施工记录; 2、钢材矫正后允许偏差,按矫正件抽查10%,不少于3件;3、t-为加工件厚度,l-为构件长度,M-为1米长度范围,b-为型钢肢宽;4、7.3.1条为主控项目。
SG-T059钢结构工程焊缝外观质量检查记录
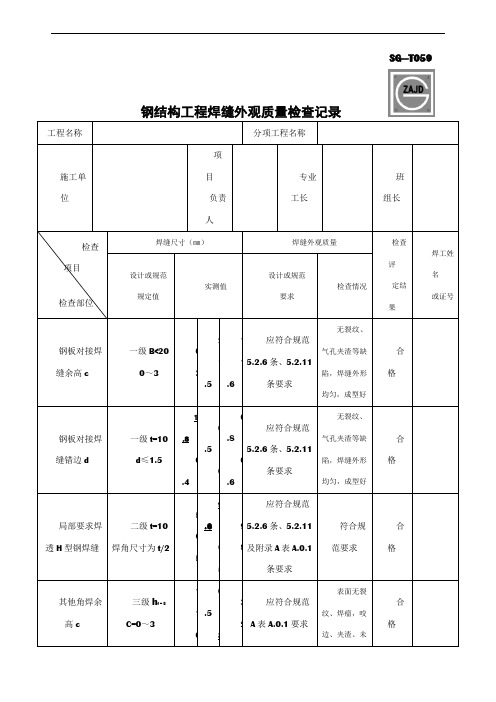
SG—T059钢结构工程焊缝外观质量检查记录工程名称分项工程名称施工单位项目负责人专业工长班组长检查项目检查部位焊缝尺寸(㎜)焊缝外观质量检查评定结果焊工姓名或证号设计或规范规定值实测值设计或规范要求检查情况钢板对接焊缝余高c 一级B<200~3321.511.6应符合规范5.2.6条、5.2.11条要求无裂纹、气孔夹渣等缺陷,焊缝外形均匀,成型好合格钢板对接焊缝错边d 一级t=10d≤1.51.8.4.5.8.6应符合规范5.2.6条、5.2.11条要求无裂纹、气孔夹渣等缺陷,焊缝外形均匀,成型好合格局部要求焊透H型钢焊缝二级t=10焊角尺寸为t/25659.66598应符合规范5.2.6条、5.2.11及附录A表A.0.1条要求符合规范要求合格其他角焊余高c三级h f = 8C=0~311.5332应符合规范A表A.0.1要求表面无裂纹、焊瘤,咬边、夹渣、未合格注:本表也适用于幕墙钢结构框架的焊缝外观质量检查记录。
四川省建设厅制SG—T059填写说明一、本表是用于钢结构工程焊缝质量检查记录,同时也适用于建筑幕墙工程的焊缝质量检查记录。
幕墙钢框架可根据工程中出现的焊缝类型立项检查并记录。
二、本记录为钢结构焊接和建筑幕墙工程检验批质量验收记录的支撑表。
三、填写示范以钢柱为例,实际当中,工程由哪种构件,就按哪种构件出现的焊缝检查记录。
四、焊缝的外形尺寸和表面质量应按规范第5.2.6条和附表A表A.0.1、表A.0.2、表A.0.3等规定进行控制。
五、一、二级焊缝的内部质量检测,应在焊缝尺寸和外观质量检查合格后进行。
六、碳素钢应在焊缝冷却到环境温度,低合金结构应在完成焊接24h后进行探伤检验。
七、焊工姓名或证号,可填姓名,也可只填焊工合格证书的编号。
八、焊缝尺寸检查用焊缝量规。
九、一般项目其检查结果应有80%及以上的检查(值)符合规范要求,且最大值不应超过其允许差值的1.2倍,方可判定合格。
十、本表一式两份,施工单位、建设单位各存一份。
施焊及焊缝外观检验记录
施焊及焊缝外观检验记录
日期:XX年XX月XX日
施焊工程:XXX部位
检验人员:XXX
焊接人员:XXX
一、施焊情况:
1.施焊设备:使用牌号为XXX的焊接设备进行施焊。
2.预热情况:施焊前对焊接部位进行了预热处理,预热温度为XXX摄氏度,预热时间为XXX分钟。
3.焊接材料:使用牌号为XXX的焊接材料进行施焊。
4.焊接工艺:采用XXX种焊接方法,焊接参数为XXX。
5.施焊控制:根据焊接工艺规程要求,进行了施焊控制。
二、焊缝外观检验:
1.检验标准:焊缝外观应符合相关标准和规范的要求。
2.检验方法:采用人工目视检查法进行焊缝外观检验。
3.检验内容:
(1)焊缝是否均匀、连续,无间歇性焊道、夹渣、穿透不良等缺陷。
(2)焊缝表面是否平整,无严重凹凸、焊渣和气孔等缺陷。
(3)焊接接头表面是否干净,无油污、腐蚀物、氧化皮等影响焊缝质量的现象。
(4)焊缝表面是否有裂纹、毛刺等缺陷。
(5)焊接处是否有未熔合或部分熔合不良的现象。
(6)焊缝形状和尺寸是否符合设计要求。
三、检验结果:
1.检验结论:经焊缝外观检验,该施焊工程的焊缝外观符合相关标准和规范的要求。
2.检验记录:见下表。
序号焊缝部位检验内容检验结果
1XXX施焊情况合格
2XXX焊缝外观合格
3XXX焊缝外观合格
...
四、检验意见和建议:
对施焊情况及焊缝外观检验结果无异议。
检验人员:(签名)日期:(年/月/日)。
焊接过程检验记录表

未焊透深度≤15%δ且≤1.5mm总长度不 超过焊缝有效长度的10%(氩弧焊打底 的试件不允许未焊透)
3
焊缝外观 背面凹坑深度≤25%δ且≤1mm;除仰焊
位置的板状试件不作规定外,总长度不
超过焊缝有效长度的10%
检验员:
双面焊缝余高0~3mm,焊缝宽度比坡口 每侧增宽0.5~2.5mm,宽度误差≤3mm
株洲市开关板电器设备厂焊接过程检验记录表
序号 检验项目
技术要求
OZK.479.003-1 实测记录 检测结果
1
焊前准备
劳保着装及工具准备齐全,并符合要求, 参数设置、设备调试正确
2
焊接操作 试件固定的空间位置符合要求
两面焊缝表面不允许有焊瘤、气孔、烧 穿等缺陷
焊缝咬边深度≤0.5mm,两侧咬边总长 度不超过焊缝有效长度的15%
错边≤10
焊接施工检查记录

焊接施工检查记录一、施工概况根据工程进展情况,对焊接施工进行了检查。
本次施工检查主要针对焊接工艺、焊接质量和安全防护等方面进行了全面的评估和检验。
二、焊接工艺1.焊接设备:检查了焊接设备的配备情况,包括焊机、电焊割设备、电源线等,确保设备完好可用,并且符合安全规范。
2.焊工资质:核查了焊工的证书和资质,确保焊工具备相应的技能和经验,能够胜任所负责的焊接工作。
3.焊接材料:检查了焊接材料的质量和规格,确保符合工程要求,并且进行了相应的试验和检测。
三、焊接质量1.焊缝外观:对焊接位置进行了视觉检查,确保焊缝的外观质量良好,无明显裂纹、夹渣和气孔等缺陷。
2.焊接尺寸:测量了焊接尺寸,与设计要求进行对比,确保焊接尺寸符合工程图纸和规范要求。
3.焊接强度:进行了焊接接头的强度试验,确保焊接强度满足工程要求,不会因为焊接质量问题导致工程安全隐患。
四、安全防护1.焊接操作区域:检查了焊接操作区域的布置和标识,确保操作区域有明显的警示标志,并设置了相应的安全防护措施。
2.防护用具:检查了焊工的个人防护用具,包括焊接面罩、焊手套、防护鞋等,确保焊工在操作过程中的人身安全。
五、问题与改进措施1.问题:在检查过程中发现了一些焊接质量问题,主要是焊缝出现了夹渣和气孔等缺陷,需要及时进行修补和改进。
2.改进措施:针对焊接质量问题,将加强焊工培训和技术指导,提高焊工的操作技能和质量意识;加强对焊接材料的选择和试验,确保材料质量符合要求;加强对焊接工艺的管理和控制,确保焊接过程的规范和稳定性。
六、总结通过本次焊接施工检查,发现了一些问题,并制定了相应的改进措施。
下一步将继续加强对焊接工艺和质量的管理和控制,确保焊接工作的质量和安全。
同时,将加强对焊工的培训和技术指导,提高焊工的操作技能和质量意识,为工程的顺利进行提供有力的保障。
【工程文档】焊接质量检查验收记录

基站工程名称
铁塔类型
检验项目
焊缝高度
实测(mm)
焊缝宽度
实测(mm)
焊缝 观感质量
一级二级焊缝
探伤试验结果
焊工钢印
第一塔段
焊缝1
焊缝2
焊缝3
第二塔段
焊缝1
焊缝2
焊缝3
第三塔段
焊缝1
焊缝2
焊缝3
第四塔段
焊缝1
焊缝2
焊缝3
第五塔段
焊缝1
焊缝2
焊缝3
第一平台
第二平台
第三平台
检查结论
检查单位
项目经理:
总监理工程师:
塔厂现场质检员:
现场铁塔监理:
铁塔安装单位:(盖章)
监理单位:(盖章)
年月日
年月日
焊缝表面不得有裂纹、烧穿、弧坑、焊瘤。表面气孔≤0.3t,间距要大于6倍气孔径;焊缝咬边深度不应大于1.0mm;
(整理)容器焊缝外观质量检验记录卡

本容器焊缝外观质量检验记录卡.................卧式矩形压力容器质量检验记录卡..................................灭菌器热性能试验及出厂检验记录表传递程序:质管办→各工序检验员→总检员→质检科灭菌器热性能试验及出厂检验记录表传递程序:质管办→各工序检验员→总检员→质检科下面是赠送的中秋节演讲辞,不需要的朋友可以下载后编辑删除!!!谢谢中秋佳节演讲词推荐中秋,怀一颗感恩之心》老师们,同学们:秋浓了,月圆了,又一个中秋要到了!本周日,农历的八月十五,我国的传统节日——中秋节。
中秋节,处在一年秋季的中期,所以称为“中秋”,它仅仅次于春节,是我国的第二大传统节日。
中秋的月最圆,中秋的月最明,中秋的月最美,所以又被称为“团圆节”。
金桂飘香,花好月圆,在这美好的节日里,人们赏月、吃月饼、走亲访友……无论什么形式,都寄托着人们对生活的无限热爱和对美好生活的向往。
中秋是中华瑰宝之一,有着深厚的文化底蕴。
中国人特别讲究亲情,特别珍视团圆,中秋节尤为甚。
中秋,是一个飘溢亲情的节日;中秋,是一个弥漫团圆的时节。
这个时节,感受亲情、释放亲情、增进亲情;这个时节,盼望团圆、追求团圆、享受团圆……这些,都已成为人们生活的主旋律。
同学们,一定能背诵出许多关于中秋的千古佳句,比如“举头望明月,低头思故乡”、“但愿人长久,千里共婵娟”、“海上生明月,天涯共此时”……这些佳句之所以能穿透历史的时空流传至今,不正是因为我们人类有着的共同信念吗。
中秋最美是亲情。
一家人团聚在一起,讲不完的话,叙不完的情,诉说着人们同一个心声:亲情是黑暗中的灯塔,是荒漠中的甘泉,是雨后的彩虹……中秋最美是思念。
月亮最美,美不过思念;月亮最高,高不过想念。
中秋圆月会把我们的目光和思念传递给我们想念的人和我们牵挂的人,祝他们没有忧愁,永远幸福,没有烦恼,永远快乐!一、活动主题:游名校、赏名花,促交流,增感情二、活动背景:又到了阳春三月,阳光明媚,微风吹拂,正是踏青春游的好时节。
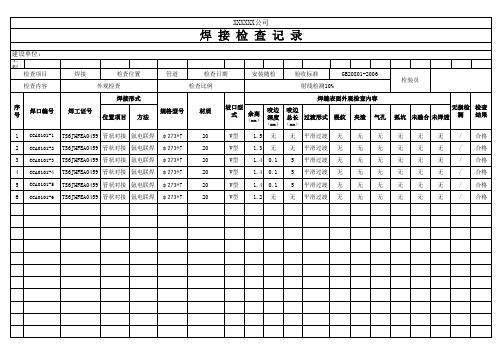
管道焊接检查记录
20
V型
1.2 无 无 平滑过渡 无 无 无 无 无 无
/ 合格
154 CCA0104-60
HK0860 管状对接 氩电联焊 φ325*8
20
V型
1.2 无 无 平滑过渡 无 无 无 无 无 无
/ 合格
155 CCA0104-61
HK0860 管状对接 氩电联焊 φ325*8
20
V型
1.2 无 无 平滑过渡 无 无 无 无 无 无
20
V型
1.0 无 无 平滑过渡 无 无 无 无 无 无
/ 合格
161 CCA0106-2
HK0860 管状对接 氩电联焊 φ219*6
20
V型
1.0 无 无 平滑过渡 无 无 无 无 无 无
/ 合格
162 CCA0106-3 163 CCA0106-4 164 CCA0106-5
HK0860 HK0860 HK0860
148 CCA0104-54 TS6JHFEA0459 管状对接 氩电联焊 φ325*8
20
V型
1.2 无 无 平滑过渡 无 无 无 无 无 无
/ 合格
149 CCA0104-55 TS6JHFEA0459 管状对接 氩电联焊 φ325*8
20
V型
1.2 无 无 平滑过渡 无 无 无 无 无 无
/ 合格
97 98 99 100 101
XXXXXX公司
焊接检查记录
建设单位: 工 程
检查项目
检查内容
序 号
焊口编号
102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
压力管道对接焊缝表面质量检查记录
检查日期:2011-8-13 工程名称:重庆保税港区空港功能区3#保税仓库改建工程压缩空气管道安装材质及规格:母材:20号钢;焊条:J422, Φ3.2 施工单位:重庆正东建筑安装工程有限公司焊缝等级:Ⅱ级检查规范:GB50236-98
压力管道对接焊缝表面质量检查记录
检查日期:2011-8-14 工程名称:重庆保税港区空港功能区3#保税仓库改建工程压缩空气管道安装材质及规格:母材:20号钢;焊条:J422, Φ3.2 施工单位:重庆正东建筑安装工程有限公司焊缝等级:Ⅱ级检查规范:GB50236-98
检验员:日期:
压力管道对接焊缝表面质量检查记录
检查日期:2011-8-15 工程名称:重庆保税港区空港功能区3#保税仓库改建工程压缩空气管道安装材质及规格:母材:20号钢;焊条:J422, Φ3.2 施工单位:重庆正东建筑安装工程有限公司焊缝等级:Ⅱ级检查规范:GB50236-98
压力管道对接焊缝表面质量检查记录
检查日期:2011-8-16 工程名称:重庆保税港区空港功能区3#保税仓库改建工程压缩空气管道安装材质及规格:母材:20号钢;焊条:J422, Φ3.2 施工单位:重庆正东建筑安装工程有限公司焊缝等级:Ⅱ级检查规范:GB50236-98
压力管道对接焊缝表面质量检查记录
检查日期:2011-8-17 工程名称:重庆保税港区空港功能区3#保税仓库改建工程压缩空气管道安装材质及规格:母材:20号钢;焊条:J422, Φ3.2 施工单位:重庆正东建筑安装工程有限公司焊缝等级:Ⅱ级检查规范:GB50236-98
压力管道对接焊缝表面质量检查记录
检查日期:2011-8-19 工程名称:重庆保税港区空港功能区3#保税仓库改建工程压缩空气管道安装材质及规格:母材:20号钢;焊条:J422, Φ3.2 施工单位:重庆正东建筑安装工程有限公司焊缝等级:Ⅱ级检查规范:GB50236-98
压力管道对接焊缝表面质量检查记录
检查日期:2011-8-20 工程名称:重庆保税港区空港功能区3#保税仓库改建工程压缩空气管道安装材质及规格:母材:20号钢;焊条:J422, Φ3.2 施工单位:重庆正东建筑安装工程有限公司焊缝等级:Ⅱ级检查规范:GB50236-98。