机加工节拍计算表
插补运动(逐点比较法)

1、概述在机床的实际加工中,被加工工件的轮廓形状千差万别,各式各样。
严格说来,为了满足几何尺寸精度的要求,刀具中心轨迹应该准确地依照工件的轮廓形状来生成。
然而,对于简单的曲线,数控装置易于实现,但对于较复杂的形状,若直接生成,势必会使算法变得很复杂,计算机的工作量也相应地大大增加。
因此,在实际应用中,常常采用一小段直线或圆弧去进行逼近,有些场合也可以用抛物线、椭圆、双曲线和其他高次曲线去逼近(或称为拟合)。
所谓插补是指数据密化的过程。
在对数控系统输入有限坐标点(例如起点、终点)的情况下,计算机根据线段的特征(直线、圆弧、椭圆等),运用一定的算法,自动地在有限坐标点之间生成一系列的坐标数据,即所谓数据密化,从而自动地对各坐标轴进行脉冲分配,完成整个线段的轨迹运行,以满足加工精度的要求。
机床数控系统的轮廓控制主要问题就是怎样控制刀具或工件的运动轨迹。
无论是硬件数控(NC)系统,还是计算机数控(CNC)系统或微机数控(MNC)系统,都必须有完成插补功能的部分,只是采取的方式不同而已。
在CNC或MNC中,以软件(程序)完成插补或软、硬件结合实现插补,而在NC中有一个专门完成脉冲分配计算(即插补计算)的计算装置——插补器。
无论是软件数控还是硬件数控,其插补的运算原理基本相同,其作用都是根据给定的信息进行数字计算,在计算过程中不断向各个坐标发出相互协调的进给脉冲,使被控机械部件按指定的路线移动。
有关插补算法问题,除了要保证插补计算的精度之外,还要求算法简单。
这对于硬件数控来说,可以简化控制电路,采用较简单的运算器。
而对于计算机数控系统来说,则能提高运算速度,使控制系统较快且均匀地输出进给脉冲。
经过多年的发展,插补原理不断成熟,类型众多。
从产生的数学模型来分,有直线插补、二次曲线插补等;从插补计算输出的数值形式来分,有基准脉冲插补(又称脉冲增量插补)和数据采样插补。
在基准脉冲插补中,按基本原理又分为以区域判别为特征的逐点比较法插补,以比例乘法为特征的数字脉冲乘法器插补,以数字积分法进行运算的数字积分插补,以矢量运算为基础的矢量判别法插补,兼备逐点比较和数字积分特征的比较积分法插补,等等。
生产运营主要数据的计算方法
生产运营主要数据的计算方法一、生产周期:生产周期是指从原材料投入生产的时候起,到成品完工的时候为止,其间经历的全部日历时间。
机械产品的生产周期通常包括毛坯制造、机械加工、部件装置和总装配等工艺阶段经历的时间,以及各工艺阶段之间的停顿时间之和。
1、生产时间:计划期有效工作时间=计划期制度工作时间×时间利用系数=F×K;计划期制度工作时间(分钟)=(365天-法定节假日天数-休假天数)×8小时×生产班次×60分钟;2、产品均衡生产批量=每月最大生产批量×0.8(系数);3、顺序移动生产;4、平行移动生产:tmax 最长的单件工序时间5、平行顺序移动生产:二、生产节拍:节拍就是流水线上前后出产两件相同产品之间的时间间隔。
节拍是一种期量标准,是流水线设计的重要参数,它决定了流水线的生产能力,以及生产的速度和效率。
(1)计算流水线的节拍:流水线的平均节拍可按下式计算:r =Te/N =Toβ/Nr——流水线的平均节拍N ——计划期制品的产量Te——计划期流水线的有效工作时间To ——计划期流水线的制度工作时间β——工作时间有效利用系数;(2)进行工序同期化:进行工序同期化时,先要粗算一下各工序的设备负荷,凡工序时间大于节拍或大于(n×r)的(r是节拍,n是整数),都要采取措施以压缩这些工序的工序时间。
(3)确定各工序的工作地数(设备数量),计算设备的负荷率。
设备负荷率决定了流水线工作的连续程度。
一般当负荷率低于75%时,宜组织间断流水线。
如果线上大多数工序的工时定额均超过流水线的平均节拍,可以采用两条流水线。
1、生产节拍(R)=计划期有效工作时间(分钟)/计划期产品产量(件)=T/Q;2、生产节奏(Rg)=生产节拍×产品批量=R×N;三、生产能力:1、生产能力=(月/季/年)有效工作时间/单位产品生产周期(日/小时/分钟)×(单位产品生产周期/生产节拍);2、设备生产能力=设备年有效工作时间÷单位产品台时定额;设备有效工作时间=全年工作日数×每天工作小时数×(1-设备停修率);四、生产同期化:生产同期化就是根据流水线节拍的要求,采取各种技术、组织的措施,来调整各工作地的单件作业时间,使它们等于节拍或节拍的整数倍。
工时定额计算方法
工时定额管理规定一、工时定额制定的目的为了提高公司计划管理水平,增加公司经济效益,并为成本核算、劳动定员提供数据,体现按劳分配的原则,特制定本规定。
二、工时定额制定的原则1、制定工时定额必须走群众路线,使其具有坚实的群众路线。
2、制定工时定额应有科学依据,力求做到先进合理。
3、制定工时定额要考虑各车间、各工序、各班组之间的平衡。
4、制定工时定额必须贯彻“各尽所能,按劳分配”的方针。
5、制定工时定额必须要“快、准、全”。
6、同一工序,同一产品只有一个定额,称为定额的统一性。
三、工时定额制定的方法1、经验估工法。
工时定额员和老工人根据经验对产品工时定额进行估算的一种方法,主要应用于新产品试制。
2、统计分析法。
对多人生产同一种产品测出数据进行统计,计算出最优数、平均达到数、平均先进数,以平均先进数为工时定额的一种方法,主要应用于大批、重复生产的产品工时定额的修订。
3、类比法。
主要应用于有可比性的系列产品。
4、技术定额法。
分测时法和计算法两种是目前最常用的方法。
四、工时定额制定的具体措施1、工时定额具有严肃性,工时定额的制定和修订由工时主管部门来执行。
其他部门无权更改。
2、工时定额具体采用技术定额法,同时参考其他方法。
先制订出《车间工时定额标准》和《工时核算方法》,以这两个文件为基础对车间生产产品进行核算,并填写《产品工时明细表》。
3、新产品工时制定流程研发部门确定新产品图纸→技术工艺部制定工时定额→制造公司总经理审批→工时审核小组复查→经理办公会批准生效→生产部、生产车间执行4、老产品工时修定流程技术工艺部修订工时定额→制造公司总经理审批→工时审核小组复查→经理办公会批准生效→生产部、生产车间执行5、生产车间对制定的产品工时有异议时,应与时向技术工艺部和工时审核小组提出,并填写《产品工时修改表》,技术工艺部和工时审核小组每三个月或半年复核一次,报经理办公会批准生效后,生产车间方可执行。
五、工时定额管理体系的建立1、工时定额管理体系实行三级管理制度,集团公司成立工时定额审定小组并设工时审核员1名,各制造公司设工时定额员1~2名,各生产车间设工时核算员1名可兼任。
流水线节拍计算

自动化生产流水线节拍流水线的负荷系数又称编程效率,其值越大,表明流水线的生产效率越高。
流水线上总负荷系数可按下列公式计算:η=T/(N×Pt)其中η为负荷系数Pt为生产节拍=计划期有效工作时间/计划期产品产量=标准总加工时间/作业员人数=有限机种的标准总加工时间/有限机种台数N为工位数T为所有工位完成一个节拍所用时间之合一般以工作地(机器)作计算单元的,流水线的负荷系数不应低于0.75;以操作工人作计算单位的,其流水线的负荷系数应在0.85-0.9以上。
举个例子某一新开设的丁恤衫制衣厂,生产目标为每日1000件T恤杉、每日工作8h。
生产工序和每个工序的日产量如表所示工序名称8H产量1装袋3202缝肩10003缝领5004缝袖9505上袖4006上领4807车边10508开门9009钉纽950①计算这条生产线的生产节拍PtPt=H/Q=8×60/1000=0.48min/件②计算每个工序所需的标准作业时间,结果如表5-8③计算每个工位所需的工位数,结果列于表5-8例如,第一个工序的作业时间第一个工序理论上所需的工位数= 15/0.48=3.1个工序名称作业之间计算工位数实际工位1 1.5 3.1 32 0.48 1 13 0.96 2 24 0.51 1.1 15 1.2 2.5 36 1.0 2.1 27 0.46 0.95 18 0.53 1.1 19 0.51 1.05 1合计7.15 14.90 15④计算出理论上该生产线所需的最小工作位数,即Nmin=[T/Pt]+1=[7.15/0.48]+1=15个⑤计算该生产线平衡后的平均负荷率η=T/(N×Pt)×100%=7.15/(15×0.53) ×100%=89.9&(0.53为作业之间最大的)依照工序流程安排生产线,首先要按照每个工序的难易程度,计算出各工序所需的工作位数目,务必使各工序每小时的总产量大致相同,才能得到一条平衡的生产线,例1中该生产线平衡后实际的节拍应为0.53min,平衡后的工序负荷率为89.9%。
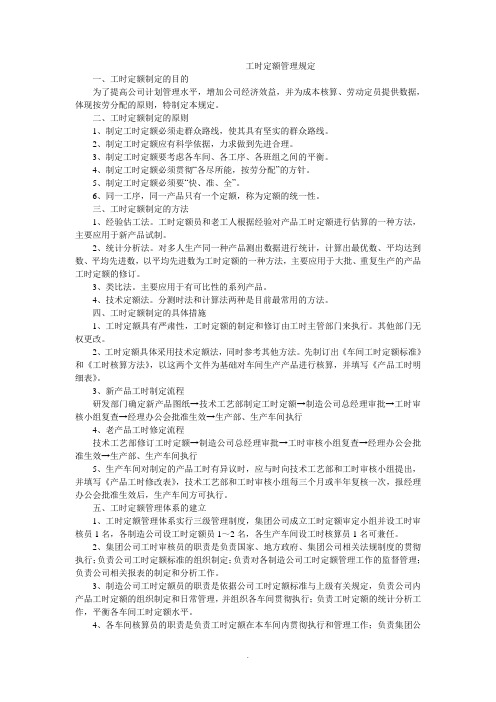
机加工节拍计算表

加工区域和加工类别,加工内容和要求 Machining Area/Type Machining Contents/Requirements 顶门关闭 卡盘打开 推杆顶紧 卡盘关闭 车小端面 粗车外圆 精车外圆 精车大端面 粗车内孔 精车内孔 割外圆槽 顶门打开
进给量 进给速度 fr Vf (mm/r) (mm/min)
加工区域和加工类别,加工内容和要求 Machining Area/Type Machining Contents/Requirements 顶门关闭 卡盘打开 推杆顶紧 卡盘关闭 车小端面 粗车内孔 精车内孔 卡盘停转,尾座顶尖 车外圆D143.5 粗车外圆D36.5,D33.5 精车外圆D36.5,D33.5 车大端面 顶门打开,退顶尖
进给量 进给速度 fr Vf (mm/r) (mm/min)
cutting Indexing Position Tool time time time change
2.00 T1001 T1004 T1005 T1001 T1001 T1003 T1001 PWLNL 2525M-08X E16R SCLCL-09 E16R SDUCL-07 PWLNL PWLNL PDJNL PWLNL 2525M-08X 2525M-08X 2525M-11 2525M-08X WNMX 120708-M4PW IC8250 CCMT 09T308-SM IC8250 DCMT 070204-SM IC8250 WNMX 120708-M4PW WNMX 120708-M4PW DNMG 110404-NF WNMX 120708-M4PW IC8250 IC8250 IC8250 IC8250 26.00 23.55 23.55 143.50 36.50 36.50 143.50 15.00 23.55 23.55 143.50 33.50 33.50 36.50 0.50 0.75 0.20 0.50 0.75 0.20 0.50 18.00 85.00 85.00 8.00 115.00 115.00 54.00 200 180 180 200 240 240 200 2000 2635 2635 444 2300 2450 708 0.12 0.30 0.18 0.35 0.25 0.18 0.28 240 791 474 155 575 441 198 4.50 6.45 10.75 3.09 12.00 15.65 16.35 68.79 0.00 1.0 1.0 1.0 1.0 1.0 1.0 1.0 9.00
自动化生产流水线节拍、设备利用率计算

自动化生产流水线节拍、设备利用率计算-CAL-FENGHAI-(2020YEAR-YICAI)_JINGBIAN自动化生产流水线节拍流水线的负荷系数又称编程效率,其值越大,表明流水线的生产效率越高。
流水线上总负荷系数可按下列公式计算:η=T/(N×Pt)其中η为负荷系数Pt为生产节拍=计划期有效工作时间/计划期产品产量=标准总加工时间/作业员人数=有限机种的标准总加工时间/有限机种台数N为工位数T为所有工位完成一个节拍所用时间之合一般以工作地(机器)作计算单元的,流水线的负荷系数不应低于;以操作工人作计算单位的,其流水线的负荷系数应在-以上。
举个例子某一新开设的丁恤衫制衣厂,生产目标为每日1000件T恤杉、每日工作8h。
生产工序和每个工序的日产量如表所示工序名称 8H产量1装袋 3202缝肩 10003缝领 5004缝袖 9505上袖 4006上领 4807车边 10508开门 9009钉纽 950①计算这条生产线的生产节拍PtPt=H/Q=8×60/1000=/件②计算每个工序所需的标准作业时间,结果如表5-8③计算每个工位所需的工位数,结果列于表5-8例如,第一个工序的作业时间第一个工序理论上所需的工位数= 15/=个工序名称作业之间计算工位数实际工位1 32 1 13 2 24 15 36 27 18 19 1合计 15④计算出理论上该生产线所需的最小工作位数,即Nmin=[T/Pt]+1=[]+1=15个⑤计算该生产线平衡后的平均负荷率η=T/(N×Pt)×100%=(15× ×100%=&依照工序流程安排生产线,首先要按照每个工序的难易程度,计算出各工序所需的工作位数目,务必使各工序每小时的总产量大致相同,才能得到一条子衡的生产线,例1中该生产线平衡后实际的节拍应为(瓶颈工作地节拍),平衡后的工序负荷率为%。
流程的“节拍”(Cycle time)是指连续完成相同的两个产品(或两次服务,或两批产品)之间的间隔时间。
机加工价格计算公式自动化公司
机加工价格计算公式自动化公司1.加工时间:机加工的价格计算中,首先需要考虑到的是加工所需的时间。
不同的零部件、复杂程度和机床的类型等都会对加工时间产生影响。
通常,机加工的时间可以用以下公式来计算:加工时间=(加工长度/车削进给速度)+紧急停机时间2.加工方式:机加工的方式也会对价格产生影响。
常见的机加工方式有铣削、车削、钻孔等,每种方式都有不同的设备和加工难度,因此需要根据具体情况进行计算。
3.刀具刃数和寿命:刀具在机加工过程中扮演着至关重要的角色,刃数和寿命的选择也会影响价格的计算。
刃数多的刀具通常可以提高加工效率,但价格也会相应提高。
4.其他费用:除了上述基本因素外,还需要考虑一些其他费用,例如人工费用、能源费用、车削刀片成本等。
这些费用通常是根据实际情况进行估算和计算的。
除了上述基本因素外,还有一些其他因素可能会对机加工价格的计算产生影响,例如加工材料的成本、加工的工艺要求(如精度要求、表面处理等)、生产批量等。
对于机加工价格计算的自动化,可以通过建立适当的软件或工具来实现。
这些软件或工具可以根据用户输入的相关参数,自动计算出机加工价格,并提供详细的报价单或价格明细。
在实际应用中,为了准确计算机加工价格,并提高计算的自动化水平,可以建立包括机床数据、刀具数据、加工数据和成本数据等在内的数据库,并通过合理的算法和模型来进行计算和预测。
同时,结合数据分析和机器学习等技术,还可以对历史数据进行分析和挖掘,以改进价格计算的准确性和自动化水平。
总之,机加工价格的计算涉及多个因素,可以通过合理的公式和自动化工具来实现。
通过建立适当的软件或工具,并结合数据分析和机器学习等技术,可以实现机加工价格计算的自动化,并提高计算的准确性和效率。
不同移动方式工件加工周期的计算
一、不同移动方式下工件加工周期的计算1.顺序移动方式。
这种移动方式是最简单的方式,它是指一批工件在一道工序上加工完成后,才整批转入下一道工序。
这种加工方式的加工周期最长。
加工周期的计算也很简单,即将各道工序加工时间直接相加即可,也等于各工序的单件加工时间之各再乘以工件的批量。
例如批改一本试卷,试卷共有5种题型,分别由5位老师批阅,5位老师的批阅时间分别为1分钟,2分钟,3分钟,4分钟,5分钟。
如果这本试卷共有50份,问批阅完这本试卷共需要多少时间?这就是一个典型的顺序移动方式。
根据公式:这种方式在加工过程中,当一道工序加工时,后续工序只能等待。
2.平行加工方式。
这种移动方式是时间最短的一种。
这种移动方式是前一道工序加工完一个工件后,立即将其转入下一道工序,这种方式的特点是多个工序同时工作,因而加工周期最短。
计算公式是:仍以上面提到的批阅试卷为例,假设我们将试卷拆开,变成一份一份的,这样,老师们在批阅时就可以采用顺序移动方式,一个老题批阅完一道题后,立即将试卷转给下一位老师。
这时的总批阅时间变为:如果我们再将条件加以修改,如果试卷仍然密封不能拆开,假设共有10本试卷需要批阅,这个时候我们就可以将一本试卷作为一个工件,采用平行加工方式。
加工周期变为:因此在这里除了会计算加工周期外,主要是判断哪些是加工方式是顺序方式,哪些是平行方式。
二、流水线节拍及在制品的计算如果我们将上述平行加工的例子变为各工序的加工时间相等,这就变成了流水生产。
流水生产最重要的特征是按节拍生产。
围绕节拍的计算是一个重要的计划问题。
不仅要会计算节拍,而且要能够活用节拍计算公式计算制度工作时间和废品率。
其实最主要的两个指标是全年的有效工作时间和全年需要生产的产品产量(这里包括了正品与废品)。
当然为了计算简便,有时题目会给定全年的制度工作天数及工作班次与每班的工作时间。
如果没有限定全年的制度工作天数,就要按照教材P65的方法计算,即(365—104—10)。
机械加工工艺手册切削速度表
机械加工工艺手册切削速度表摘要:1.引言:机械加工工艺的重要性2.切削速度的定义及影响因素3.机械加工工艺手册中切削速度表的运用4.如何根据切削速度表优化加工过程5.结论:提高切削速度,提高加工效率正文:【引言】在机械加工行业中,加工工艺起着至关重要的作用。
而切削速度作为衡量加工效率的重要指标,更是每一个从业者都需要掌握的关键参数。
为了帮助大家更好地理解和应用切削速度,本文将详细介绍机械加工工艺手册中的切削速度表,并教大家如何根据表格优化加工过程。
【切削速度的定义及影响因素】切削速度是指刀具在加工过程中切削的材料厚度与切削时间的比值。
它的大小直接影响到加工过程中的切削力、切削温度以及刀具磨损等。
切削速度的影响因素包括刀具材料、工件材料、切削深度、进给速度和刀具几何参数等。
【机械加工工艺手册中切削速度表的运用】在机械加工工艺手册中,切削速度表是一个非常重要的部分。
它为从业者提供了各种刀具材料、工件材料以及切削深度下的推荐切削速度。
通过查阅这个表格,大家可以了解到在不同条件下,什么样的切削速度可以实现最佳的加工效果。
【如何根据切削速度表优化加工过程】1.提高切削速度:在保证加工质量的前提下,适当提高切削速度可以提高加工效率。
但要注意,过高的切削速度会导致刀具磨损加剧,影响加工精度。
2.选择合适的刀具材料:根据工件材料和加工条件,选择具有较高切削速度的刀具材料。
例如,高速钢刀具适用于一般加工,而硬质合金刀具适用于难加工材料。
3.合理设置刀具几何参数:根据切削速度表,调整刀具的前角、主偏角和刃倾角等几何参数,以实现最佳切削效果。
4.控制切削深度和进给速度:在保证加工质量的前提下,适当增加切削深度和进给速度,可以提高加工效率。
但要注意,过大的切削深度和进给速度会导致加工过程中出现过切、振动等问题。
5.合理安排冷却和润滑:合理选择冷却液和润滑剂,可以降低切削温度,减少刀具磨损,提高切削速度。
【结论】总之,掌握切削速度和运用切削速度表是提高机械加工效率的关键。
生产运作管理计算题标准步骤(2)
生产运作管理共有五道计算类型题:标黄色的表示做题时,必须要阐述写清的。
一、装配线平衡的方法1.(在答题纸上划出题中要求的网络图)2.节拍计算:节拍r=计划期有效工作时间/计划期计算产量3.计算满足节拍需要的工作地的最小数量理论值。
S min=[工序时间之和/节拍](最终结果进位取整)4.组织工作地。
按节拍要求分配组织各工作地的工序(在网络图上标)。
分配时要遵循:保证各工序之间的先后顺序;各工作地的作业时间应尽量接近或等于节拍;工作地数目尽量少。
5.评价装配平衡的效率:装配线的效率=完成作业所需时间/实际工作地数*节拍二、用代表产品法或假定产品法计算设备生产能力1.代表产品法的步骤:①选定代表产品。
因*产品计划产量(或计划产量与台时定额之积)最大,故选*产品为代表产品。
②计算换算系数。
见表中第③项。
(以代表产品的台时定额为分母,其它产品的台时定额为分子,计算每种产品的换算系数。
)(将每个产品的换算系数填入表格中)③计算表中第④项。
(用每种产品的计划产量乘换算系数,得出用代表产品表示的产量。
并填入表中。
)④计算产量比重。
见表中第⑤项。
每个产品的产量/总产量⑤计算生产能力:表中第⑥项设备生产能力=设备年有效工作小时数/代表产品台时定额 = **=年有效工作日*每天工作小时数*设备台数*(1-设备检修率)/代表产品台时定额(生产能力取整,小数部分只舍不入),结果填入表中。
⑥按产量比重计算各产品生产能力⑦=生产能力⑥*比重⑤/换算系数③,将各产品生产能力填入表中。
⑦如生产能力大于计划产量,则表示能力满足计划需求;•(或如生产能力小于计划产量,则表示生产能力不足,企业应想办法增加生产能力来满足需求。
)2.假定产品法的步骤:①计算假定产品台时定额。
③=(每种产品的计划产量与台时定额乘积的和/总产量)=①A*②A+①B*②B+①C*②C+①D*②D/总产量②计算产量比重。
见表中第④项。
每个产品的产量/总产量③计算设备生产能力=设备年有效工作小时数/代表产品台时定额 = **=年有效工作日*每天工作小时数*设备台数*(1-设备检修率)/代表产品台时定额(生产能力取整,小数部分只舍不入),结果填入表中。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
进给量 进给速度 fr Vf (mm/r) (mm/min)
cutting Indexing Position Tool time time time change
2.00 T1001 T1004 T1005 T1001 T1001 T1003 T1001 PWLNL 2525M-08X E16R SCLCL-09 E16R SDUCL-07 PWLNL PWLNL PDJNL PWLNL 2525M-08X 2525M-08X 2525M-11 2525M-08X WNMX 120708-M4PW IC8250 CCMT 09T308-SM IC8250 DCMT 070204-SM IC8250 WNMX 120708-M4PW WNMX 120708-M4PW DNMG 110404-NF WNMX 120708-M4PW IC8250 IC8250 IC8250 IC8250 26.00 23.55 23.55 143.50 36.50 36.50 143.50 15.00 23.55 23.55 143.50 33.50 33.50 36.50 0.50 0.75 0.20 0.50 0.75 0.20 0.50 18.00 85.00 85.00 8.00 115.00 115.00 54.00 200 180 180 200 240 240 200 2000 2635 2635 444 2300 2450 708 0.12 0.30 0.18 0.35 0.25 0.18 0.28 240 791 474 155 575 441 198 4.50 6.45 10.75 3.09 12.00 15.65 16.35 68.79 0.00 1.0 1.0 1.0 1.0 1.0 1.0 1.0 9.00
1.00 1.0
1) 2) 3) 4) 5) 6) 7)
8) 割退刀槽(45度R1.0~R0.7)
1.0 1.0 1.0 1.0 6.00 3.0 11.00
工时合计 工序单件加工节拍
1.00 1.0 1.0 1.0
1) 2) 3) 2) 3) 4) 5)
4.0 1.0
1.0 6.00 3.0 15.00
工时合计 工序单件加NE MODEL 设备型号 MACHINE NAME 设备名称 PART NAME 工件名称 DRAWING NO. 图号 MATERIAL 材质 TIME ANALYSIS REAL CUTTING TIME 实际切削时间 INDEX TIME 附加轴旋转时间 POSITIONING TIME 定位时间 TOOL CHANGE TIME 换刀时间 HANDLE TIME 装卸时间 TOTAL TIME 工件总时间 工步 Item TABLE S AE 1050(50#钢) 时间分析表 71.86 0.00 10.00 6.00 11.00 98.86 刀具资料 刀号 No 刀杆型号(ISCAR) QSM200L-500 卧式车床 机床配置: OP20专用卡盘 排屑器 对刀仪 大流量冷却 卡盘吹气 要求节拍(件) 每年工作天数(天) 每天工作班数(班) 每班工作时间(小时) 设备运转率(%) 要求年产量(件) 要求节拍(秒) Cutter Data 刀片型号(ISCAR) 最大直径 Max diameter 300 2 11 85% 400000 50 切削长度 最小直径 背吃刀量 Min ap diameter 总长 Total 切削参数 切削速度 转速 Vc n (m/min) (r/min) Cutting Data 切削时间 辅助时间 X,Z轴 时间 换刀时间 其他时间 工步时间 Other time 3.00 3.00 1.00 1.00 Sub. Time 3.00 3.00 4.00 1.00 2.83 9.77 17.40 18.87 10.34 15.90 6.67 3.00 98.86 98.86 工艺图:
cutting Indexing Position Tool time time time change
2.00 T1001 T1001 T1002 T1002 T1003 T1004 T1005 T1006 PWLNL 2525M-08X PWLNL 2525M-08X SVXCL 2525M-16 SVXCL 2525M-16 E20R SCLCL-09* E20R SDUCL-11* GHDL 25-3 SVJCL 2525M-16 WNMX 120708-M4PW IC8250 WNMX 120708-M4PW IC8250 VCMT 160404-SMIC8250 VCMT 160404-SMIC8250 CCMT 09T308-SM IC8250 DCMT 11T304-SM IC8250 GIF 4.00E-0.40 IC908 VCMT 160408-SMIC8250 41.00 60.12 60.12 143.50 28.91 28.91 60.00 40.00 25.00 40.00 40.00 60.12 27.00 27.00 51.60 37.10 0.50 0.75 0.25 0.25 0.75 0.25 8.00 60.00 60.00 60.00 95.00 95.00 10.00 4.00 200 215 230 230 200 200 150 180 1930 1368 1463 719 2278 2278 856 1487 0.30 0.30 0.15 0.28 0.30 0.18 0.15 0.15 579 410 219 201 684 410 128 223 0.83 8.77 16.40 17.87 8.34 13.90 4.67 1.08 71.86 0.00 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 10.00
加工区域和加工类别,加工内容和要求 Machining Area/Type Machining Contents/Requirements 顶门关闭 卡盘打开 推杆顶紧 卡盘关闭 车小端面 粗车内孔 精车内孔 卡盘停转,尾座顶尖 车外圆D143.5 粗车外圆D36.5,D33.5 精车外圆D36.5,D33.5 车大端面 顶门打开,退顶尖
加工区域和加工类别,加工内容和要求 Machining Area/Type Machining Contents/Requirements 顶门关闭 卡盘打开 推杆顶紧 卡盘关闭 车小端面 粗车外圆 精车外圆 精车大端面 粗车内孔 精车内孔 割外圆槽 顶门打开
进给量 进给速度 fr Vf (mm/r) (mm/min)
OP10
MESSRS 客户 MACHINE MODEL 设备型号 MACHINE NAME 设备名称 PART NAME 工件名称 DRAWING NO. 图号 MATERIAL 材质 TIME ANALYSIS REAL CUTTING TIME 实际切削时间 INDEX TIME 附加轴旋转时间 POSITIONING TIME 定位时间 TOOL CHANGE TIME 换刀时间 HANDLE TIME 装卸时间 TOTAL TIME 工件总时间 工步 Item TABLE S AE 1050(50#钢) 时间分析表 68.79 0.00 9.00 6.00 15.00 98.79 刀具资料 刀号 No 刀杆型号(ISCAR) QSM200L-500 卧式车床 机床配置: OP10专用卡盘 排屑器 对刀仪 大流量冷却 卡盘吹气 要求节拍(件) 每年工作天数(天) 每天工作班数(班) 每班工作时间(小时) 设备运转率(%) 要求年产量(件) 要求节拍(秒) Cutter Data 刀片型号(ISCAR) 最大直径 Max diameter 300 2 11 85% 400000 50 切削长度 最小直径 背吃刀量 Min ap diameter 总长 Total 切削参数 切削速度 转速 Vc n (m/min) (r/min) Cutting Data 切削时间 辅助时间 X,Z轴 时间 换刀时间 其他时间 工步时间 Other time 3.00 3.00 1.00 1.00 Sub. Time 3.00 3.00 4.00 1.00 6.50 8.45 12.75 4.00 5.09 13.00 16.65 18.35 3.00 98.79 98.79 工艺图: