宝钢厚板轧机厚度及凸度测量技术
钢材厚度检测作业指导书
文件制修订记录1编制依据《钢结构现场检测技术标准》GB/T 50621-2010。
2适用范围本方法适用于钢材厚度的检测。
3作业程序执行程序形成的记录3.2 根据检测方案的技术要求准备仪器设备。
3.3 进行现场检测做好相关数据的记录填写完成表JSJL-02-10-2017-A《钢材厚度检测记录》。
3.4分析检测数据,编制检测报告。
4 检测方法4.1 钢结构厚度检测(1)工件表面预处理:工件的表面状态如粗糙度、油漆层、氧化皮等均可能引起测厚误差。
因此,测厚之前应进行工件表面状态调查和必要的处理,如用铲刀、砂轮、钢刷进行打磨等。
(2)材料声速设定:利用本仪器测量工件厚度之前,要求预置声速值或测定声速。
(3)耦合剂的选定:测厚时,探头与工件之间应施加耦合剂。
一般工件的耦合剂可用机油、锭子油等,但在测量小直径管材的壁厚或工件表面较粗糙时,最好选用粘度较大的耦合剂,以保证耦合稳定。
(4)探头座的使用:检测小直径管材壁厚时,最好使用探头座,以使耦合更为稳定。
(5)厚度测量方法选择:测厚时,为获得正确的测量结果,首先应根据工艺文件的要求和工件情况选择合适的测量方法。
测量方法一般有:一次测量法、二次测量法、直径Φ30mm的多点测量法。
一次测量法:每一个测点测量一次。
适用于新工件或腐蚀程度小的工件,常用于测量面与内面不平行度小于四分之一波长的情况。
二次测量法:在每个测量点上,按90°改变双晶探头分界面各测一次。
直径Φ30mm的多点测量法:以一个测点为中心,在直径约为Φ30mm的圆内进行多点测量。
(6)厚度测量。
(7)记录、结果分析与偏差分析。
5 结果评定钢材厚度检测时应以设计图纸规定的尺寸为基准计算尺寸偏差,偏差的允许值、钢构件安装偏差的检测项目和检测方法应按《钢结构工程施工质量验收规范》(GB 50205-2001)确定。
6 测量记录检测记录应按规定格式填写,具体要求执行《记录管理程序》(ZZHXJC-CX-21-2017)。
中厚钢板轧制过程中的表面质量问题及控制技术

北京科技大学材料科学与工程学院《轧材质量控制与深加工技术》——课程论文题目:中厚钢板轧制过程中的表面质量问题及控制技术姓名:刘有鹏,李显龙学号:G2*******,S2*******授课老师:韩静涛教授专业名称:材料科学与工程日期:2015年12月24日目录2中厚钢板轧制过程中表面质量问题及控制技术 (1)2.1 概述 (1)近些年来,我国国民经济稳步上升,社会基础设施建设逐渐完善,各行各业快速发展的同时对中厚钢板的需求量逐年增加,并且随现代社会人们生活质量的提高,科学技术的发展,对中厚钢板的的质量要求也是越来越高。
中厚钢板一般指厚度≥4mm 的钢板,主要生产方式有单机架可逆式(往复)中厚板轧机、双机架可逆式(往复)中厚板轧机、连续式、半连续式布置的轧机轧制及单或双炉卷轧机轧制。
中厚钢板按厚度可以分为中厚板、厚板、特厚板三类,通常将厚度为4~20mm的钢板称为中厚板[1],厚度为20~60mm的钢板称为厚板,厚度大于60mm钢板称为特厚板。
按照用途分类,中厚钢板产品主要有汽车板、锅炉板、压力容器板、低合金高强度板、耐腐蚀板、碳素结构板、合金结构板、造船及采油平台板、机械建筑用板、模具板、桥梁用板、油气输送管线板等。
中厚钢板的生产具有流程长、装备水平高、工艺路线复杂、技术应用密集度高等特点,其质量控制与相关技术既是钢铁企业技术水平高低的一个体现,也是钢铁企业竞争力强弱的一个体现。
中厚钢板大约有200年的生产历史,世界上中厚钢板的生产的优势,60年代以前在美国,60年代以后被日本夺取。
但是中厚钢板的生产趋势仍然可以归纳为以下几点: (1)1.轧制技术的提高; (1)2.厚板连铸比不断提高; (1)3.轧机越建越大; (1)4.控制轧机控制冷却等工艺的使用; (1)5.板型动态系统的应用; (1)6.精整工序的要求越来越高,工序的复杂。
(1)中厚钢板是国家现代化不可缺少的一项钢材品种,被广泛用于大直径输送管、压力容器、锅炉、桥梁、海洋平台、各类舰艇、坦克装甲、车辆、建筑构件、机器结构等领域。
测厚仪 凸度仪
整个厚度及凸度测量系统由两台设备构成,分别是单点测厚仪和凸度仪。每台设备主要部件有安装在现场
的检测单元包括 50 居里 137Cs 放射源、电离室、驱动装置等以及中央控制系统组成。测厚仪和凸度仪共用 1 套
中央控制系统包括中央处理单元、Interbus 总线模块等。此外还有一些辅助设备,如冷却水控制单元、鼓风机、
表示被测物的密度;dh 表示被测物的厚度。
在实际应用过程中,钢种的不同会导致其密度(ρ)不同,相应的质量吸收系数(µ)也会发生改变,对于
一种具体的钢种,只要知道其中的化学成分含量,可以利用式(4)进行计算得到合金补偿系数。
∑ Ai(ρ) = 1+
G %( x) 100
×
⎡ ⎢ ⎣
ρx ρ Fe
⎤ − 1⎥
单点测厚仪 1 组探测器共有 8 个测量通道(电离室),凸度仪每组探测器 有 4 个测量通道,共 12 个测量通道。当射线穿过厚板进入电离室时产生的微 电流信号在测量头内部进行两级放大处理,并转换成数字电压信号。
测厚仪和凸度仪系统内各部分之间通过网络方式连接。为了保证系统的独 立性和完整性,测厚仪和凸度仪构建了内部的独立网络,系统内部各部分之间 通过内部 Switch 进行通信,与外部之间只有服务器与用户 Switch 进行连接。 服务器的主要功能是接收来自 L2 的设定数据并路由给客户端、收集测厚仪和 凸度仪的凸度数据并发送给 L2、存贮客户端运行时所需的各类变量和参数、对 厚板轧制厚度数据进行长期保存和分析、系统诊断、为操作站和工程师站提供 各类数据。
凸度定义
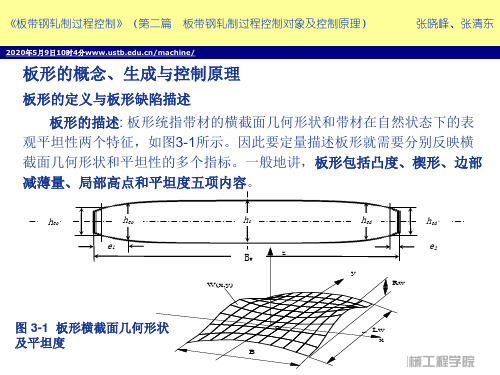
CW hf (0) 0.5[hf ( B / 2 be) hf (be B / 2)]
式中 B带材宽度; hf(x)——带材横截面上距中点x处的厚度;
be带材边部标志点位置,一般取be = 25mm或40mm。
对于宽带材有时需进一步把带材凸度区别定义为二次凸度CW2和四次 凸度CW4。此时B值较大,在横截面上从(be-B/2)到(B/2-be)的范围内测取多 个厚度值, 并把它们归一化拟合为如下一条曲线 hf (x) = bo + b1 x+ b2x2 + b4 x4(|x|≤1; hf (±1) = bo ) 式中 b0、b1、b2、b4——多项式的系数,由拟合得到。
heo’ e1
BW
W(x,y)
b)
Rw
图 3-1 板形横截面几何形状 及平坦度
B
o
w
Lw x
1
《板带钢轧制过程控制》(第二篇 板带钢轧制过程控制对象及控制原理)
2013年4月9日1时55分/machine/
张晓峰、张清东
(1) 凸度 即横截面中点厚度hf(0)与两侧边部标志点平均厚度之差,以CW表 示
2
《板带钢轧制过程控制》(第二篇 板带钢轧制过程控制对象及控制原理)
2013年4月9日1时55分/machine/
张晓峰、张清东
并且可以根据需要定义各次凸度表达式。如采用车比雪夫多项式, T0(x)=1;T1(x)=x;T2(x)=2x2-1
T3(x)=4x3-3x;T4(x)=8x4-8X2+1; Tn+1(x)=2x×Tn(x) – Tn-1(x)
CW1= a1 T1(1)- a1 T1(-1) =2 b1
CW2=1/2( a2T2 (1) + a2T2 (-1) )- a2T2 (0) =- (b2+b4) CW4=1/2 ( a4T4(1) + a4T4(-1) )- a4T4 (0) =-b4/4
宝钢5m厚板轧机宽展数学模型及其应用

mO s.A esm m , h o e’ hrc r t s n s p l ao r oa eet ae betey h e Bue th a et e tem dlScaat s c adi pi t nf c ea sm tdojc vl t i e i i ta c i o l l r i i .T
Ab t a t I h r c s f e v lt o l g s r c :n t e p o e s o a y pae r l n ,ma t r g t e r l fmae a ’ i t ln a in a d i r v n h i sei h u e o tr l S w d h eo g t n mp i g n i o o t e f r c si g p e iin o d h eo g t n a et e k y p i t o e s r h t h n lp ae w dh c n me t u t me s h o e a t r cso f n i w t ln a i r e o n n u et a e t t i c
回 归方 法 , 宽展 模 型 的 协 调 因子 。 。 行 优 化 , 而提 高 了模 型 的预 测 宽展 精 度 , 小 了 宽度 预 测 偏 差 。 对 ,进 Y 从 减
关键词 : 厚板 轧制 ; 宽展 ; 学模 型 数 中图分类号 : G 3 . 5 文献标识码 : 文章编号 :0 8 7 6 2o )5— 0 8 0 T 3 55 B 10 —0 1 【0 7 0 0 3 — 4 A i h o a i n M a he a i a o lf r Ba s e l S5m W dt El ng to t m tc lM de o o t e ’
宝钢厚板技术标准介绍

制造管理部
2005.2
目录
一、厚板厂简介 二、生产工艺流程 三、厚板产品标准 四、厚板产品认证 五、厚板制造管理系统
一、厚板厂简介
(1)生产规模
➢ 一期:140万吨/年 5000mm精轧机,1台 ➢ 二期:180万吨/年 5000mm粗轧机+ 5000mm精轧机,各1台
(2)产品品种及比例 按产品品种的产品分配(全部产品)
产量 (万吨/年) (%)
60
50
36.0
40
(20%)
28.0
30 (20%)
20
10
54.0(30%)
42.0 (30%)
50.4(28%) 42.0 (30%)
总 产 量 : 一 期 140 万 吨 /年 二 期 180 万 吨 /年
5.6 7.2 (4%)(4%)
14.4 (8%) 8.4 (6%)
用于要求优良焊接性能的桥梁、船舶、车辆、石油 贮槽、容器、和其它结构件。
✓ SM570如需焊接修补:协商 ✓ 相近牌号对照
Q/BQB 612 建筑结构用厚钢板:
✓ 非等效采用:JIS G3136、YB4104 ✓ 牌号
SN400A、SN400B、SN400C、SN490B、SN490C 命名:以SN(STEEL NEW STRUCTURE) + 规定最小抗
求
➢ 产品标准7个:结构用、焊接结构用、建筑结构用、焊接 结构用耐大气腐蚀、机械结构用、碳素钢、塑料模具用厚 钢板
➢ GT供货条件 2个:GT698试生产、GT699无质量级别材NQ类
基础标准Q/BQB600厚钢板一般技术要求:
技术条款: ✓ 范围 宝山钢铁股份公司生产的厚钢板 ✓ 订货所需信息 标准号、牌号、规格和公差、边缘状态、 交货状态、表面状态、重量、用途…… (默认:PT.N、EC、黑皮、供方选定交货状态) ✓ 冶炼方法 氧气转炉或电炉冶炼 ,镇静钢
宝钢5m厚板轧机宽展数学模型及其应用
宝
钢
技
ห้องสมุดไป่ตู้
术
2007 年第 5 期
宝钢 5m 厚板轧机宽展数学模型及其应用
张敏文 (宝钢分公司 厚板厂 , 上海 200941)
摘要 : 在厚板轧制过程中 , 把 握材料的宽展规律 , 提高宽展预测精度是保证最终钢 板宽度满足要求的关键 环节 。 从影响宽展 的因素和常用的宽 展公式出发 , 研究宝钢 5m 厚板轧机 PV PC 平面形状 控制的宽展数学模 型及其建模过程 , 对该模型的特点及实际应用情况做了 客观评价 。 并 利用生产中 积累的数 据 , 应用 数据统计 回归方法 , 对宽展模型的协调因子 x t, y 1进行优化 , 从而提高了模型的预测宽展精度 , 减小了宽度 预测偏差 。 关键词 : 厚板轧制 ; 宽展 ; 数学模型 中图分类号 : TG335. 5+ 5 文献标识码 : B 文章编号 : 1008- 0716( 2007) 05- 0038- 04
0 前言 板带轧制过程中, 材料在厚度方向承受轧辊 压缩作用, 压缩下来的体积 , 将按照最小阻力定律 沿纵向和横向流动。沿横向流动的体积所引起的 材料宽度的变化称为宽展。 准确地预测板带轧制中的宽展是保证材料断 面质量的重要环节。特别是对于厚板生产, 提高 宽展预测精度, 有助于提高成材率和资源利用率。 有必要在板带轧制的材料 宽展规律的理 论基础 上 , 对宝钢 5m 厚板轧机 PVPC 平面形状控制的宽 展模型进行研究 , 并对现场应用情况进行评价 , 从 生产实际出发对模型进行优化。 1 板带轧制宽展规律
lnx + lny 1
( 7)
b1 = 1- k∃
b0 h1 ( 1- ) h0
( 8)
对于任一道次, 若已知几何条件 b0, h0, h 1, 则 b 1 值大小仅取决于 k ∃。 理论上 , k ∃ 只能在 0~ 0 . 5范围内取值。 k∃ = 0 时 , 表示已不存在宽展 , 适用于材料较薄时 ; k ∃ = 0 . 5 适用于材料厚时 (如轧制方坯 )。由轧制实 践经验得出 , k ∃ 一般在 0~ 0. 4 范围内取值, k ∃ = 0 . 4对应于当前道次材料较厚时, k∃ = 0 对应于当 前道次材料较薄时。 2 . 2 确定主要自变量 b0 /h0 如前所述, 轧制过程中, 材料宽度越大, 宽展 量越小 ; 材料厚度越小 , 宽展量越小。 k ∃ 被证实 随着材料宽厚比 b0 /h0 的增大而减小 , 而且两者 经对数变换后成负线性相关的关系 , 因此有必要 在它们之间构建明确的函数表达式 , 最终完成对 出口宽度的预测。 2 . 3 建模过程 记 y = k ∃, x = b0 。 h0
宝钢厚板技术标准介绍
厚板产品标准内容
✓ 范围:宝山钢铁股份公司生产的厚钢板 ✓ 规范性引用文件:涉及试验方法、基础性标准引用 ✓ 一般技术要求:通常引用Q/BQB600 ✓ 分类和代号:牌号、公称厚度、用途 ✓ 技术要求:成分(Ceq、Pcm)、力学及工艺性能… ✓ 检验和试验:检试验方法、组批规则、试样数量… ✓ 其它:不同于Q/BQB600中的规定 ✓ 附录:资料性附录、规范性附录 ✓ ……….
用于要求优良焊接性能的桥梁、船舶、车辆、石油 贮槽、容器、和其它结构件。
✓ SM570如需焊接修补:协商 ✓ 相近牌号对照
Q/BQB 612 建筑结构用厚钢板:
✓ 非等效采用:JIS G3136、YB4104 ✓ 牌号
SN400A、SN400B、SN400C、SN490B、SN490C 命名:以SN(STEEL NEW STRUCTURE) + 规定最小抗
产量 (万吨/年) (%)
60
50
36.0
40
(20%)
28.0
30 (20%)
20
10
54.0(30%)
42.0 (30%)
50.4(28%) 42.0 (30%)
总 产 量 : 一 期 140 万 吨 /年 二 期 180 万 吨 /年
5.6 7.2 (4%)(4%)
14.4 (8%) 8.4 (6%)
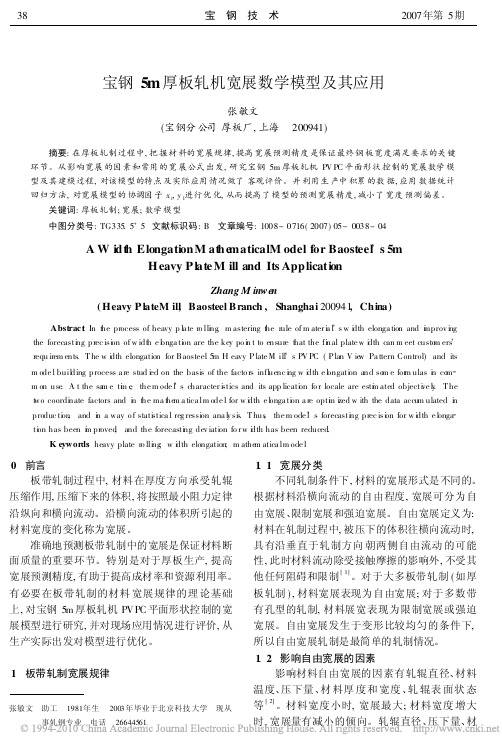
5~150900~4,800 ~25,000mm 5~100900~4,800 ~25,000mm 5~150900~4,800 ~25,000mm 5~100900~4,800 ~25,000mm 5~150900~4,800 ~25,000mm ~24t
注:* 轧制钢板宽度约为1,300~4,900mm,长度约为 6,000~52,000mm
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
宝钢厚板轧机厚度及凸度测量技术
引言宝钢厚板厂轧机测厚仪和凸度仪是厚板轧制过程主要产品质量特性(厚度和凸度)控制系统的测量装置,设计产品宽度范围到5 m,厚度范围
5~125 mm。
由于产品精度要求,对于厚度和凸度控制有较高的功能和精度要求,对测量系统的测厚仪和凸度仪的实时性和准确度就有相应需求,因此采用合适
的测量方法、对测量过程可能的影响量的补偿技术等都是该测量系统的特点,
同时测量装置本身的技术特点也保证了它的可靠性。
1 厚度及凸度测量系统
构成宝钢厚板厂轧机测厚仪和凸度仪是从德国IMS 公司引进的放射性同位素
厚度测量系统。
与其它公司以及宝钢以前使用的测厚仪相比较,IMS 公司新的
设备采用了Interbus 总线、测量信号数字化和计算机网络以及测量通道冗余技术,整个系统的架构清晰、紧凑,简单而又高效,代表了测厚仪及其它特殊仪
表最新发展方向。
1.1 厚度及凸度测量原理放射性同位素(137Cs)核衰变产生的γ射线穿透被测物时,由于散射和吸收而产生强度的衰减,衰减的程度与
被测物种类、厚度等因素有关,关系如公式1:
式中:I 表示射线穿过被测物时的强度;I0 表示射线未穿过被测物时的强度;μ表示被测物的质量吸收系数;ρ表示被测物的密度;dh 表示被测物的厚度。
在实际应用过程中,钢种的不同会导致其密度(ρ)不同,相应的质量吸收系
数(μ)也会发生改变,对于一种具体的钢种,只要知道其中的化学成分含量,
可以利用式(4)进行计算得到合金补偿系数。
式中:Ai 为钢种合金补偿系数;Ai(ρ)为钢种密度的补偿系数;Ai(Z)为钢种
质量吸收系数的补偿系数;ρFe=7.8538g/cm3,为铁的标准密度;ρx为元素X 的密度;μx为X 元素的质量吸收系数;μFe为铁元素的质量吸收系数;G%(x)为X 元素在带钢中的含量。
在厚板轧制过程中,被测的厚板实际上是。