供应商节拍生产表汇编
生产计划排产表格

9/6 9/7 9/8 9/9 9/10 9/11 9/12 9/13 9/14 9/15 9/16 9/17 9/18 9/19 9/20 9/21
9/22 9/23 9/24 9/25 9/26 9/27 9/28 9/29 9/30 10/1 10/2 10/3 10/4 10/5 10/6 10/7
2118 846
480 1032
8/19
1048 950
480 102
8/20 8/21 8/22 8/23 8/24 8/25 8/26 8/27 8/28 8/29 8/30 8/31 9/1 9/2 9/3 9/4 9/5
490 948 608
278 295 106 191 20
316 480 480 480 480 454
12/3 12/4 12/5 12/6 12/7 12/8 12/9 12/10 12/11 12/12 12/13 12/14 12/15 12/16
12/17 12/18 12/19 12/20 12/21 12/22 12/23 12/24 12/25 12/26 12/27 12/28 12/29
11/5 11/6 11/7 11/8 11/9 11/10 11/11 11/12 11/13 11/14 11/15 11/16 11/17 11/18
11/19 11/20 11/21 11/22 11/23 11/24 11/25 11/26 11/27 11/28 11/29 11/30 12/1 12/2
排产
颜 色
底色
已完 成
生产 中
待生 产
大于 交期
结束 排产进 生产
日期
度 状态 8/13 8/14 8/15 8/16 8/17
供应商APQP时间进度表

`项目名称Project 零件名称Part Name 供应商名称Supplier零件编号Part Number修订Revise审核Audit批准Approve修订日期Date Revised任务号Task No.是否适用Applicability负责人Responsible实际完成时间Done Date123456789101112131415161718192021222324252627第五阶段:早期生产遏制Phase 5 Early Production Containment早期生产遏制实施Early Prod. Containment ConductionGP12检查记录/问题改善报告/退出申请GP12 Record,Problem Resolving,Quit Application计划完成时间Due Date 开始时间Start Date 工装样件制造及提交OTS Manufacture & Submission 次级/转包供应商PPAP认可Sub-suppliers PPAP 次级供应商PPAP审核报告Sub-suppliers PPAP audit report & PSW PPAP内部审核Internal PPAP auditPPAP内审报告及改善计划Internal PPAP Audit & Improvement Report 初始过程能力评估Preliminary Capacity Evaluation 初始过程能力分析报告Ppk Report产品和过程特殊特性识别SC/CC Identification过程失效模式分析Process Failure Mode Analysis 生产工装设计和制造Facility Design & Manufacture 模具设计及制造Tooling Design & Manufacture 外观极限样品的建立和批准Appearance BS Approval现场PPAP审核PPAP Audit In Spot 供应商APQP时间进度表Supplier APQP Timing Chart输出文件Documents output制造地Manufacture Location 任务Task工期Time Limited量具检具规划Measurement & Gauge Planning 测量能力检查Measure Capacity Investigation开发时程规划APQP Timing Plan 材料评估Material Evaluation 过程流程规划Process Flow Layout PPAP文件提交PPAP Documents Submission 联系电话Phone供应商项目经理Supplier PM联系电话Phone 伟速达SQE VAST SQE 图面/工程及PPAP试验大纲Drawing/Engineering PPAP Test Plan 供应商APQP时间进度表Supplier APQP Timing Chart 分供方清单及材料清单Sub-supplier & Material List 过程流程图/车间平面布置图Process Flow Chart 特殊特性清单及其控制计划SC/CC Control Plan过程失效模式及效应分析PFMEA设备工装清单Facilities & Equipments List 量具检具及试验设备清单Gauges,Measurements Test Equipments List 模具图纸/模具清单/试模尺寸报告Tooling Drawing, List, Trail Run Report 第一阶段 计划和确定项目Phase 1 Plan & Define Program全尺寸检验报告/原材料材质证明Full Dimension Reports/Material Certificate 检具设计制造Gauges Design & Manufacture 第三阶段 工装样件Phase 3 OTS submission & Approval技术要求评审Technical Requirement AssessmentR@R审核报告及改善计划R@R Audit Report & Improvement ReportPPAP文件包PPAP documents 产品审核报告/改善计划及证据Production Audit Report,Improvement Report 包装仕样书Package StandardGP12控制计划/GP12检查指导书GP12 Control Plan, GP12 Working Instruction第二阶段 过程设计及开发Phase 2 Process Design & Development样件控制计划Pilot Control Plan样件控制计划Pilot Control Plan质量协议签署Quality Agreement Signed 质量协议Quality Agreement测量系统分析/试验设备校验证书MSA,Measurement Validation全尺寸检验报告/原材料材质证明Full Dimension Reports/Material Certificate按节拍生产Run at Rate早期生产遏制规划Early Prod. Containment Plan 模具修理和优化Tooling Modificate &OptimizationT1样件制造及提交T1 Samples Manufacture &Submission 样件性能认可Function Performance Approval 工程试验报告Engineering Test Report外观极限样件Appearance Boundary Samples包装式样策划Package Plan 第四阶段 生产件批准Phase 4 PPAP检具验收报告Gauge Acceptance reportocuments outputTiming Chart Material List hartPlanquipments ListReports/Materialrdlan, GP12 WorkingPlanentt ValidationReports/Materialst Reportndary Samplesce report。
生产节拍计算表格

工序名称
割断
粗铰
粗车
精镗
精车水档
粗珩
精细车
每班总的时间 计划休息及开机,交接班,清洁时间 班数 用餐时间 设备数量 工作时间
小时 分钟/班 班/天 分钟/班 台数 小时/班
8 30 1 30 1 7
8 30 1 30 1 7
8 30 1 30 1 7
8 30 1 30 1 7
8 30 1 30 1 7
44.0 99.67% 0.33% OK NOT OK
顾客代表签字 是
客户接受按节拍生产结果?
否 - 需要采取纠正措施及要求新的按节拍生产试运行
供应商代表签字
日期
精珩
8 30 1 30 1 7
310 44.3 99% 0.1%
7.5 300 1 1
46.0 99.67% 0.33% OK OK
2014-12-25
310 44.3 99% 0.1%
目标
PDR持续时间 共计生产数量 报废 停机时间(含休息)
小时 件 件 小时
6 300 0 1
6.25 300 0 1
6.4 300 0 1
6.2 300 0 1
7 300 0 1
6.5 300 0 1
7.8 300 1 1
实际
节拍时间 节拍生产结果 一次合格率 报废
件/小时 % % 一次通过率 生产节拍
60.0 100.00% 0.00% OK ห้องสมุดไป่ตู้K
57.1 100.00% 0.00% OK OK
55.6 100.00% 0.00% OK OK
57.7 100.00% 0.00% OK OK
50.0 100.00% 0.00% OK OK
供应商进度计划一览表

供应商进度计划一览表
介绍
供应商进度计划一览表是一个用于记录和跟踪供应商交付进度的工具。
它可以帮助项目团队和管理层了解供应商的进展情况,确保项目按时完成。
模板
以下是供应商进度计划一览表的模板,供您参考:
表格字段说明
1. 日期:记录供应商交付计划的日期。
2. 供应商名称:填写供应商的名称。
3. 交付物:填写该供应商所需交付的具体物品或服务。
4. 进度:标注该交付物的完成情况,如"已完成"、"进行中"、"未开始"等。
5. 备注:可用于记录额外的信息或说明。
如何使用
1. 在表格中按日期顺序记录每个供应商的交付计划。
2. 根据实际情况更新每个供应商交付物的完成情况。
3. 在备注栏中添加补充信息或说明(可选)。
注意事项
1. 确保及时更新供应商进度计划一览表,以便跟踪项目的整体
进展。
2. 提醒供应商及时提交进度报告,确保信息的准确性和完整性。
3. 需要密切关注交付物的进度,以便采取必要的措施应对可能
的延迟风险。
以上是供应商进度计划一览表的简要介绍和使用指南。
通过使
用这个工具,您可以更好地管理供应商交付进度,并确保项目顺利
完成。
计划排产表格模板

以下是一个简单的计划排产表格模板。您
交货日期
数量(件)
生产车间
班组长
操作员
备注
产品A
A001
2023-05-01
1000
一车间
张三
李四
产品B
B001
2023-05-02
500
二车间
王五
赵六
产品C
C001
2023-05-03
800
三车间
孙七
刘八
产品A
A002
2023-05-04
1500
一车间
张三
李四
产品B
B002
2023-05-05
600
二车间
王五
赵六
产品C
C002
2023-05-06
900
三车间
孙七
刘八
在表格中填写产品的名称、订单号、交货日期、数量、生产车间、班组长和操作员等信息。可以根据需要添加其他列,例如材料需求、工艺流程等,以更好地进行计划排产。同时,可以为表格设置公式,以便计算生产所需时间、成本等数据。
(精品)生产节拍与产能统计表
1188
22
26136
95%
24829
※
Ⅲ
贵
,
公
能
司
力 确 认
对 生 产 能
(T FT
力 不
M必
足
要
的
数
生
*
产
貴
对
公
应
司
内
能
容
力
(
)
什
, 今 后
麽 时 间 、
的
如
对
何
应
对
计
应
划
※
)
【H】该当部品
N-6内示
差异
差为
・
生産能力 /月
的高峰時 瓶
(+/-) 负
・
- 订单数 颈 =
・
24829
月 20000
上海信耀电子有限公司
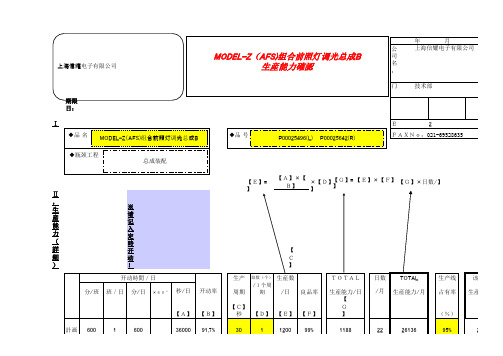
MODEL-Z(AFS)组合前照灯调光总成B 生産能力確認
提出 期限 日:
Ⅰ , ◆品 名
MODEL-Z(AFS)组合前照灯调光总成B
◆品 号
P00025496(L) P00025642(R)
年
月
公
上海信耀电子有限公司
司
名
:
部
门
技术部
T
0
E
2
FAXNo:021-69528635
◆瓶颈工程
总成装配
Ⅱ
,
生Hale Waihona Puke 産 能※ 请 记 入力
定
(
時
詳
开
細
动
)
!
开动時間/日
分/班 班/日 分/日 ×60″ 秒/日 开动率
計画 600
按节拍生产总结表

零件名称 代码 额定生产率 计划运行日期 目标合格零件净数 零件号 更改级别 计划运行小时 /小时 实际班次数 实际小时数 实际停工时间 原因解释
生产总数 总报废量 实际净合格 零 (生产总数 件生产量 -总报废 备注(待解决的 问题) 按节拍生产 建议 通过 客户意见 生产运作部意见 物流部门意见 采购部意见 产品工程部意见 质量部门意见 备注
返修数
待定
不通过
日期
签名/日期 签名/日期 签名/日期 签名/日期 签名/日期 签名/日期 签名/日期
(精编)生产节拍计算表格

工作时间计算
工序名称
每班总的时间 计划休息及开机,交接班,清洁时间 班数 用餐时间 设备数量 工作时间
小时 分钟/班 班/天 分钟/班 台数 小时/班
产量 节拍时间 一次合格率 报废率
件/班 件/小时 % %
PDR持续时间 共计生产数量 报废 停机时间(含休息)
小时 件 件 小时
0
1
1
1
54.5 100.00%
0.00% OK OK
44.0 99.67%
0.33% OK NOT OK
顾客代表签字 供应商代表签字
日期
精珩
8 30
1 30
1 7
310 44.3 99% 0.1%
7.5 300
1 1
46.0 99.67%
0.33% OK OK
2014/12/25
1 7
350 50
99% 0.1%
6.25 300
0 1
57.1 100.00%
0.00% OK
OK
粗车
8 30
1 30
1 7
325 46.4 99% 0.1%
6.4 300
0 1
55.6 100.00%
0.00% OK
OK
精镗
8 30
1 30
1 7
精车水档
8 30
1 30
1 7
325 46.4 99% 0.1%
320 45.7 99% 0.1%
6.2 300
0 1
57.7 100.00%
0.00% OK
OK
7 300
0 1
50.0 100.00%