机器人节拍分析表
机器人冲压自动线的生产节拍优化
欢迎订阅欢迎撰稿欢迎发布产品广告信息E I C Vo l .15 2008 No.6 75 神经网络可以任意精度逼近任何连续函数。
从结构外表看,P I D 神经网络的隐含层神经元的个数过少,但实际上,其中的积分元等价k 个一般神经元,这些一般神经元的输入分别为1,2,…,k -1,k 时刻的输入层神经元输出值的总和值,如图2所示。
由式(1)到式(8)可知,P I D 神经网络中的比例元、积分元和微分元的稳态输入输出特性都属于广义sigm oid 函数,因此它也具有任意连续函数逼近能力。
4 P I D 神经网络进行变桨控制系统的辨识4.1 风机模型以直驱电机为辨识系统,由于风力机与发电机采用直接驱动方式连接,这是一个典型的非线性模型,但这个模型能够反映变速风力发电机组的基本动态特性:J r dωr d t=T a -T e(9)式中:J r ———为风轮的转动惯量;ωr ———为风轮转动的角速度;T a ———为风轮的气动转距;T e ———为发电机获得的转距。
其中,气动力转距T a 由下式表示:T a =12ρC T (λ,β)RS v2(10)风机的转距T e 由下式表示:T e =12ρC P (λ,β)SR 3ω2(11)由式(9)、(10)和(11)得:J r d ωr d t =12ρC T (λ,β)R 3S ω2-12ρC P (λ,β)SR 3ω2(12)令k 1=12ρC T (λ,β)R 3S 1J r ,k 2=12ρC P (λ,β)SR 31J r可得:d ωr d t=(k 1-k 2)ω2离散化后为:ωr (k )-ωr (k -1)=(k 1-k 2)ω2(k )4.2 系统辨识辨识结构图如图3所示,网络采用批学习方法,每隔200个采样点学习一次,目标函数为:E =1200∑200k =1e 2(k )=1200∑200k =1[y (k )-y ′(k )]2图3辨识系统的结构图 图4系统辨识的衰减曲线其中,y (k )为对象的输出,y ′(k )为P I D 神经网络的输出。
机器人冲压生产线节拍仿真评估研究

机器人冲压生产线节拍仿真评估研究山东唐骏欧铃汽车制造有限公司摘要:冲压生产线一般是指两台或两台以上压力机串联组成的生产线。
对于汽车主机厂而言,冲压生产线一般包含四台或五台压力机+相应自动化搬运设备组成。
冲压生产线一般包含垛料台车、拆垛设备、输送设备、搬运设备、压力机、压机间搬运设备、下料设备、成型料输送设备等组成,以实现整线自动化生产的目的。
关键词:冲压线;机器人;仿真评估引言为解决招工难、用工贵等问题,制造业企业逐渐开始转型升级。
对于冲压行业,企业基数大,中小型企业占比高,大部分企业还采用人工手动上下料的生产模式,这种方式效率低、精度不高,且环境较差,易对人体造成损伤。
为此使用机器人代替人工作业,实现产业自动化升级,是中小型冲压加工企业智能化改造的必经之路。
1智能制造时代的意义智能制造时代,是结合现代科学技术的发展,将5G通信技术、工业4.0技术、人工AI技术、电子计算机技术、物联网技术、云技术、大数据等一系列技术进行融合和创新。
一方面,能够将传统制造领域的设计和产业进行优化和升级,能够最大程度降低人工的参与和影响,同时还能够实现产能和产品质量的提升;另一方面,结合多种创新技术,实现智能化机械设计、机械制造等技术目标,能够借助人工AI,对机械产业链进行系统化的分析、设计、制造、加工等一系列流程,提升产业的技术特性和发展潜力,能够利用智能AI系统替代传统人工模式,实现机械制造领域发展的革新和蜕变。
以机械人为例,现代机械人产业能够产生对创新自主意识的思维和想法,能够满足社会多种领域的服务需求,能够最大程度提升产品的智能化水平,能够借助时代的发展进行革新和升级。
2机器人冲压生产线仿真评估2.1机器人轨迹规划机器人轨迹规划的基本思路如图1所示,采用特殊点标准设置方法,其中0点为机器人安装位置或长时间静置时的HOME位置。
正常循环启动时,机器人由0位走到1位,在1位形成此套模具的HOME位;当前一序压力机完成一次冲压,打开一定安全距离后,机器人携带端拾器进入前一序压力机模区的2号点;其中2号点到3号点是竖直下降的过程,这主要是为了机器人携带的端拾器可以更好地与板料贴合,并躲避下模的干涉点;到达3号点时,真空发生器动作,端拾器吸盘建立真空,完成端拾器对于板料的吸附;然后执行3号点到4号点,此区间内,机器人保持竖直方向动作,这是为避免在板料脱离模腔过程中,与下模产生干涉;之后执行4号点到5号点的动作,后序动作与前述相似,不作详细介绍。
机加工节拍计算表

加工区域和加工类别,加工内容和要求 Machining Area/Type Machining Contents/Requirements 顶门关闭 卡盘打开 推杆顶紧 卡盘关闭 车小端面 粗车外圆 精车外圆 精车大端面 粗车内孔 精车内孔 割外圆槽 顶门打开
进给量 进给速度 fr Vf (mm/r) (mm/min)
加工区域和加工类别,加工内容和要求 Machining Area/Type Machining Contents/Requirements 顶门关闭 卡盘打开 推杆顶紧 卡盘关闭 车小端面 粗车内孔 精车内孔 卡盘停转,尾座顶尖 车外圆D143.5 粗车外圆D36.5,D33.5 精车外圆D36.5,D33.5 车大端面 顶门打开,退顶尖
进给量 进给速度 fr Vf (mm/r) (mm/min)
cutting Indexing Position Tool time time time change
2.00 T1001 T1004 T1005 T1001 T1001 T1003 T1001 PWLNL 2525M-08X E16R SCLCL-09 E16R SDUCL-07 PWLNL PWLNL PDJNL PWLNL 2525M-08X 2525M-08X 2525M-11 2525M-08X WNMX 120708-M4PW IC8250 CCMT 09T308-SM IC8250 DCMT 070204-SM IC8250 WNMX 120708-M4PW WNMX 120708-M4PW DNMG 110404-NF WNMX 120708-M4PW IC8250 IC8250 IC8250 IC8250 26.00 23.55 23.55 143.50 36.50 36.50 143.50 15.00 23.55 23.55 143.50 33.50 33.50 36.50 0.50 0.75 0.20 0.50 0.75 0.20 0.50 18.00 85.00 85.00 8.00 115.00 115.00 54.00 200 180 180 200 240 240 200 2000 2635 2635 444 2300 2450 708 0.12 0.30 0.18 0.35 0.25 0.18 0.28 240 791 474 155 575 441 198 4.50 6.45 10.75 3.09 12.00 15.65 16.35 68.79 0.00 1.0 1.0 1.0 1.0 1.0 1.0 1.0 9.00
工业机器人操作与示教_专项职业能力_工作任务分析表0930
3. 能文成工业机器人点位示教; 3.工业机器人坐标点记录方法;
4. 能完成工业机器人手动程序 4.工业机器人坐标点示教方法;
调试; 5.工业机器人HOME点设置方法;
5. 能设置工业机器人HOME点; 6.工业机器人数组/寄存器功能
6. 能使用工业机器人数组/寄存 使用方法; 器功能;
程序; 3. 工业机器人程序恢复的方法;
3. 能恢复已有工业机器人程序; 4. 工业机器人程序导入的方法;
4. 能导入相同工业机器人程序; 5. 工业机器人程序加密的方法;
5. 能对工业机器人程序进行加
密;
第 1页 共 3页
上海市职业培训研究发展中心
《工业机器人操作与示教》工作任务分析表
二 、 工 业 机 器 人 示 教 操 作
三、工业机器人 基础编程
(一)工业机 器人示教器 操作与认知
(二)工业机 器人手动示 教操作
(一)工业机 器人基础编 程
1. 能正确将工业机器人示教器 1.工业机器人示教单元的构成;
与工业机器人控制器连接; 2.工业机器人示教器的认知;
2. 能正确使用功能键按钮; 3.工业机器人示教器菜单的分
3. 能正确使用菜单键按钮
20
技
能 二、工业机器人在线示教
30
要
求
三、工业机器人简单编程
50
合计
100
第 3页 共 3页
类;
4. 能选择工业机器人示教器操 4.工业机器人示教器功能键定
作语言;
义和作用;
5. 能设定工业机器人系统时间; 5.工业机器人校准参数的输入;
6. 能正确操作工业机器人示教 6.工业机器人程序的创建
锻造机器人节拍校验.
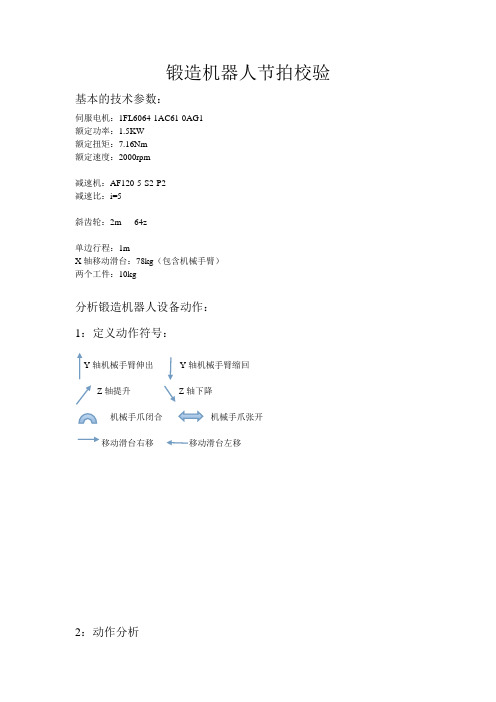
锻造机器人节拍校验基本的技术参数:伺服电机:1FL6064-1AC61-0AG1额定功率:1.5KW额定扭矩:7.16Nm额定速度:2000rpm减速机:AF120-5-S2-P2减速比:i=5斜齿轮:2m 64z单边行程:1mX轴移动滑台:78kg(包含机械手臂)两个工件:10kg分析锻造机器人设备动作:1:定义动作符号:Y轴机械手臂伸出Y轴机械手臂缩回Z轴提升Z轴下降机械手爪闭合机械手爪张开移动滑台右移移动滑台左移2:动作分析① 设定 机械手臂处于提升 状态,机械手臂处于缩回 状态,气爪处于张开 状态右机械爪:左机械爪:② 机械爪已经抓到锻件,并做好左移至2工位的准备料台右机械手爪左机械手爪1工位2工位1状态2状态3状态1状态1状态动作 2状态动作 右机械爪: 左机械爪: 轴承重复2状态 进入第二轮循环移动滑台:③ 机械爪已经将工件送至2工位和料台,并做好右移至1工位重新取料准备④ 机械爪回到1工位,机械手臂处于提升状态,机械手臂处于缩回 状态,气爪处于张开状态,与我们之前设定的状态重合,即完成一个周期的动作。
由此可知一个周期包含3个状态,从示意图可知一个周期可以工件从一个工位移动到另一个工位。
算出一个周期所用的时间,就可以知道一个工件从1工位到2工位所用的时间。
以此类推可以计算出整条线的生产节拍。
综上分析可知一个周期内包含4次Y 轴伸出 ,4次Y 轴缩回 4次Z 轴下降 、4次Z 轴提升 2次气爪闭合、2次气爪张开、1次移动滑台左移 1次移动滑台右移 ,综合统计气缸动作20次(含气缸并行动作)3:锻造机器人各动作所用时间计算3状态移动滑台:Y 轴用时计算:采用MAL_25×150型气缸(由气缸推出力表可知在0.5Mpa 的压力下,推出力为245N 缩回拉力为206N )。
3根15号线轨、3个滑块、一个5kg 锻件、推出重量为4.788Kg (取10Kg 计算)Nf mg u f P u f 3.12121010003.0=+⨯⨯=+⨯=+⨯=摩擦力NN f u 12f ,263:003.0为取力为个密封垫片,密封片阻个滑块,一共取s t s F st t at s s m m F a 12.0/m 37.19103.12-206m a 11.03.235.0101503.235.05.0/3.23103.1224523222≈→===≈⨯⨯=→⨯⨯===-==-同理计算回程时间Y 轴伸出用时0.11s Y 轴缩回用时0.12s 气爪开合时间计算:经查气缸选型手册可知,MHZ2-32D-M9NV 两指气爪的工作频率为60次\分钟,即1秒\次伸缩气缸,由于气爪只进行一次动作夹紧或松开按0.5s 计算气爪闭合用时0.5s气爪张开用时0.5sZ 轴用时计算:采用SDAS_32×65型气缸,、2跟20线轨4个滑块、一个5kg 锻件、推出重量为20.275kg(取21Kg 计算),推出行程为40mm ,类似Y 轴计算Nf mg u f P u f 63.28281021003.0=+⨯⨯=+⨯=+⨯=摩擦力NN f u 28f 5.3,84:003.0为,取密封片阻力为个密封垫片个滑块,一共取st s m f m g F F st t at s s m m f m g F m F a t 11.0/m 1.252163.28-102346m a 20.078.75.01015078.75.05.0/78.72163.2821040223222≈→≈+=-+==≈⨯⨯=→⨯⨯==≈--=--==-同理计算回程时间Z 轴伸出用时0.20s Z 轴下降用时0.11sX 轴用时计算:伺服电机:1FL6064-1AC61-0AG1 额定功率:1.5KW 额定扭矩:7.16Nm 额定速度:2000rpm减速机:AF120-5-S2-P2 减速比:i=5斜齿轮:2m 64z单边行程:1mX 轴移动滑台:78kg (包含机械手臂) 两个工件:10kg移动滑台选用2根25号线轨,4个滑块导向,设计重量为78kg ,2个工件重量为10kg ,考虑到钣金、管路重量选用100kg 计算移动滑台的各项指标Nf mg u f P u f 353210100003.0=+⨯⨯=+⨯=+⨯=摩擦力32f 84:003.0为个密封垫片,取个滑块,一共取f u通过减速机加载到齿轮的输出扭矩为:m 8.35516.7N T =⨯=齿轮 齿轮的分度圆直径:mm mz d 128642=⨯==齿轮对齿条的推力:N N d T F t 560m10128m8.35223-≈⨯⨯==齿轮 移动滑台的加速度:2s /m 25.5kg10035-560m ==-=Nf F a t )(摩擦力以2m/s 的峰值速度计算所用时间:st t t t st t ss m m v s t m s s s m s s m s s m at s s sm sm a v t at v x 88.038.012.038.038.012.0/224.024.0138.038.0)38.0(/25.55.05.038.0/25.5/2321132221213221211=++=++=======--===≈⨯⨯==≈==→=移动滑台右移用时0.88s移动滑台左移用时0.88s4:综合计算时间:左机械爪与右机械爪同时动作,所以时间只需计算一次动作即可锻造机器人节拍分析(理想状态)一个周期移动滑台左机械爪右机械爪说明气缸用时s电磁阀用时s合计用时s1状态Y轴伸出0.110.0190.129 Z轴下降0.110.0190.129气爪闭合0.50.0190.519 Z轴提升0.20.0190.219 Y轴缩回0.120.0190.1392状态移动滑台左移0.880.88 Y轴伸出0.110.0190.129 Z轴下降0.110.0190.129气爪张开0.50.0190.519 Z轴提升0.20.0190.219 Y轴缩回0.120.0190.139移动滑台右移0.880.884.033状态以上表格是按照一个周期的动作进行统计的,得出的结论是一个周期用时4.03s(其中可以改进的地方是气爪的张开和闭合,通过自行设计机械手爪,有望将机械爪的开合时间缩短至0.5s以内)表中电磁阀响应时间参考SMC的选型手册中SY5120系列电磁阀的响应时间。
自动化机械加工生产线节拍分析 (2)

自动化机械加工生产线节拍分析一、引言自动化机械加工生产线是现代工业生产中常见的生产方式之一。
为了提高生产效率和质量,对生产线的节拍进行分析是非常重要的。
本文将详细介绍自动化机械加工生产线节拍分析的标准格式文本。
二、背景自动化机械加工生产线是一种基于机器和自动化设备的生产方式,能够实现高效、精确和连续的加工操作。
为了评估生产线的效率和优化加工过程,对节拍进行分析是必要的。
三、目的本文旨在通过对自动化机械加工生产线的节拍进行分析,了解生产线的运行情况和瓶颈,并提出改进措施,以提高生产效率和质量。
四、方法1. 数据收集:收集自动化机械加工生产线的相关数据,包括加工时间、工序数量、故障时间等。
2. 数据整理:对收集到的数据进行整理和清洗,确保数据的准确性和完整性。
3. 节拍计算:根据整理后的数据,计算生产线的节拍。
节拍可以通过加工时间除以工序数量得到。
4. 节拍分析:对计算得到的节拍数据进行分析,了解生产线的运行情况和瓶颈。
可以通过绘制统计图表、计算平均值和标准差等方式进行分析。
5. 改进措施:根据节拍分析的结果,提出改进措施,以提高生产线的效率和质量。
五、结果经过对自动化机械加工生产线的节拍分析,得到以下结果:1. 平均节拍:根据数据计算得到的平均节拍为X秒/件。
2. 标准差:根据数据计算得到的节拍标准差为X秒/件。
3. 运行瓶颈:根据节拍分析,确定了生产线的运行瓶颈为X工序。
4. 改进措施:针对运行瓶颈,提出了改进措施,包括优化工序流程、增加设备数量等。
六、讨论在本文中,我们对自动化机械加工生产线的节拍进行了详细分析,并提出了改进措施。
然而,由于数据的限制和生产环境的差异,分析结果可能存在一定的误差。
因此,在实际应用中,需要根据具体情况进行调整和优化。
七、结论通过对自动化机械加工生产线的节拍分析,我们可以了解生产线的运行情况和瓶颈,并提出改进措施,以提高生产效率和质量。
这对于优化生产线的运行和提升企业竞争力具有重要意义。
机器人生产节拍优化的途径
机器人生产节拍优化的途径
1. 优化机器人路径规划:通过优化机器人的路径规划,可以减少机器人在生产过程中的移动时间,从而提高生产节拍。
可以使用路径规划算法,如 A*算法、遗传算法等,来寻找最优路径。
2. 提高机器人运动速度:提高机器人的运动速度可以直接减少生产节拍。
可以通过优化机器人的控制系统、提高电机功率等方式来提高机器人的运动速度。
3. 减少机器人等待时间:在生产过程中,机器人可能会因为等待其他设备或操作而浪费时间。
可以通过优化生产流程、减少不必要的等待时间来提高生产节拍。
4. 增加机器人工作时间:增加机器人的工作时间可以提高生产效率。
可以通过增加机器人的数量、延长工作时间等方式来增加机器人的工作时间。
5. 优化机器人的动作:优化机器人的动作可以减少机器人的动作时间,从而提高生产节拍。
可以通过优化机器人的轨迹、减少不必要的动作等方式来优化机器人的动作。
6. 采用多机器人协同工作:采用多机器人协同工作可以提高生产效率。
可以通过合理分配机器人的任务、协同工作等方式来提高多机器人的工作效率。
7. 加强设备维护:加强设备维护可以减少设备故障和停机时间,从而提高生产节拍。
可以通过定期维护、及时修理等方式来加强设备维护。
总之,机器人生产节拍优化需要综合考虑多种因素,并采取相应的措施。
通过不断优化和改进,可以提高机器人的生产效率和降低生产成本。
人机分析表
编号:
工作名称:
部门别:
日期:年月日
□现况□改善
作业员
机器
时间
百分比%
时间
百分比%
单独
共同
等待
总计
作业员
类别
时间刻度
()
类别
机器
作业
时间
时间
作业
人机程序图第页,共页
编号:MM-181
工作名称:把大树枝锯掉
部门别:
日期:年月日
□现况□改善
作业员
机器
时间
百分比%
时间
百分比%
单独
12
25
9
18.7
共同
27
56.3
27
56.3
等待
9
18.7
12
25
总计
48
100
48
100
作业员(老叶)
类别
时间刻度
()
类别
机器(老白)
作业
时间
时间
作业
等待
4
4
拿绳子
拿锯子
4
4
等待
拿梯子并架好
8ห้องสมุดไป่ตู้
8
拿梯子并架好
拿绳子上楼梯、绑住树枝尾端
4
4
等待
拿锯子上楼梯,准备锯树枝
4
4
等待
锯树枝
8
8
抓住绳子
下楼梯
2
2
将绳子拿下
等待
5
5
将树枝拿到庭院外
将梯子放回原位
4
4
将梯子放回原位
将锯子放回原位
5
5
将绳子放回原位