定位误差计算
定位误差的分析与计算

定位误差的分析与计算一、定位误差的概念和原因定位误差是指定位系统测量结果与真实位置之间的差异或偏差。
在现代生活中,定位系统广泛应用于导航系统、无人驾驶、无人飞行器等领域,而定位误差对于系统的准确性和可靠性至关重要。
1.信号传播误差:这是由于信号在传播过程中受到大气中的影响,如电离层、大气湿度等所产生的误差。
这种误差对于GPS系统尤为明显,导致多径效应、钟差误差等。
2.接收机误差:接收机的硬件和软件系统可能存在不同程度的误差。
硬件方面,接收机的时钟精度、天线阻抗匹配等问题都可能导致定位误差。
软件方面,接收机的算法、数据处理等也可能引入误差。
3.观测误差:观测误差是指由于测量设备的精度或不完善性所导致的误差。
例如,测量设备的精度限制了对信号强度、TOA(Time of Arrival)等参数的准确测量。
4.环境因素:环境因素也是定位误差产生的原因之一、比如,建筑物、树木、走廊等物体会对信号传播产生阻碍和衍射,从而影响接收机的测量结果。
5.多径效应:多径效应是指信号传播过程中,信号除了直射到达接收机外,还经历了反射,导致信号的多个传播路径同时到达接收机。
多径效应会产生明显的信号干扰和测量误差。
二、定位误差的计算方法1.位置误差计算:位置误差是指实际测量位置与真实位置之间的距离差异。
一种常见的计算方法是通过比较GPS测量点与参考点之间的差异来计算位置误差。
通过收集多个测量点的数据,可以使用最小二乘法进行曲线拟合,从而计算出测量点与真实位置之间的距离差异。
2.时间误差计算:时间误差是指实际测量时间与真实时间之间的差异。
在GPS系统中,时间误差主要由于卫星钟的钟差所引起。
通过GPS接收机接收到的卫星信号的时间戳和GPS接收机内部的时间戳之间的差异,可以计算出时间误差。
4.误差修正算法:为了减小定位误差,可以使用一些误差修正算法来对测量结果进行修正。
一种常见的方法是差分GPS技术,通过使用两个或多个接收机接收同一卫星信号,对测量结果进行差分处理,从而减小定位误差。
定位误差的分析与计算_new
为保证加工要求,上述三项误差合成后应小于或等于
工件公差δ。
3
即:
△定+ △安-调+ △过 ≤ δ
在对定位方案进行分析时,可以假设上述三项误差各占工 件公差的1/3。
则有:
△定≤ δ/3
此就是夹具定位误差验算公式。
4
1. 造成定位误差的原因
造成定位误差的原因有两个。
⑴定位基准与设计基准不重合,产生基准不重合误 差△不。 ⑵定位基准与限位基准不重合,产生基准位移误差 △基(也叫定位副制造不准确误差)。
17
合成时,若设计基准不在定位基面上(设计基准 与定位基面为两个独立的表面),即基准不重合误 差与基准位移误差无相关公共变量。
△定=△基+△不 合成时,若设计基准在定位基面上,即基准不重 合误差与基准位移误差有相关的公共变量。
△定=△基±△不
18
+ - 确定方法:
定位基面与限位基面接触,定位基面直径由小变 大(或由大变小),分析定位基准变动方向。
本例中∆定1 > ∆定2 > ∆定3 。
26
3.常见定位方式定位误差的计算
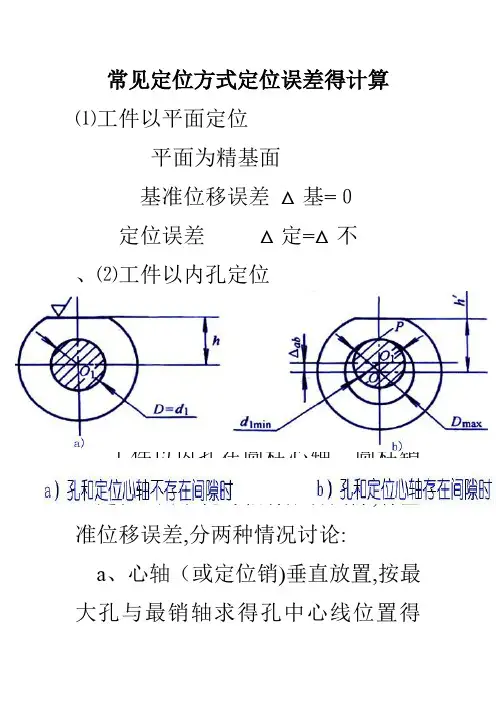
⑴工件以平面定位
平面为精基面
基准位移误差 △基=0
定位误差
△定=△不
注:若为毛坯面,则仍有△基
27
⑵工件以内孔定位
28
①工件孔与定位心轴(或销)采用间隙配合的定位误 差计算 △定 = △不 + △基
工件以内孔在圆柱心轴、圆柱销上定位。由于孔与轴有配 合间隙,有基准位移误差,分两种情况讨论:
a.心轴(或定位销)垂直放置,按最大孔和最销轴求得孔 中心线位置的变动量为:
△基 = δD + δd + △min = △max =孔Dmax-轴dmin (最大间隙) b.心轴(或定位销)水平放置,孔中心线的最大变动量
定位误差的分析与计算
华北航天工业学院教案教研室:机制工艺授课教师:陈明第十章机床夹具的设计原理第三节定位误差的分析与计算一批工件逐个在夹具上定位时,各个工件在夹具上所占据的位置不可能完全一致,以致使加工后各工件的加工尺寸存在误差,这种因工件定位而产生的工序基准在工序尺寸上的最大变动量,称为定位误差,用∆D表示。
一、定位误差的组成1.基准不重合误差如前所述,当定位基准与设计基准不重合时便产生基准不重合误差。
因此选择定位基准时应尽量与设计基准相重合。
当被加工工件的工艺过程确定以后,各工序的工序尺寸也就随之而定,此时在工艺文件上,设计基准便转化为工序基准。
设计夹具时,应当使定位基准与工序基准重合。
当定位基准与工序基准不重合时,也将产生基准不重合误差,其大小对于定位基准与工序基准之间尺寸的公差,用∆B表示。
工序基准与定位基准之间的尺寸就称为定位尺寸。
2.基准位移误差工件在夹具中定位时,由于工件定位基面与夹具上定位元件限位基面的制造公差和最小配合间隙的影响,从而使各个工件的位置不一致,给加工尺寸造成误差,这个误差称为基准位移误差,用∆Y表示。
基准位移误差的大小对应于因工件内孔轴线与心轴轴线不重合所造成的工序尺寸最大变动量。
当定位基准的变动方向与工序尺寸的方向相同时,基准位移误差等于定位基准的变动范围,即∆Y = ∆i当定位基准的变动方向与工序尺寸的方向不同时,基准位移误差等于定位基准的变动范围在加工尺寸方向上的投影,即∆Y = ∆i cos a二、各种定位方式下定位误差的计算1.定位误差的计算方法如上所述,定位误差由基准不重合误差与基准位移误差两项组合而成。
计算时,先分别算出∆B和∆Y,然后将两者组合而成∆D。
组合方法为:如果工序基准不在定位基面上:∆D =∆Y + ∆B如果工序基准在定位基面上:∆D = ∆Y±∆B式中“+”、“-”号的确定方法如下:1)1)分析定位基面直径由小变大(或由大变小)时,定位基准的变动方向。
常见定位方式定位误差的计算
常见定位方式定位误差得计算⑴工件以平面定位平面为精基面基准位移误差△基=0定位误差△定=△不、⑵工件以内孔定位①工件孔与定位心轴(或销)采用间隙配合得定位误差计算△定= △不+ △基工件以内孔在圆柱心轴、圆柱销上定位。
由于孔与轴有配合间隙,有基准位移误差,分两种情况讨论:a、心轴(或定位销)垂直放置,按最大孔与最销轴求得孔中心线位置得变动量为:△基= δD+ δd+△min = △max =孔Dmax-轴dmin (最大间隙)b、心轴(或定位销)水平放置,孔中心线得最大变动量(在铅垂方向上)即为△定△基=OO'=1/2(δD+δd+△mi n)=△max/2或△基=(Dmax/2)-(dmin /2)=△max/2= (孔直径公差+轴直径公差) / 2②工件孔与定位心轴(销)过盈配合时(垂直或水平放置)时得定位误差此时,由于工件孔与心轴(销)为过盈配合,所以△基=0。
对H1尺寸:工序基准与定位基准重合,均为中心O,所以△不=0对H2尺寸:△不=δd/2⑶工件以外圆表面定位A、工件以外圆表面在V型块上定位由于V型块在水平方向有对中作用。
基准位移误差△基=0B.工件以外圆表面在定位套上定位定位误差得计算与工件以内孔在圆柱心轴、圆柱销上定位误差得计算相同。
⑷工件与"一面两孔"定位时得定位误差①“1”孔中心线在X,Y方向得最大位移为:△定(1x)=△定(1y)=δD1+δd 1+△1min=△1max(孔与销得最大间隙)②“2”孔中心线在X,Y方向得最大位移分别为:△定(2x)=△定(1x)+2δLd(两孔中心距公差)△定(2y)=δD2+δd2+△2min=△2max③两孔中心连线对两销中心连线得最大转角误差:△定(α)=2α=2tan-1[(△1max+△2max)/2L](其中L为两孔中心距)以上定位误差都属于基准位置误差,因为△不=0。
需要指出得就是定位误差一般总就是针对批量生产,并采用调整法加工得情况而言。
第2节 定位误差分析与计算.
(A3)=
2(H – h)tanΔα
(A1)
Δdw(A1) = Δjb(A1)+ Δjy
= δA2 + 2(H – h)tanΔα
2.定位误差的计算方法
1)极限位置法(几何作图法)
先根据工件的定位方案,画出工序(设计)基准
相对起始(调刀、限位)基准最大与最小的两个极限
位置,再根据几何关系求出这两个极限位置间的距离,
jy
4 .如图车外圆,要求外圆对内孔有同轴度要求,已知心 0.009 轴直径为 30- - 0.025 ,计算工件内外圆的同轴度的定位误差 △dw。
jy
5.钻孔O,a)为工序图,图b)~f)为不同定位方案,试分别 计算各种方案的定位误差。
求: Δdw(30)= ?
解:分析可知 Δjb(30)≠ 0 ; Δjy(30)≠ 0 得: Δjb (30)= 0.03/2 + 0.02 = 0.035 0.02 Δjy(30)= = 0.014 0 2 sin 45 Δdw(30)= Δjb (30)+ Δjy(30)= 0.049
已知:大圆直径公差为0.03,小圆直径公差为0.02,同轴度误差为0.02,
0.02,同轴度误差为0.02,定位套直径
公差为0.04。 解:分析得 Δjb (30) ≠ 0,Δjy (30) ≠ 0
Δjb (30) = 0.03/2 + 0.02 = 0.035
0.04 0.02 0.01 0.07
Δjy (30) =
Δdw (30)=Δjb (30) + Δjy (30) =0.105
0.03
解:分析 Δjb (59) ≠ 0 ;Δjy (59) ≠ 0
0 . 12 Δjb (59) = 0.04 0.1 2
2.5定位误差的分析与计算(二) 改

D2 min X 2 min 则 b 2a
式中
X 2 min—菱形销与孔之间的最小配合间隙,mm;
a—满足工件顺利装卸的补偿量,mm。
a TLD TLd 2
LOGO
2.5 定位误差的分析与计算(二)
菱形销圆柱部分的宽度b可查手册确定, 则由上式得
Y O 1O 2 δ d 2 sin( / 2)
LOGO
2.5 定位误差的分析与计算(二)
M1
d max /2
d min /2
工序尺寸A3的定位误差
δ d 2
M2 O
工件定位 外圆直径 由大变小
δ d
ΔY O 1O 2
δ d 2 sin( α/ 2)
ΔB与ΔY同向
δ 1 Δ D=Δ Y+Δ B= d [ +1] 2 sin(α/ 2)
LOGO
A3
M2
2.5 定位误差的分析与计算(二)
M1
d max /2
d m in /2
O
δ d 2
d max /2
d mi n /2
C1 C2
ΔY O 1O 2
δ d 2 sin( α/ 2)
工件定位 外圆直径 由大变小
δ d
δ 1 Δ D=Δ Y-Δ B= d [ -1] 2 sin(α/ 2)
复习
1.定位误差的概念
(1)基准不重合误差 △ B (2)基准位移误差 △Y
2.工件以平面定位误差计算
精基准平面定位时,一般认定△Y=0, △D=△B
3.以圆孔定位时的定位误差计算
LOGO
Page 2
2.5 定位误差的分析与计算(二)
定位误差
工序基准:孔的轴线 定位基准:孔的轴线
d = jy
工序尺寸标注为H2
工序基准:孔上母线 定位基准:孔的轴线
基准不重合 有基准不重合误差jb
H'2 H O= O1 d/2 Y d -d O1 H O
H''2 (D+D)/2
D + D
孔最小、心轴最大
/
P
d(H2)= jy+ jb
工序尺寸标注为H3
d(H3)=H''3–H'3 H'3 =d/2 +H H''3=(d–d)/2 + H+ jy
H'3 H
O
jy
O'
H''3
d/2 (d–d)/2
δd 1 Δd H 1 3 α 2 sin 2
如果两者的变动方向相同,则取“ + ”号, 如果两者的变动方向相反,则取 “ - ”号。
H1
H2
工序尺寸不同的 标注方式
H3
d0 d0
工件在水平心轴上定位时的定位误差计算 工序尺寸标注为H1
当孔最大、心轴最小
H1min O O1 H1max
Dmax= D+ D ;
dmin= d – d
jy=(Dmax–dmin)/2 = (D +d)/2
Y
D +D
d -d
d = H1max – H1min = jy
基准不重合误差:工序基准相对于定位基准在加 工方向上的最大位置变动量。(用△jb表示可简化为
△B )
定位误差分析计算
式中:
d2max——第2个定位销的最大直径; D2min——第2个定位孔的最小直径; X2min——两孔同时定位时, 在极限情况下, 第2个定位副
(1)正确处理过定位; (2) 控制各定位元件对定位误差的综合影响。
2. 解决一面两孔定位问题的有效方法
(1) 以两个圆柱销及平面支承定位。由上述分析可知, 工件以一面两孔在夹具平面支承和两个圆柱销上定位时,出现 过定位。当工件上第一个定位孔装上定位销后, 由于孔间距 和销间距有制造误差,第二个定位孔将有可能装不到第二个定 位销上。解决的方法是:通过减小第二个定位销的直径来增加 连心线方向上定位副的间隙,达到解决两孔装不进定位销的矛 盾。
ΔB2d
ΔY2s
d in(/2)
分析:当定位外圆直径由大变小时,定位基准下移,从而使
工序基准也下移,即Δ Y使工序尺寸H2增大;与此同时,假定定
位基准不动,当定位外圆直径仍由大变小时(注意:定位外圆 直径变化趋势要同前一致),工序基准上移,即Δ B使工序尺寸 H2减小。
因Δ B、Δ Y引起工序尺寸H2作反方向变化,故取“-”号。
0.0350.0250.0m 1 m
只占加工允差0.10的10%。
图1-39 以V形块定位时的定位误差分析计算
② 分析计算定位误差时,必然会遇到定位误差占工序允差 比例过大问题。究竟所占比例值多大才合适,要想确定这样一 个值来分析、比较是很困难的。因为加工工序的要求各不相同, 不同的加工方法所能达到的经济精度也各有差异。 这就要求 工艺设计人员有丰富的实际工艺经验知识, 并按实际加工情 况具体问题具体分析,根据从工序允差中扣除定位误差后余下 的允差部分大小,来判断具体加工方法能否经济地保证精度要 求。 在分析定位方案时,一般推荐在正常加工条件下, 定位 误差占工序允差的1/3以内比较合适。
定位误差计算
• 4)计算出的定位误差数值是指加工一批工件时某加工精度参 数可能产生的最大误差范围(加工精度参数最大值与最小值 之间的变动量)。它是个界限范围,而不是某一个工件定位 误差的具体值。 • 5)一批工件的工序基准(设计基准)相对定位基准、定位基 准相对对刀基准产生最大位置变动量是产生定位误差的原因, 而不一定就是定位误差的数值。
关键:找出同一批工件的工序基准在工序尺寸方向上可能的最大位移变动量
方法1—合成法:
先分别求出基准位移误差和基准不重 合误差,再求出其在加工尺寸方向上的矢 量合,即Δdw =Δjb +Δjw
•当 Δjb 和Δjw 由两个互不相关的变量引起时,用“+”;
•当Δjb 和Δjw 是同一变量引起时,要判断两者对Δdw 的影
响是否同向,方向相同时“+”,方向相反时“-”。
分析计算定位误差时应注意的问题:
• 1)定位误差是指工件某工序中某加工精度参数的定位误差。 它是该加工精度参数(尺寸、位置)的加工误差的一部分。 • 2)某工序的定位方案对本工序的多个不同加工精度参数产生 不同的定位误差,应分别逐一计算。 • 3)分析计算定位误差的前提是用夹具装夹加工一批工件,用 调整法保证加工要求。
定位误差计算实例
1. L1
Δdw= Δjw
2. L2
L2 的定位误差为两者的合成。两者都是由外圆直径的变化同时引 起的,所以要判断两者的方向特点。
要判断两者的方向特点。
当外圆直径从大到小时,工序基准M相对定位基准O是向O 方向即向下偏移的。 当放入V形块中后,当外圆直径由大变小时,定位基准相对 与理论也是向下偏移的。 综合起来两者合成方向相同。
dw T (d ) T (d ) jw jb 2 sin 2 2
定位误差的计算
差 范围±ΔH内波动),因而也就产生了定位误差(εA )。
定位误差大小计算
(1) 画出被加工零件定位时的两个极限尺寸的位置 (2) 从图形中的几何关系,找出零件图上被加工尺寸方向上
• ① ∆jb≠0, ∆jw=0 时, ∆dw=∆jb; • ② ∆jb=0, ∆jw≠0时, ∆dw=∆jw; • ③ ∆jb≠0,∆jw≠0时: 如果工序基准不在定位基准面上(工序基准与定位基面
是两个独立的表面),即∆jb 与∆jw无关联时, ∆dw=∆jb+∆jw; 如果工序基准在定位基准面上,即∆jb 与∆jw有关联时, ∆dw=∆jb±∆jw。
总结
二、定位误差的计算
1、定位误差计算的方法
工件定位误差的实质是工件上被加工表面的工序基准相对 于定位元件工作表面在加工尺寸方向上的最大变动量,因此, 计算定位误差时, 首先要找出工序尺寸的工序基准; 然后求其在工序尺寸方向上的最大变动量。
极限法
定位误差计算的方法
合成法
微分法
1)极限法
2
2
O E
A
(a)
用微小增量代替微分,并将尺寸误差视为微小增量, 且考虑到尺寸误差可正可负,各项误差应取绝对值,故定 位误差为:
dh
1
d cosa
Td
2 Ta
2sina
4sin2(a )
2
2
若使用同一夹具进行加工,则Ta=0
所以
H1
Td a
2 si n
2
同理:
CA
OA OC
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
考虑同轴度误差, ' 同 0.1 0.1 0.2
3.图示钻孔,已知条件和加工要求见图示,试分析a)、
b) 、 c ) 三 种 定 位 方 案 中 , 工 序 尺 寸 L 的 定 位 误 差
(
40H
7
/
g6
4000.025
/- 0.009
10.如图 在圆柱体 上铣台阶 面,采用 b)~h)定 位方案, 试分别进 行定位误 差分析。
a)
b)
C)
d)
T T b
d ( 1 1) 0.207 2 sin 45
0.207 0.08 0.01656
d
T c
1 2
0.04
d
T d
1 2
0.04
d
a)
e)
f)
g)
h)
e 0
T f
1 2
0.04
d
T g
1 2
0.04
d
T h
1 2
0.04
d
11.如图同时钻两孔,采用b)~c)两种钻模, 试分别进行定位误差分析。
T bo1
d ( 1 1) 2 sin 45
0.207 0.2 0.0414
T b02
d ( 1 1) 2 sin 45
1.207 0.2 0.2414
2
'
TD 2sin 450
Td
2
2
2
0.039
sin 450
0.025 2
0.0276 0.0125
0.04
考虑同轴度误差 ' 同 0.04 0.02) 0.06
6.钻孔O,a)为工序图,b)~f)为不同定位方案, 试分别计算各种方案的定位误差。
解:
T T 1
D 2
d 0.02 0.03 0.02 0.02 0.045
T co1
d 0.2 0.5 0.1 2
T co2
d 0.2 0.5 0.1 2
d
c 0
8.如图钻d孔,保 证同轴度要求,采 用a)~d) 四种定位 方式,试分别进行 定位误差分析。
T T a
d
2 sin 45
0.707
d
T T b
d
2 sin 45
0.707
d
c 0
T d 0.5 d
9.如图铣槽,保证对称度、m或n,采 用a)~c)三种定位方案,试分别进行定位 误差分析。
- 0.025
)。
解:
D d 1
0.025 0.025 0.05
max
min
D d 2 (
max
)
m in
不
0.05
0.1 2
0.1
D d 3 (
max
)
min
不
同 0.1 0.02 0.12
4.钻直径为φ 10的孔,采用a)、b)两种 定位方案,试分别计算定位误差。
解:a)
习题课
1.如图钻φ12孔,试分析 90-0 0.1 工序尺寸的定
位误差分析。
解:由于夹紧力的作用,为右端点接触,故
1 2
(T
D
T d)
1 2
(0.1 0.02)
0.06
1T 3பைடு நூலகம்
0.1 3
不能满足
2.如图铣平面保证h,已知两圆的同轴度φ 0.1,
其它已知条件见图,试分析工序尺寸h的定位误差。
解:若不考虑同轴度误差,
1 0.1 0.025 0.125
45 b) 2
Td
2 s in
0.05 2 s in
0 0.707 0.05 0.03535
2
5.如图在工件上铣台阶面,保证工序尺寸 A,采用V形块定位,试进行定位误差分析。
o
D C B
解:若不考虑同轴度误差,
Dd
BD
微分
BO DO
2 sin
D 0.02 0.05 0.02 0.03 0.02 0.105
2
2
7.如图钻孔,保证A,采用a)~d)四种方案, 试分别进行定位误差分析(外圆d-△d)。
T T a
d
2 sin 45
0.707
d
T T b
d ( 1 1) 0.207 2 sin 45
d
T T d
d ( 1 1) 1.207 2 sin 45
2
2
2
T T 2
D
2
2
d
sin
0.02
0.03 0.02 0.707 0.02 0.049 2
2
T T 3
D
2
d
2sin
0.02
0.03 0.02 0.707 0.02 0.049 2
2
T 4
D 0.02 0.03 0.02 0.035
2
2
D T 5
套max dmin