宝钢厚板轧机压下控制系统的分析与改进研究
轧钢电气自动化控制系统改造技术研究
轧钢电气自动化控制系统改造技术研究随着我国钢铁行业的发展,轧钢工艺已经逐渐向着更加智能化、自动化的方向发展。
在这样的大背景下,对轧钢电气自动化控制系统进行改造技术研究显得尤为重要。
本文将就轧钢电气自动化控制系统改造技术方面进行一定的研究和探讨。
一、轧钢电气自动化控制系统概述轧钢电气自动化控制系统主要包括PLC控制系统、DCS控制系统、变频器控制系统等。
在传统的轧钢工艺中,这些控制系统起到了至关重要的作用,对轧钢过程中的控制与调节起到了决定性的影响。
PLC控制系统作为工业自动化控制系统的核心之一,广泛应用于轧钢设备。
通过PLC控制系统,可以实现对轧钢设备的自动化控制、监控、数据采集等功能,大大提高了生产效率并降低了劳动强度。
DCS控制系统作为大型轧钢设备的控制系统,其核心功能是通过计算机集中控制各个子系统,实现全局控制。
DCS控制系统可以实现对轧钢生产线的自动化控制、实时监控、远程通信等功能,对轧钢生产线稳定运行起到了关键作用。
变频器控制系统是轧钢电气自动化控制系统中的重要组成部分,通过变频器控制系统可以实现对轧钢机械设备的精准调速,保证轧钢工艺的稳定性和一致性。
轧钢电气自动化控制系统在轧钢工艺中发挥着不可或缺的作用,对轧钢产品的质量、生产效率、能耗等方面都具有重要影响。
随着轧钢工艺的不断发展,传统的轧钢电气自动化控制系统也逐渐暴露出一些问题。
轧钢电气自动化控制系统的老化和落后导致了系统稳定性较差、故障频发、运行性能不佳等问题。
随着轧钢设备的长期运行,控制系统中的元器件、接线、传感器等设备逐渐老化,不能满足轧钢工艺对自动化控制的需求。
传统的轧钢电气自动化控制系统难以满足轧钢工艺日益增长的智能化、高效化的需求。
在现代轧钢工艺中,需要实现对轧制参数的精准控制、自动化调整、智能化优化等功能,传统的轧钢电气自动化控制系统难以满足这些需求。
轧钢电气自动化控制系统的信息化水平较低。
传统的轧钢电气自动化控制系统缺乏对生产数据的深度分析和利用,无法实现有效的生产过程监控、数据采集和分析,无法实现对轧钢工艺的自动化调整和优化。
浅述轧钢自动化控制系统应用优化

浅述轧钢自动化控制系统应用优化随着社会和经济的发展,轧钢工业也在不断发展和进步。
而在轧钢工业中,自动化控制系统的应用优化是提高生产效率和质量的重要手段。
本文将浅述轧钢自动化控制系统应用优化的相关内容。
轧钢自动化控制系统应用优化可以提高生产效率。
传统的轧钢生产过程中,大部分工作都是通过人工操作完成的,不仅效率低下,而且容易出现操作失误。
而自动化控制系统的应用可以实现生产线的自动化运行,减少人工操作,提高生产效率。
在轧钢生产线上,可以通过自动控制系统实现轧辊的自动调整和轧辊间隙的自动控制,从而提高轧材的生产速度和质量。
轧钢自动化控制系统应用优化可以提高产品质量。
在轧钢生产过程中,轧辊的调整和轧辊间隙的控制是影响产品质量的关键因素。
传统的人工操作存在调整不准确和间隙不均匀等问题,容易导致产品的不良率增加。
而自动化控制系统可以实时监测轧辊的位置和轧辊间隙,通过自动调整控制系统对轧辊的位置和轧辊间隙进行精确控制,确保产品质量的稳定和一致性。
轧钢自动化控制系统应用优化还可以降低生产成本。
传统的轧钢生产过程中,人工操作需要大量的人力资源,并且存在操作失误和调整不准确等问题,增加了企业的生产成本。
而自动化控制系统的应用可以减少人工操作,降低了人力资源的投入,并且通过精确的控制调整,减少了废品和不良品的产生,降低了生产成本。
轧钢自动化控制系统应用优化可以提高生产效率、产品质量和生产线的安全性,同时也可以降低生产成本。
在轧钢工业中,积极推进自动化控制系统的应用优化是一个重要的任务。
还需要不断研究和开发新的自动化控制技术和设备,不断提高轧钢生产线的自动化程度和智能化水平,以适应市场的需求和发展的要求。
轧钢电气自动化控制系统改造技术研究
轧钢电气自动化控制系统改造技术研究1.引言随着现代工业的迅速发展,轧钢行业作为钢铁产业链的重要环节,一直处于高速、大型、自动化程度较高的状态。
而作为轧钢生产的核心,电气自动化控制系统的质量和性能直接影响着轧钢工艺的稳定性和生产效率。
对轧钢电气自动化控制系统进行改造技术研究,以提升生产效率、降低成本、提高产品质量,具有重要的现实意义。
本文将对轧钢电气自动化控制系统改造技术进行深入研究,并介绍一些经典的改造技术,希望能对轧钢行业的发展起到一定的促进作用。
2.轧钢电气自动化控制系统的特点轧钢生产是一个高温、高压、高速的复杂生产过程,其电气自动化控制系统具有以下特点:2.1 高要求轧钢生产对自动化控制系统的要求非常高,要求系统能够实现高速响应、高精度控制、高可靠性和稳定性。
轧钢生产涉及到多种参数的控制,需要实现多变量控制,对控制系统的综合性能要求较高。
2.2 复杂性轧钢生产涉及到多种工艺参数的控制,包括轧制力、轧制温度、轧制速度等,各种参数之间相互影响,系统结构复杂。
为实现自动控制,需要设计合理的控制算法和控制策略,实现多级、多环控制。
2.3 技术更新快随着科学技术的不断进步和市场需求的变化,轧钢电气自动化控制系统需要不断更新和改进,满足新工艺的要求,降低能耗,提高生产效率,降低维护成本。
2.4 安全性轧钢生产存在一定的安全风险,电气自动化控制系统需要具备较高的安全性,能够及时发现和处理异常情况,保障生产运行的安全。
4.轧钢电气自动化控制系统改造实例介绍4.1 输送系统改造输送系统是轧钢生产的重要组成部分,其稳定性和高效运行对整个生产过程具有重要影响。
研究人员在输送系统中引入了智能传感器和大数据分析技术,实现对系统运行状态的实时监测和故障诊断,提高了系统的稳定性和安全性。
4.2 控制系统优化针对轧钢电气自动化控制系统的优化,研究人员对系统的控制算法进行了改进和优化,实现了对轧钢生产过程的高精度控制,提高了产品的质量和生产效率。
浅述轧钢自动化控制系统应用优化
浅述轧钢自动化控制系统应用优化随着科技的不断发展,轧钢自动化控制系统在轧钢生产中的应用越来越广泛。
自动化控制系统可以提高生产效率、降低成本、减少人力和物力的浪费,从而为企业带来更大的效益。
本文将从应用优化的角度探讨轧钢自动化控制系统的优势。
一、实时监控轧钢自动化控制系统可以实时监控钢材制品的质量和生产数据。
在钢铁制品生产过程中,有时候需要频繁调整机器设备的运行状态,以达到更好的产品品质和更高的生产效率。
而人工调整设备需要时间和精力,而且容易出现误差。
而自动化控制系统能够即时获取生产数据,并根据预设的生产标准进行调整,从而减少人工干预,在保证钢材制品质量的同时提高生产效率。
二、降低人工成本在传统的钢铁制品生产中,生产线的控制需要大量的人工操作,需要严格的操作流程和规范。
而在轧钢自动化控制系统中,所有生产线的机器设备和工艺流程都可以由电脑程序进行精确控制,大大减少了人工成本。
同时,自动化控制系统也能够有效解决一些生产过程中的危险和重复劳动,提高工人的劳动安全和生产效率。
三、实现无纸化传统的钢铁制品生产过程中需要大量的制品记录和报告,需要耗费大量的时间和纸质资源。
而轧钢自动化控制系统能够实现无纸化,所有的生产数据、制品记录和报告都可以由电脑程序进行管理和统计,有效缩短了信息传递和管理的时间,减少了纸质资源的浪费,提高了信息处理和管理的效率。
四、精确的材质控制在轧钢生产过程中,钢材制品的质量是非常重要的。
而人工控制容易出现误差,导致产品质量的下降。
而自动化控制系统能够通过各种传感器和控制设备对生产过程进行实时监控,并进行精确的控制,从而保证了产品质量的稳定和可靠。
综上所述,轧钢自动化控制系统的应用优化可以带来很多的好处。
通过实时监控、降低人工成本、实现无纸化和精确的材质控制等方面的优势,自动化控制系统能够提高生产效率、降低生产成本、保证产品质量和安全生产,极大地提高了企业的竞争力和市场占有率。
包钢宽厚板连铸机动态轻压下控制系统研究与设计
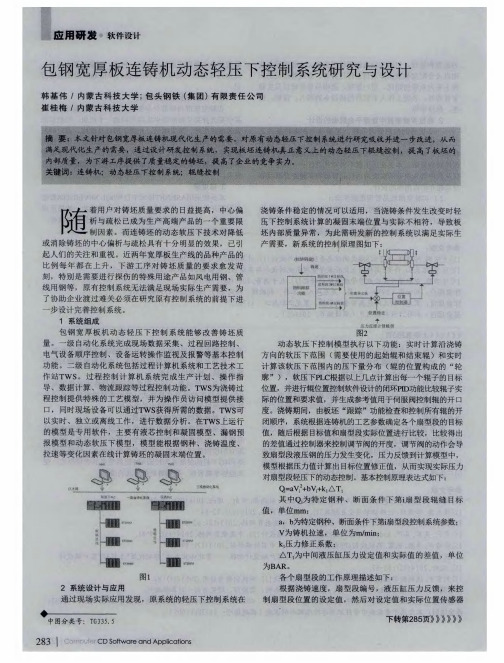
2 . 5 考生考试模块。进入学生考试页面,选择考试科 目,开始 考 试并 且开 始 计时 。 3 系统 实现
本 系统 主 要 采 用 三 层B / S 体 系 结构 模 型 。主 要 以AS P . N E T 为开发平 台,s Q L S e r v e r 为后 台数据库 ,采用We b 流 行的B r o w s e r / S e r v e r /  ̄式,完成核心系统的构建 整个系统 分 为 三层 构 架 :用户 层 ( 外 观表 示 层 )一一 应 用层/ 业 务逻 辑层一一数据服务层 。测试期间使用一台服务器实现所有 功 能 ,正 式 运 行期 间 ,可 以分 为We b 服 务 器和 D a t a b a s e 数 据 服 务器 , 以减 轻服 务器 的 负担 ,提 高执 行速 度 。 3 . 1 用 户 界 面层 。用户 界 面层 位 于客 户 端 ,相 当 于用 户 界 面 , ̄ P I n t e r n e t E x p l o r e 等We b 浏览 器 。实现 在客 户 端浏 览器 中显 示 的用 户 界面 ,该 层可 以调用 由业务 逻 辑 层提 供 的业 务 方法 。
参考 文献 :
本 系 统 是 根 据 宁 波 数 字 图 书 馆 多 媒 体 技 术 网络 课 程 考 试 管理 的实 际 需求进 行 设计 和 开发 的 ,设计 内容 切 合实 际 , 又很 大 的 实 用 价 值 。总 的来 说 , 本 系 统 设 计 使 用 方 便 ,便 于维 护 ,对 于管理 者来 说是 较 好 的管理 工具 。
[ 1 】 谭汉松, 侯水英. 基于局域网的通用考试 系统的设计开发 … . 中南工业大学学报, 2 0 0 0 ( 0 4 ) . . 【 2 ] 叶晓彤. 基于校 园网的分布式考试 系统模 式设计 [ J 】 . 山西师范大学学报 ( 自然科学版) , 2 0 0 3 ( 0 2 ) : 2 0 - 2 5 . [ 3 】 刘铸, 王丽娜, 董晓梅. N I T 网络化考试 阅卷系统设计与实现 [ J ] . 控制工程, 2 0 0 4 ( 0 2 ) : 1 0 8 — 1 1 O . 【 4 】 陈名松, 曾凡峰, 熊伟成. 计算机网络考试分析系统的设计与实现 [ J ] . 广西师范大学学报 ( 自然科学版) , 2 0 0 0 ( 0 4 ) : 5 2 - 5 5
探究轧钢电气自动化控制系统改造技术及其应用

探究轧钢电气自动化控制系统改造技术及其应用
轧钢电气自动化控制系统改造技术是指对轧钢生产线中的电气控制系统进行升级和改造,以提高自动化程度和生产效率。
在钢铁行业中,电气自动化控制系统起着至关重要的
作用,可以实现对轧钢过程的精确控制和监测,提高钢材质量,降低能耗和生产成本。
本
文将从改造技术和应用两个方面进行探究。
轧钢电气自动化控制系统改造技术主要包括以下几个方面。
第一,硬件改造。
通过更
新和升级工厂的电气设备和控制系统,以适应市场的需求和发展趋势。
第二,软件改造。
通过优化和改进控制逻辑和算法,提高控制系统的响应速度和准确性。
通信改造。
建立稳
定可靠的通信网络,实现不同设备之间的数据共享和协调控制。
第四,智能感知和诊断。
引入传感器和数据分析技术,实时监测生产过程中的关键参数,预测和预防潜在故障。
轧钢电气自动化控制系统改造技术在实际应用中有着广泛的应用。
它可以提高轧钢生
产线的生产效率和质量稳定性。
自动化控制系统可以实时监测和调整轧制过程中的关键参数,提高轧制速度和轧制质量。
它可以降低生产成本和能源消耗。
自动化控制系统可以实
现对能源的精细管理和控制,减少能源浪费和成本支出。
它可以提高安全性和环境友好性。
自动化控制系统可以对生产过程中的危险因素进行监测和控制,预防事故发生,并减少对
环境的污染。
轧钢电气自动化控制系统改造技术研究

轧钢电气自动化控制系统改造技术研究随着工业自动化水平的不断提高,轧钢行业也在不断寻求更先进的电气自动化控制系统改造技术,以提高产品质量、生产效率和降低能耗。
本文将就轧钢电气自动化控制系统改造技术进行深入研究,探讨其技术原理、应用范围和发展趋势。
一、技术原理轧钢电气自动化控制系统改造技术是指利用先进的电子、计算机和通信技术,对传统的轧钢电气控制系统进行升级和改造,以实现对轧机、辅助设备和生产过程的智能化、自动化控制。
其主要技术原理包括:1. 控制系统集成化:利用现代化的控制技术,将轧机、切割机、辊道、输送机等设备的控制系统进行集成,实现整个生产线的一体化控制。
2. 数据采集与分析:通过传感器、仪器和设备对生产过程中的各种数据进行实时采集和监测,利用计算机和专业软件对数据进行分析和处理,为生产过程提供准确的参数和指导。
3. 自动化监控:借助先进的控制算法和自动化设备,实现对轧机负荷、速度、张力、温度等参数的自动调节和控制,提高产品生产的一致性和稳定性。
4. 人机交互界面:通过人机交互界面,实现生产员工对生产过程的监控和管理,提升生产效率和质量。
二、应用范围轧钢电气自动化控制系统改造技术广泛应用于各类轧钢生产线和工厂,包括热轧、冷轧、钢板镀锌、带钢、型钢等不同的生产工艺和产品类型。
特别是在大型钢铁企业和国家重点的钢铁工程项目中,更是需要采用先进的电气自动化控制系统改造技术,以满足高效、高质的生产需求。
1. 热轧生产线:通过改造控制系统,可以实现对高温轧机和热轧带钢生产过程的智能化监控和控制,提高生产效率和产品质量。
3. 镀锌生产线:对镀锌带钢生产线的电气自动化控制系统进行改造,可以实现对镀锌过程稳定性和涂层质量的提高,减少废品率。
4. 型钢生产线:对型钢轧机和辅助设备的控制系统进行升级改造,可以提高型钢的成形精度和表面质量,降低生产成本。
三、发展趋势随着轧钢行业的不断发展和技术进步,轧钢电气自动化控制系统改造技术也呈现出一些明显的发展趋势:1. 智能化技术的应用:随着人工智能、大数据、云计算等技术的发展,轧钢电气自动化控制系统将更加注重数据分析和智能决策,实现生产过程的自动化优化和智能化管理。
浅述轧钢自动化控制系统应用优化

浅述轧钢自动化控制系统应用优化轧钢自动化控制系统是钢铁行业中的重要控制系统之一,其主要作用是实现整个轧钢生产线的自动化控制。
随着工业自动化水平的不断提高,轧钢自动化控制系统的应用也逐步得到了广泛的应用和推广。
本文将从轧钢自动化控制系统的优势、应用和优化等方面进行浅述。
1.提高轧钢生产效率。
轧钢自动化控制系统能够快速、准确地控制轧钢生产线的各个环节,从而能够大幅提高轧钢生产效率和质量。
2.降低生产成本。
自动化控制系统的使用可以节省人工、减少能源的消耗,提高设备利用率,从而降低生产成本。
3.提高产品质量。
通过自动化控制系统,可以有效减少人为因素对产品质量的影响,生成高品质的产品,提升企业竞争力。
4.保证安全生产。
自动化控制系统在生产过程中能够自动检测设备的运行情况,及时预警和处理故障,避免人员和设备受到损伤。
轧钢自动化控制系统应用于热轧、冷轧及热镀锌等生产线中。
具体来说,应用于生产的过程控制和过程优化、质量控制和检测、数据采集和管理、设备状态监测与故障诊断、人机界面等方面。
1.过程控制和过程优化。
轧钢自动化控制系统对生产线各项工艺参数进行监测和控制,及时调整参数,实现生产过程的自动化控制和优化。
2.质量控制和检测。
自动化控制系统能够根据检测结果及时判断是否符合产品质量标准,并能够自动调整生产工艺参数,提高产品质量。
3.数据采集和管理。
轧钢自动化控制系统能够对生产过程中的各项参数进行实时采集,并可以存储和分析这些数据,为企业制定科学合理的生产计划和管理决策提供数据支持。
4.设备状态监测与故障诊断。
自动化系统可以对生产线中的设备进行实时监测,及时发现故障症状并处理,预防生产线设备停机,功能下降等情况,从而保证生产线的正常运行。
5.人机界面。
自动化控制系统在设计界面时,一般都采用友好的、直观的界面,方便操作者使用,并通过呈现图形化的结果来检查机器运行状态等重要信息。
优化轧钢自动化控制系统应用,是提高轧钢生产效率、提高产品质量、降低生产成本的重要手段。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
分类号密级UDC学位论文宝钢厚板轧机压下控制系统的分析与改进研究作者姓名:汪鎏指导教师:李鸿儒教授东北大学自动化研究所副导师:李关定高级工程师宝钢股份能环部申请学位级别:硕士学科类别:专业学位学科专业名称:控制工程论文提交日期:2011年5月论文答辩日期:2011年6月学位授予日期:2011年7月答辩委员会主席:高宪文评阅人:孙克忠钱晓龙东北大学2011年5月A Thesis in Control EngineeringThe Analysis and Improvement of Screw down System of Baosteel5m Finishing millby Wang LiuSupervisor:Professor Li HongruVice Supervisor:Senior Engineer Li GuandingNortheastern UniversityMay2011独创性声明本人声明,所呈交的学位论文是在导师的指导下完成的。
论文中取得的研究成果除加以标注和致谢的地方外,不包含其他人已经发表或撰写过的研究成果,也不包括本人为获得其他学位而使用过的材料。
与我一同工作的同志对本研究所做的任何贡献均已在论文中作了明确的说明并表示诚挚的谢意。
学位论文作者签名:日期:学位论文版权使用授权书本学位论文作者和指导教师完全了解东北大学有关保留、使用学位论文的规定:即学校有权保留并向国家有关部门或机构送交论文的复印件和磁盘,允许论文被查阅和借阅。
本人同意东北大学可以将学位论文的全部或部分内容编入有关数据库进行检索、交流。
作者和导师同意网上交流的时间为作者获得学位后:半年□一年□一年半□两年□学位论文作者签名:导师签名:签字日期:签字日期:宝钢厚板轧机压下控制系统的分析与改进研究摘要宝钢5m厚板轧机是国内的第一套特宽幅现代化厚板轧机,机械供应商为德国西马克公司,电气供应商是德国西门子公司,于2005年3月全面投入生产。
其中轧机控制部分采用西门子TDC系列控制器,具有动态响应及时、控制精度高的特点。
但是在生产过程中,轧机控制的核心部分——压下控制系统暴露出以下问题:外方程序核心处理部分采用大量“黑箱”模块,我方未能完全掌握核心控制技术;外方在现场调试时主要针对普碳钢,未考虑其他特殊钢种,目前产线承担大量薄板、TMCP 钢板的生产任务,厚度控制精度难以达到生产要求。
针对此情况,本文通过对原有控制系统尤其是其中的自动厚度控制系统(AGC)的深入分析,掌握其数学原理和调节方法,进而实施优化,对应地制定了具体措施并实施,最终对实施的效果进行了评估,解决了原有系统中存在的问题并大幅地提高了厚度控制精度。
本课题研究内容可归纳为以下几个方面:(1)对当前的控制模型深入分析。
分析压下系统和现有西门子AGC模型的工作原理、实现方式、功能逻辑,整理出完整的压下系统控制框图。
(2)压下系统的特性分析。
整个压下系统,特别是液压压下系统的特性分析是本课题的一项重要内容。
通过特性分析,掌握整个机架的物理特性。
(3)AGC模型改进和关键控制参数优化。
研究和实现了动态设定AGC模型在厚板轧制控制中的应用,该模型清晰地反应了AGC的动态调节过程,能自动识别外界扰动,提高整个系统的响应速度和控制精度。
(4)厚板压下控制新技术应用的总结。
通过该课题的实施有效地提高了系统运行的稳定性、控制水平和产品质量,意义重大。
同时本课题的研究成果具备技术上的独创性,具有良好的技术推广价值和经济效益价值。
关键词:厚板;压下系统;自动厚度控制;轧机;动态补偿The Analysis and Improvement of Screw down System of Baosteel Heavy plate Finishing millAbstractBaosteel's5m heavy plate mill,which represents the advanced level of the same kind of machines in the world,put into operation on March,2005.Siemens TDC series controller with fast response,high control accuracy advantage is used in the stand control system.But the screw down control system(SDS)—the kernel part of stand control also emergeed some problems during production:Because of Siemens used lots of"backroom" function blocks for kernel operation,we failed to completely grasp the cor e technology; During commissioning period the foreign SV mainly aimed at carbon-steel,without considering other special material.But current production we undertake a lot of silicon steel, trixiality production task,the thickness accuracy can't reach the demand of production.In this situation,This paper star from analysing in depth in the original control model special for AGC system,grasp the mathematical principle and adjusting method,then implement the imp rovement and evaluate the effect.Finally we solved the problem which existed in the original system and increased thickness control precision substantially.The subject of research can be summarized as follows:(1)The thorough analysis of the current control modelAnalyse the work principle,realised way,function logic of the Siemens SDS and AGC model;summarize control diagram finally.(2)The characteristic analysis of SDS systemSDS system's characteristic analysis is a important topic.Through the characteristic analysis,grasp the physical property of the stand.(3)The Improvement of AGC model and key control parameter.Research and realize the application of dynamic AGC model,which respond clearly the dynamic regulation process,raise overall system's speed of response and the control precision, in heavy plate rolling control.(4)The summary of new created technology in production of heavy platesThrough carrying out this topic,it effectively improved the system stability,control level and product quality.Simultaneously this topic's research results have great significance on technology promotion value and economic efficiency value.Key words:Heavy plate;Screw down control system;AGC;Mill;Dynamic compensation目录独创性声明 (I)摘要 (II)ABSTRACT (III)目录 (V)第1章绪论 (1)1.1压下系统及AGC模型分析的背景和意义 (1)1.2宝钢5m宽厚板轧机压下系统简介 (2)1.2.1机械结构 (2)1.2.2技术参数 (4)1.3本文研究内容 (5)第2章压下控制系统TDC程序分析 (7)2.1实际值处理 (7)2.1.1HGC和EGC位置值处理 (7)2.1.2实际轧制力的计算 (8)2.2液压辊缝控制(HGC)和电动压下控制(EGC) (10)2.3轧机零调 (10)2.4设定值分配 (12)2.5油膜位置计算 (13)2.6AGC系统 (14)2.6.1基本控制逻辑 (14)2.6.2AGC计算模型 (15)2.6.3AGC补偿 (15)2.7黑箱模块分析 (17)2.8轧机液压压下系统特性分析 (20)2.8.1HGC动态特性理论分析 (21)2.8.2HGC系统框图 (21)2.8.3HGC实测数据分析 (23)2.9本章小结 (28)第3章AGC模型分析与改进 (29)3.1西门子AGC模型 (30)3.2优化后程序的AGC模型 (30)3.2.1油膜补偿计算优化 (30)3.2.2动态弯辊的优化 (31)3.3项目实施过程中开发的新技术 (32)3.3.1刚度补偿 (32)3.3.2厚度前馈控制 (35)3.3.3轧制力滤波法轧辊偏心补偿 (36)3.4本章小结 (39)第4章系统原有缺陷的修正 (41)4.1头部偏薄 (41)4.2设定值曲线拟合不准 (42)4.3零调不能通过的缺陷 (45)4.4咬钢速度低导致AGC Hold (49)4.5本章小结 (52)第5章效果验证与总结 (53)5.1效果验证 (53)5.1.1厚度精度效果分析 (53)5.1.2厚度改规效果分析 (54)5.1.3浪形效果分析 (55)5.2下一步工作展望 (55)参考文献 (57)致谢 (59)第1章绪论宝钢5m宽厚板轧机工程是宝钢股份公司“十五”规划建设的最大项目,作为我国第一套特宽幅现代化厚板轧机,它的建设将带动我国厚板生产技术的跳跃式发展,对提升我国厚板产品档次、增强我国的综合国力,将发挥积极作用。