焊接接头表面质量检查记录
管道焊接检查记录
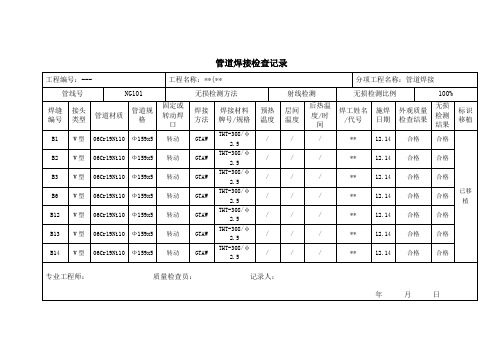
管道焊接检查记录
管道焊接检查记录
管道焊接检查记录
管道焊接检查记录
管道焊接检查记录
管道焊接检查记录
管道焊接检查记录
管道焊接检查记录
管道焊接检查记录
管道焊接检查记录
管道焊接检查记录
管道焊接检查记录
管道焊接检查记录
管道焊接检查记录
管道焊接检查记录
管道焊接检查记录
管道焊接检查记录
管道焊接检查记录
管道焊接检查记录
管道焊接检查记录
管道焊接检查记录
管道焊接检查记录
管道焊接检查记录
管道焊接检查记录
管道焊接检查记录
管道焊接检查记录
管道焊接检查记录
管道焊接检查记录
管道焊接检查记录
管道焊接检查记录
管道焊接检查记录
管道焊接检查记录
管道焊接检查记录
管道焊接检查记录。
钢结构加工焊接焊缝外观质量检查记录

钢结构加工焊接焊缝外观质量检查记录工程名称: 检查日期缺陷类型未焊满 根部收缩 咬边弧坑裂纹结果允许偏差(mm)二级 三级 二级三级二级三级 二级 三级≤0.2+0.02t ≤1.0≤0.2+0.04t ≤1.0≤0.2+0.02t ≤1.0 ≤0.2+0.04t ≤1.0≤0.05t 、≤0.5连续长度《100 ≤0.1t 、≤1.0允许存在个别长度≤0.2的弧坑裂纹每100.0焊缝内缺陷总长≤25.0长度不限焊缝两侧咬边总长≤10%焊缝全长长度不限检查构件 焊缝 检查情况构件名称 编号 数量 类型 条数 钢柱 GZ1 25 0.3 0.6 0.3 0.6 √ 0.5 √ 合格1、每条检查一处,总抽查数不小于10处。
2、焊缝感观质量,每批同类构件抽查10%,且不小于3处,被抽查件中每件焊缝按数量各抽查5%,总抽查处不少于5处。
3、二级焊缝咬边深度≤0.5,但不得超过焊缝长度≤100%。
焊工: 质检员:钢结构零件及部件加工(矫正和成型)质量检查记录工程名称:达州化工产业区公路物流港6#标准仓库钢结构工程施工单位:四川恒沣建设有限公司检查日期:检查内容7.3.1条钢材矫正后的允许偏差(㎜)表面质量冷矫正加工环境温度碳素钢和低合钢热矫正时加热温度钢板的局部平面度(△)型钢弯曲矢高角钢的垂直度槽钢翼缘对腹板的垂直度工字钢、H型钢翼缘对腹板的垂直度不能有明显的凹面和损伤及划痕碳素钢低合金结构钢t≤14t>14允许偏差(㎜)不低于不应超过900℃1.5 1.0l∕100,≯5.0b∕100,双肢栓接不得大于90°b∕80b∕100,≯2.0划痕深度≯0.5且≯负偏差的1∕2﹣16℃﹣12℃构件号零部件抽查件检查情况(㎜)规格数量编号数量GZ2a 8 3 1.2 2.0 0.1注:1、冷矫正的加工温度全数检查制作工艺报告和施工记录; 2、钢材矫正后允许偏差,按矫正件抽查10%,不少于3件;3、t-为加工件厚度,l-为构件长度,M-为1米长度范围,b-为型钢肢宽;4、7.3.1条为主控项目。
3543-G708-焊接接头表面质量检查记录
/
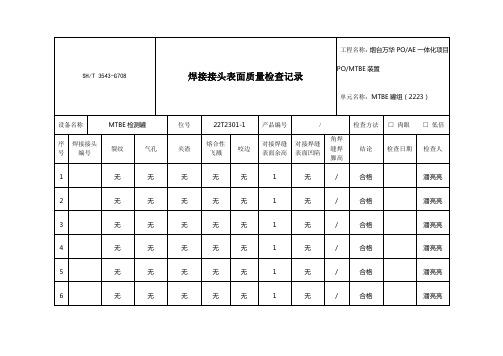
检查方法
□肉眼□低倍
序
号
焊接接头编号
裂纹
气孔
夹渣
熔合性
飞溅
咬边
对接焊缝表面余高
对接焊缝
表面凹陷
角焊缝焊脚高
结论
检查日期
检查人
51
无
无
无
无
无
1
无
/
合格
潘亮亮
52
无
无
无
无
无
1
无
无
无
无
无
1
无
/
合格
潘亮亮
54
无
无
无
无
无
1
无
/
合格
潘亮亮
55
无
无
无
无
无
1
无
/
合格
潘亮亮
56
无
无
无
无
无
1
1
无
/
合格
潘亮亮
50
无
无
无
无
无
1
无
/
合格
潘亮亮
备注:
施工班组长:
日期:年月日
焊接责任师:
日期:年月日
质量责任师:
日期:年月日
SH/T 3543-G708
焊接接头表面质量检查记录
工程名称:烟台万华PO/AE一体化项目PO/MTBE装置
单元名称:MTBE罐组(2223)
设备名称
MTBE检测罐
位号
22T2301-1
64
无
无
无
无
无
1
无
/
合格
潘亮亮
焊缝质量检查记录施焊及焊缝外观检验记录
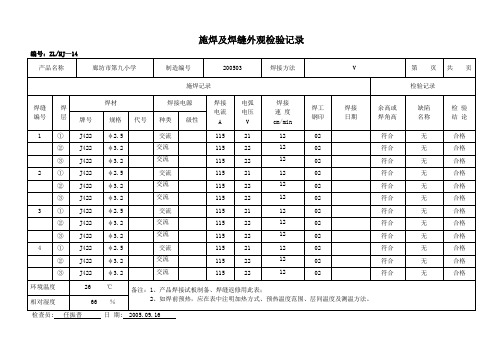
第 页
共 页
施焊记录
检验记录
焊缝编号
焊 层
焊材
焊接电源
焊接
电流
A
电弧
电压
V
焊接
速 度
cm/min
焊工
钢印
焊接
日期
余高或
焊角高
缺陷
名称
检验
结 论
牌号
规格
代号
种类
级性
25
①
J422
φ2.5
交流
115
21
12
02
符合
无
合格
②
J422
φ3.2
交流
115
22
12
02
符合
无
合格
③
J422
φ3.2
交流
115
22
速 度
cm/min
焊工
钢印
焊接
日期
余高或
焊角高
缺陷
名称
检验
结 论
牌号
规格
代号
种类
级性
5
①
J422
φ2.5
交流
115
21
12
02
符合
无
合格
②
J422
φ3.2
交流
115
22
12
02
符合
无
合格
③
J422
φ3.2
交流
115
22
12
02
符合
无
合格
6
①
J422
φ2.5
交流
115
21
12
02
符合
无
钢筋焊接接头检验批质量验收记录表格(2012新规程)

钢筋闪光对焊接头检验批质量验收记录(样表)
注:1 一般项目各小项检查评定不合格时,在小格内打×记号;
2 本表由施工单位项目专业质量检查员填写,监理工程师(建设单位项目专业技术负责人)组织
注:1 一般项目各小项检查评定不合格时,在小格内打×记号;
2 本表由施工单位项目专业质量检查员填写,监理工程师(建设单位项目专业技术负责人)组织
注:1 一般项目各小项检查评定不合格时,在小格内打×记号;
2 本表由施工单位项目专业质量检查员填写,监理工程师(建设单位项目专业技术负责人)组织
钢筋电渣压力焊接头检验批质量验收记录
注:1 一般项目各小项检查评定不合格时,在小格内打×记号;
2 本表由施工单位项目专业质量检查员填写,监理工程师(建设单位项目专业技术负责人)组织
钢筋气压焊接头检验批质量验收记录
注:1 一般项目各小项检查评定不合格时,在小格内打×记号;
2 本表由施工单位项目专业质量检查员填写,监理工程师(建设单位项目专业技术负责人)组织
预埋件钢筋T形接头检验批质量验收记录
注:1 一般项目各小项检查评定不合格时,在小格内打×记号;
2 本表由施工单位项目专业质量检查员填写,监理工程师(建设单位项目专业技术负责人)组织
项目专业质量检查员等进行验收。
.。
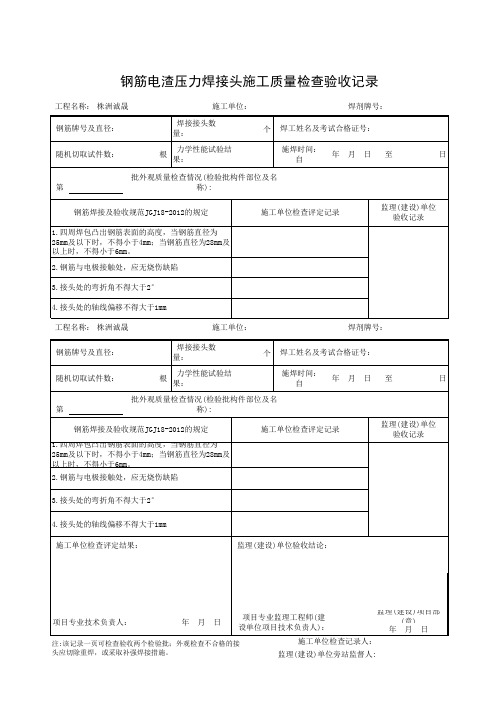
钢筋电渣压力焊接头施工质量检查验收记录
至
日
批外观质量检查情况(检验批构件部位及名
第
称):
钢筋焊接及验收规范JGJ18-2012的规定
1.四周焊包凸出钢筋表面的高度,当钢筋直径为 25mm及以下时,不得小于4mm;当钢筋直径为28mm及 以上时,不得小于6mm。
2.钢筋与电极接触处,应无烧伤缺陷
施工单位检查评定记录
监理(建设)单位 验收记录
2.钢
监理(建设)单位 验收记录
3.接头处的弯折角不得大于2°
4.接头处的轴线偏移不得大于1mm
工程名称: 株洲诚晟
施工单位:
焊剂牌号:
钢筋牌号及直径:
焊接接头数 量:
个 焊工姓名及考试合格证号:
随机切取试件数:
根
力学性能试验结 果:
施焊时间: 自
年月日
钢筋电渣压力焊接头施工质量检查验收记录
工程名称: 株洲诚晟
施工单位:
焊剂牌号:
钢筋牌号及直径:
焊接接头数 量:
个 焊工姓名及考试合格证号:
随机切取试件数:
根
力学性能试验结 果:
施焊时间: 自
年月日
至
日
批外观质量检查情况(检验批构件部位及名
第
称):
钢筋焊接及验收规范JGJ18-2012的规定
1.四周焊包凸出钢筋表面的高度,当钢筋直径为 25mm及以下时,不得小于4mm;当钢筋直径为28mm及 以上时,不得小于6mm。
施工单位检查记录人: 监理(建设)单位旁站监督人:
3.接头处的弯折角不得大于2°
4.接头处的轴线偏移不得大于1mm 施工单位检查评定结果:
监理(建设)单位验收结论:
项目专业技术负责人:
年月日
焊接施工检查记录
焊接施工检查记录一、施工概况本次焊接施工检查记录针对某工程项目的焊接施工进行,该项目是一个钢结构建筑工程。
焊接施工是该项目的重要工序之一,对于保证工程质量和安全性至关重要。
本次检查目的在于确保焊接施工符合相关标准和规范要求,及时发现和纠正施工中的问题,确保施工质量。
二、检查内容本次焊接施工检查内容包括但不限于以下方面:1. 焊接材料的合格证明和焊工的合格证书;2. 焊接设备和工具的合规性和合理性;3. 焊接工艺和参数的合理性和正确性;4. 焊接接头的准确位置和连接质量;5. 焊缝的外观质量和尺寸符合要求;6. 焊接过程中的安全措施是否到位;7. 焊接施工记录的完整性和准确性。
三、检查过程1. 检查焊接材料及焊工资质检查焊接材料的合格证明,确保焊接材料符合相关标准和规范要求。
其次,检查焊工的合格证书,确保焊工具备相应的技术和操作能力。
2. 检查焊接设备和工具检查焊接设备和工具是否符合安全要求,是否经过检测和维护,确保设备和工具的合规性和正常运行。
3. 检查焊接工艺和参数检查焊接工艺和参数是否符合设计要求,包括焊接方法、电流、电压、预热温度等参数是否正确设置。
4. 检查焊接接头和焊缝检查焊接接头的准确位置和连接质量,确保接头的位置符合设计要求,连接质量符合焊接标准。
同时,检查焊缝的外观质量和尺寸,确保焊缝的形状、宽度、高度等符合要求。
5. 检查焊接安全措施检查焊接过程中是否采取了必要的安全措施,如焊接区域的围挡、防护用品的佩戴、灭火器的配备等,确保焊接施工的安全性。
6. 检查焊接施工记录检查焊接施工记录的完整性和准确性,确保记录的内容包括焊接材料、焊工资质、焊接设备、工艺参数、焊接接头、焊缝质量等信息,并确保记录的真实性和可追溯性。
四、检查结果根据以上检查内容,本次焊接施工检查结果如下:1. 焊接材料和焊工的资质证明齐全,符合要求;2. 焊接设备和工具经过检测和维护,符合安全要求;3. 焊接工艺和参数正确设置,符合设计要求;4. 焊接接头的位置准确,连接质量良好;5. 焊缝的外观质量和尺寸符合要求;6. 焊接过程中的安全措施到位,保障焊接施工的安全性;7. 焊接施工记录完整准确,记录内容真实可追溯。
焊钉栓钉焊接工程检验批质量验收记录
焊钉栓钉焊接工程检验批质量验收记录一、项目基本情况项目名称:焊钉栓钉焊接工程项目位置:XXXXX建设单位:XXXXX监理单位:XXXXX施工单位:XXXXX二、项目质量验收内容1.焊接工艺评定根据焊接工艺文件,对焊钉栓钉焊接工艺进行评定,并进行复试。
复试过程中,检验了焊接材料的质量、焊接工艺参数的合理性以及焊接人员的操作技术等方面。
评定结果符合要求。
2.焊接设备检验对施工现场使用的焊接设备进行了检验,确认设备完好,并进行相应的校正和调试,确保焊接设备的正常运行和可靠性。
3.焊接材料检验对焊钉、栓钉的焊接材料进行了质量检验。
检验项目包括焊接材料的外观质量、化学成分、机械性能等方面。
检验结果符合相关标准要求。
4.焊接工艺检验对焊钉栓钉的焊接工艺进行了检验,确认焊接工艺符合设计要求,焊接工艺参数设置合理,焊接工艺符合焊接规范要求。
5.焊接过程监控对焊接过程进行了监控,通过检查焊接接头的外观质量、焊缝形状和焊缝的尺寸等方面进行评定,确认焊接过程中未出现明显的焊接缺陷和质量问题。
6.非破坏检测采用非破坏检测方法,对焊钉栓钉焊接接头进行了探伤和超声波检测,确认焊接接头的质量符合要求,无焊接缺陷。
7.焊接接头力学性能试验对部分焊接接头进行力学性能试验,检测焊接接头的强度、延伸率、冲击韧性等力学性能指标,验证焊接接头的质量。
8.附属构件安装检验对焊钉栓钉焊接工程的附属构件进行了安装检验,检查构件的安装位置、安装质量等,确认构件的安装符合设计要求。
9.质量验收合格文件编制根据以上各项检验结果,编制质量验收合格文件,记录了焊钉栓钉焊接工程的质量验收情况。
三、质量验收结论经过对焊钉栓钉焊接工程的全面质量检验,结合施工过程中的监理和质量反馈情况,确定该工程的质量验收结论如下:1.焊接工艺评定合格。
2.焊接设备检验合格。
3.焊接材料检验合格。
4.焊接工艺检验合格。
5.焊接过程监控合格。
6.非破坏检测合格。
7.焊接接头力学性能试验合格。