我国中厚板轧机概况和中厚板轧机新技术
中厚板的轧机及轧制方法简介
中厚板的轧机及轧制方法简介中厚板轧机的布置形式因为性能参数相同的轧钢机,采用不同的布置形式时,轧钢车间产品产量和轧制工艺就不同,所以根据中厚板的生产特点,中厚板轧机的布置形式可分为:单机架式、双机架式、半连续式及连续式。
中厚板轧机的形式中厚板轧机的形式,从机架结构上来看有2辊可逆式、3辊劳特式4辊可逆式、万能式和复合式之分。
半连续式中厚板轧机所谓半连续式轧机是指粗轧机组各机架主要或全部为可逆式轧制的轧机,而精轧机组为连续式。
轧制中厚板的半连续式轧机的粗轧机组是由立式或水平式破鳞机、可逆式粗轧机座和一台或两台普通粗轧机座组成。
精轧机组是由一台除鳞装置和4~6架4辊机架组成。
在这样的轧机上大都装有卷取机,可卷取厚度达20mm的带钢。
半连续式轧机的优点是:兼能生产中厚板和薄板,产品规格广,对于钢板用量不大但品种要求齐全的地区尤其有发展的必要。
?轧制中厚板常用的轧制方法包括:?(1)全纵轧法,指板坯的长度方向与轧制方向一致的轧制方法;?(2)全横轧法,指板坯的长度方向与轧制方向相互垂直的轧制方法;?(3)横轧?纵轧法,指坯料转过90°,使坯料的长度方向与轧制方向垂直轧制若干道,然后再转90°,使原坯料的长度方向再与轧制方向一致进行轧制;(4)角轧?纵轧法,指将坯料在被轧辊咬入时,坯料的长度轴线与轧辊轴线成一角度,而下一道次再轧制时则沿另一对角轧制,并使钢板轧成矩形,轧制若干道次后,再采用纵轧法。
中厚板的轧制过程中的几个阶段中厚板轧制中,加热好的坯料出炉后进行轧制要经过以下几个过程:(1)除鳞。
坯料在加热炉中加热要形成氧化铁皮,为保证钢板的表面质量,在轧制之前要将氧化铁皮除掉,否则氧化铁皮压入钢板表面,会形成麻点或凹坑。
中厚板轧机目前广泛采用的除鳞方法是高压水除鳞。
(2)整形轧制。
除鳞后的坯料进入粗轧机,沿其纵向进行1~4道次的整形轧制,其目的是消除坯料表面清理产生的凹坑以及剪切造成的头部压扁,使之规整及后部轧制时形状正确。
国内中厚板的现状和发展趋势
国内中厚板的现状和发展趋势作者:李胜民来源:《中国科技博览》2018年第34期[摘要]综述国内中厚板装备及产能现状以及未来发展趋势。
介绍目前国内知名企业在发展高端产品所采用技术,以及中厚板未来主要发展方向。
[关键词]中厚板现状趋势高端产品中图分类号:TD600 文献标识码:A 文章编号:1009-914X(2018)34-0077-01一装备和产能现状及趋势由于国民经济强大需求的拉动和船舶,石油,化工桥梁发展的支撑,中厚板的发展近几年来稳定持续增长。
在工业发达国家中厚板需求量在14-16%之间,日本可占20%。
目前我国需求在12.5-15%之间,由于我国还处在重要发展阶段未来需求十分可观。
我国一般称呼厚度在4.0mm以上为中厚板,其中4-20mm 为中板,20-60mm为厚板,60mm 以上为特厚板。
中厚板生产属于热轧工艺,主要有中厚板轧机,热连轧机组和炉卷轧机三种方式。
中厚板轧机是普遍采用的主要设备。
按辊面宽度可分为1800mm 2300mm 2800mm 3300mm 3800mm 4300mm 4800mm 以及 5000mm 以上轧机。
宽度板轧机主要指辊面宽度2800mm 以上的宽幅中厚板轧机,辊面4800mm以上为特宽厚轧机,最大规格可到5500mm。
从轧机规格上看3000mm 以下轧机由于产品单重小,规格覆盖面窄,而且与宽带钢轧机产品规格和范围重叠较多难以实现品种及规格多样化,市场适用性差发展空间有限。
从设备结构看,随着设计,制造水平的提高,新建轧机逐步向更大轧制力距和高刚性强力四辊可逆式轧机方向发展。
并可根据工艺要求配置打轧制力立棍轧机。
在目前国际上中板领域各项指标最好的日本到70年代中期,四大钢铁公司相继建成投产了四套5500mm 轧机。
到80年代末,宽度小于4724mm的中厚板工厂已经全部关闭。
本世纪以来我国中厚板不仅产量增幅较大,更重要的是国内制造业,造船业,石油及天然石管道,交通运输工程,重大公共建筑等需要的高档高强度宽厚板全部可以国产化。
中厚板知识及现状

中厚板知识及现状钢材事业部中厚板组集体供稿2021年6月15日生产工段:中厚板轧制工艺及钢厂相关信息一、中厚板生产流程图铁矿石炼铁精轧生铁炼钢粗轧钢水盘子粗轧品钢坯舞阳4100mm中厚板轧机区生产现场中厚板轧机指定的工作辊辊身长度所能生产的成品最大宽度为轧机尺寸减去200~300mm。
一、轧机型式中厚钢板轧机型式有:二辊式、三辊劳特式、四辊式、万能式。
5一二辊可逆式轧机优点:低速咬入,高速轧制,咬入角大,压下量大,产量高。
原材料适应性强。
它可以轧制大锭和板坯。
缺点:二辊轧机辊系刚度差,钢板厚度公差大。
适用范围适用于生产厚钢板,作为双机架布置中的粗轧机架。
六2三辊劳特轧机优点缺点设备投资少,厂房建设快,轧机辊系刚度比两辊可逆轧机大,生产的钢板精度也更高。
中辊直径小,受驱动,咬入能力弱;轧机轧辊系的刚度还不够大,产品的产量和质量都差。
适用范围用于生产4.0~20mm中板,或者作为双机布置中的粗轧机使用。
7三四辊可逆式轧机图2-4四辊轧机电机直接驱动1辊电机主传动图;2-传动轴;3-从气缸上拆下连接轴;4-连接轴平衡装置;5-万向节轴;6.工作基础4万能磨坊图2-5万能式轧机轧制过程示意图图2-6 V-H轧机精轧机单机架单机架中厚板轧机,一个机架既是粗轧机,又是精轧机。
采用单机架生产,只要按规程勤换辊,钢板表面质量是可以保证的。
因此,有些新建厂因限于产量和投资,先采用单机架,预留第二架位置,将来扩建成双机架。
二辊式轧机淘汰改造独处三辊劳特式轧机四辊式轧机双机架(主要布置形式)双机架中厚板轧机纵向布置。
第一台是粗轧机,最后一台是精轧机的四辊四辊轧机组成型式两卷四卷三卷四卷优点:粗、精轧制道次分配合理、产量高;使进入精轧机的来料断面较均匀,质量好;粗轧可以独立生产,较灵活。
宝钢5000宽厚板车间布置图1-板坯二次切割线;2-连续式加热炉3-高压水除鳞箱;4-精轧机;5-加速冷却装置;6-热矫直机;7-宽冷床;8-特厚板冷床;9-检查修磨台架;10-超声波探伤装置;11-切头剪;12-双边剪和剖分剪;13-定尺剪;14-横移修磨台架;15-冷矫直机;16-压力矫直机;17-热处理线;18-涂漆线12除垢:清除板坯表面的一次和二次氧化铁垢。
我国中厚板生产技术的发展

质量 , 都有 十 分 明显 的差 距 。为 了提 高 装 备水 平 , 17 90年后 新 建 的 部 分 中 板 厂 , 已开 始 采 用 四辊 轧
机。
机, 为实 现其 真正 意义 上 的控 轧 控冷工 艺 、 生产 出性
提供 了不 同程度 的 改革 。15 9 8年 7月鞍 钢建成 了 2 8 0 17 0 m 0 / 0 m半 连续 轧机 ,9 6年 8月舞钢 建成 了 16 28 0mm 中厚 板 轧机 ,9 6年 1 0 16 0月太 钢 五轧 厂 建 成 了 23 0 1 0 m 炉卷 轧机 , 0 / 0 m 7 这三 套轧 机 均从 前
我 国 中厚板行 业 随着 国民经 济总 体 的发展 而不
断 进步 , 纵观 我 国中厚板 轧机 的发展历 史 , 大致 可 以 分 为三个 阶段 :
设备普 遍 简陋 , 控制 水平 和生产 工艺 落后 , 年产 量一 般不超 过 3 0万 ~ O万 t产 品 以普 遍 用 途 板 为 主 , 4 ,
苏联 引进 , 都是 二辊 . +四辊 双机 架形 式 , 产后 在产 投 量 、 品 品种 、 格 、 产 规 尺寸精 度 、 表面质 量 和成材 率等
方 面都大 幅度超 过 了三 辊 劳特 式 轧 机 , 为 当 时我 成 国 中厚 板 生产 的 主力 轧 机 。在 这 2 0年 内建 设 的 中 厚板 工厂 中 , 然在 满 足 国民经 济 增 长 和 国家 建 设 虽 上发挥 了无可替 代 的作用 , 由于轧 机规格 小 、 但 轧线
莱钢 科技
21 0 1年 8月
我国的中厚板技术发展
我国中厚板技术的发展近几年我国的中厚板轧机发展较快,产品和工艺装备的升级也如雨后春笋。
但要真正生产高档次的钢板,仍有一些差距。
目前,国内外石油、天然气系统需求的高强、高压、耐候、耐蚀和抗裂等特殊要求的管线、石油储罐和石油平台用钢等,仍不能满足需求。
所以我国的中厚板生产也同我国的钢铁工业一样,需要有一个从量到质、从大到强的转变。
1我国中厚板轧机生产线现状1. 1中厚板轧机现状就中厚板轧机而言,目前可以分为三类:即4 300 mm和5 000 mm的主轧机为A 类。
近两年建成投产的生产线具有轧制压力大(80MN~100MN)、板幅宽、前后工序配套能力强等优势,瞄准的是中厚板的高端产品。
厂家主要以大型国有企业和技术实力较雄厚的企业为主,如宝钢、鞍钢和收稿日期:2006—12—29作者简介:刘晶志(1960—),男,高级工程师,现任首钢中厚板轧钢厂厂长。
沙钢等;B类主要是以3. 5 m轧机为代表的中档水平轧机,其轧制压力居中偏高(50MN~70MN),前后工序的配套正在逐步完善,主要被技术实力雄厚、目前还不能生产高端产品的企业拥有,如首钢和济钢等; C类轧机以生产传统的中低档产品为主,主要由一些老企业和部分新兴的民营企业所拥有,如营口和文丰等。
目前各大钢铁企业和具备一定实力的企业在扩张规模的同时,也在工装水平上和配套工序上对中厚板工艺进行新一轮的升级和技术改造,甚至是异地建设全新的中厚板厂,这些升级改造后和新建的装备将全面提升我国中厚板产品的品质和档次。
可以预计,在2008年之前,对于我国国民经济需要的高档中厚板产品国内即可具备一定的生产能力。
就像欧洲一位钢铁专家断言,目前中国已具有世界上最先进的钢铁装备,不出3年,中国就会成为世界钢铁强国。
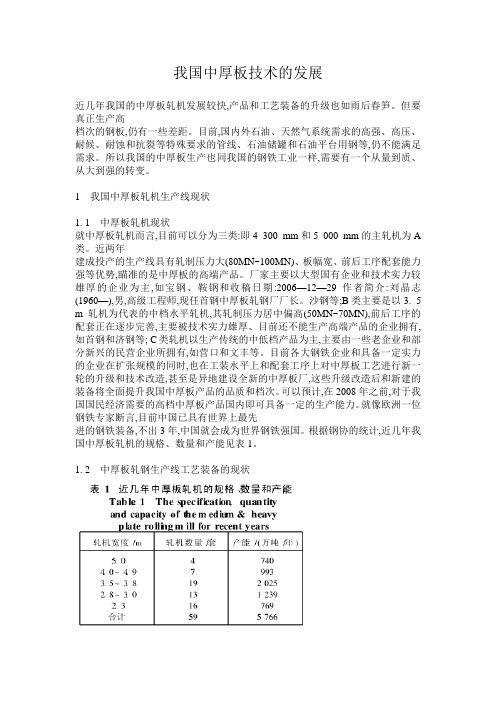
根据钢协的统计,近几年我国中厚板轧机的规格、数量和产能见表1。
1. 2中厚板轧钢生产线工艺装备的现状中厚板轧钢生产线的工艺装备是在钢坯质量一定的前提下保证最终产品质量的重要环节。
我国中厚板生产设备_工艺技术的发展_王国栋

我国中厚板生产设备、工艺技术的发展王国栋 刘相华 王 君(东北大学轧制技术及连轧自动化国家重点实验室,沈阳 110004)摘 要 结合我国近年自主建设的中厚板轧机,介绍了我国在中厚板生产设备、工艺技术方面所进行的研究开发工作和取得的重要进展。
中厚板的核心轧制技术,即强力中厚板轧机、轧后控制冷却系统、中厚板轧制的T M CP技术、尺寸精度自动控制、组织性能预测与控制技术、中厚板轧机的计算机控制系统等,已经成功地应用于我国自行开发的中厚板生产线上,表明我国已经具备了具有我国自主知识产权的成套的中厚板生产、设备和自动化技术,我国正在变为中厚板生产强国。
关键词 中厚板轧机 控制冷却 TM CP 尺寸精度控制 自主知识产权THE DEVELOPMENT OF PRODUCTION TECHNOLOGIES AND EQUIPMENTFOR S TEEL PLATE IN CHINAWANG Guodong LIU Xianghua WANG Jun(The State Key Lab of Rolling and Automation,NEU,Shenyang110004)ABSTRACT Based on the plate mills built by China,the impo rtant development of the equipment and technology and the great prog ress in the plate production in recent years in China are intro-duced.The co re technology of plate production,such as manufacture of strong plate mills,con-trolled cooling systems,the TMCP technolog y of plate production,control of dimension accuracy, prediction of the microstructure and properties of hot rolled plate,and computer control system of plate mill have been used in Chinese plate production lines,w hich means that China has predominat-ed the systematic technology in the plate production/equipment/autom atic control with indepen-dent intellective property.China is becoming a strong country in the plate production.KEY W ORDS plate mill,controlled cooling,TMCP,dimension control,independent intellective properties1 前言中国已经连续8年稳定地成为世界钢材产量的第一大国。
中厚板知识及现状

中厚板行业发展的机遇
基础设施建设
随着国家基础设施建设的加快,中厚板市场需求量不断增加,为 行业发展提供了广阔的市场空间。
制造业复苏
随着国内制造业的复苏,中厚板作为制造业的重要原材料,其市场 需求也将得到提振。
技术进步
中厚板企业应加大技术研发力度,提高产品质量和技术水平,以满 足市场需求,并寻求新的发展机遇。
中厚板市场价格走势
价格波动较大
受国内外经济形势、政策调整、市场供需等因素影响,中厚 板市场价格波动较大,需关注市场动态。
长期趋势向好
随着国内经济的稳步发展和产业结构的优化升级,中厚板市 场长期趋势向好。
中厚板市场发展趋势
高端化发展
智能化生产
中厚板市场需求逐渐向高端化发展, 对产品质量、性能和规格要求越来越 高。
利用先进的信息技术、自动化技术等 手段,提高中厚板生产过程的智能化 水平,提高生产效率和产品质量。
绿色环保
钢铁企业将加大环保投入,推动中厚 板生产向绿色、环保状
中厚板生产设备及技术
设备
中厚板生产线通常包括加热炉、轧机、 矫直机、剪切设备和冷却系统等。现代 化的中厚板生产线通常采用连续式轧机 ,能够实现高速、高效的生产。
04
中厚板行业面临的挑战与机 遇
中厚板行业面临的挑战
产能过剩
近年来,中厚板行业出现了严重 的产能过剩问题,导致市场竞争 激烈,企业盈利空间受到压缩。
环保压力
随着国家对环保要求的不断提高, 中厚板行业面临着巨大的环保压力, 需要加大环保投入,提高环保水平。
技术落后
一些中厚板企业技术落后,产品质 量不稳定,缺乏市场竞争力。
工艺参数
在生产过程中,需要控制好加热温度、轧制速度、轧制道次和冷却速度等工艺 参数,以保证中厚板的性能和表面质量。
我国主流中厚板轧机
我国厚板轧机发展概要进入21世纪以来,随着造船业和各种制造业的迅速发展,工业建设、城市公共建筑、公路及铁路建设、油气输送管线建设等促使中厚钢板需要量急剧增长,推动钢铁企业从2000年前后开始掀起对原有老的中厚板轧机的升级改造,更以跃进的步伐大规模地进行现代化中厚及宽厚板轧机的建设,使我国厚板轧机的数量、产品品种和产品规格大幅度增长,生产能力和产品质量显著提高。
本文是作者在从事钢铁企业设计工作中经过长期收集和积累,将我国的厚板轧机进行统计整理,并列举出代表性现代化厚板轧机主要参数实例,简要说明现代化厚板轧机的设计要点,供有关方面和专业人员参考。
1 2000年以前我国的厚板轧机建国以来到2000年前后我国厚板轧机发展比较缓慢,这一时期我国共计拥有25套中厚板轧机,其原设计能力为1600万t/a左右。
鞍钢1958年投产的半连续轧板厂和武钢1968年投产的轧板厂的2800/2800mm厚板轧机,这两套厚板轧机均为原苏联设计和制造,是当时我国最大和比较完善的中厚板生产设备,设计产品规格为(4~50)×1000~2500×(4000~18000)mm。
50、60年代大炼钢铁时期和其后,我国自行设计制造了一大批2300~2800mm中厚板轧机并建于各省骨干钢铁企业中。
舞阳钢铁公司1978年建成投产一套4200mm特厚板轧机,完全由国内自力更生进行设计和制造建设的。
90年代初期上海浦钢、鞍钢、邯钢、首钢(秦皇岛厂)引进的4200、4300、3000、3450mm四套厚板轧机及生产线的二手设备,国内做必要改造并补齐相应配套设施而较快地建成投产。
我国到2000年前后已有的25套中厚板轧机按辊身长度划分情况如下:6套辊身长度3450 ~4300mm轧机;5套辊身长度2800~3000mm轧机;14套辊身长度2300~2500mm轧机。
从以上轧机分析,有14套轧机的辊身长度为2300~2500mm,从而在半个世纪以来我国所生产的宽度2000mm及以下中厚钢板占据了市场的主导地位,钢板厚度主要是5(6)~25mm。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
我国中厚板轧机概况和中厚板轧机新技术
1、我国中厚板轧机概况
热轧中厚板生产设备包括热连轧机组、中厚板轧机和炉卷轧机等。
热连轧宽带钢轧机适合生产薄而窄的产品,常规中厚板轧机适合生产厚而宽的产品,而新兴的宽规格卷轧中厚板轧机(炉卷)能够生产前两种轧机生产比较困难的薄而宽规格的产品。
国内中厚板产量主要来源于中厚板轧机,其次是热连轧机。
随着长期生产实践与科学技术的不断进步,中厚板轧机生产工艺有两种方案:一是,传统的常规中厚板生产线,采用单张钢板轧制方式。
轧机布置型式有:三辊劳特式轧机(已淘汰);单机架四辊轧机;双机架布置,即二辊粗轧机+四辊精轧机或四辊粗轧机+四辊精轧机。
二是,卷轧中厚板生产线,即炉卷轧机,该工艺是从上世纪80年代逐步发展起来的,既可单张钢板轧制,又可采用卷轧方式生产中厚板。
我国于1936年在鞍钢建成第一套2300中板轧机(三辊劳特式)。
新中国于1958年和1966年先后建成了鞍钢2800/1700半连续钢板轧机和武钢2800中厚板轧机、太钢2300/1700炉卷轧机。
1978年建成了舞钢4200宽厚板轧机。
宝钢5000、沙钢5000、鞍钢5500宽厚板轧机分别于2005年、2006年、2008年建成投产。
我国常规的中厚板轧机目前可分三类,1类:4.3m和5m高水平轧机;2类:以3.5m为代表的中等水平轧机;3类:2.3、2.8m老旧轧机。
2008年,我国中厚板轧机将达到59套,产能5553万t/a。
到2010年我国中厚板轧机产能将达到6500~7000万t/a。
2、中厚板轧机新技术
我国中厚板轧机经过近些年来的改造和引进,采用了许多新技术,如在大多数轧机上普遍采用了液压AGC和轧机过程控制系统,部分轧机已经采用立辊轧机的AWC、工作辊弯辊技术及CVC技术等。
特别是宝钢5000、沙钢5000、鞍钢5500宽厚板轧机,均采用了当今世界上最先进的轧机新技术。
以宝钢5000mm轧机为例其采用的新技术:
1)采用了高水平的控制轧制和控制冷却工艺。
如在置于精轧机后的加速冷却装置上采用喷射冷却和层流冷却组合形式,使其可实现直接淬火(DQ),具有冷却速率调节范围广和高冷却速率等特点。
2)采用了多功能厚度控制技术。
如高精度多点式设定模型、厚度液压自动控制(AGC)(包括:高响应液压AGC、监控AGC、绝对AGC技术等)、近距离布置的γ射线测厚仪,可以生产变厚度(LP)钢板。
3)采用MAS轧制法与近距离布置的立辊相结合,立辊采用宽度自动控制(AWC)短行程(SSC)技术,进行平面形状控制,可大幅度提高成材率和钢板宽度控制精度。
4)采用了连续可变凸度(CVC)和垂直面双轴承座工作辊弯辊系统(WRB)配合的板形控制技术,可实现板凸度和板平直度的综和控制,有利于提高钢板的成材率和厚度的均匀性。