2800mm中厚板精轧机辊型开发与应用_宋耀华
中厚板的轧机及轧制方法简介
中厚板的轧机及轧制方法简介中厚板轧机的布置形式因为性能参数相同的轧钢机,采用不同的布置形式时,轧钢车间产品产量和轧制工艺就不同,所以根据中厚板的生产特点,中厚板轧机的布置形式可分为:单机架式、双机架式、半连续式及连续式。
中厚板轧机的形式中厚板轧机的形式,从机架结构上来看有2辊可逆式、3辊劳特式4辊可逆式、万能式和复合式之分。
半连续式中厚板轧机所谓半连续式轧机是指粗轧机组各机架主要或全部为可逆式轧制的轧机,而精轧机组为连续式。
轧制中厚板的半连续式轧机的粗轧机组是由立式或水平式破鳞机、可逆式粗轧机座和一台或两台普通粗轧机座组成。
精轧机组是由一台除鳞装置和4~6架4辊机架组成。
在这样的轧机上大都装有卷取机,可卷取厚度达20mm的带钢。
半连续式轧机的优点是:兼能生产中厚板和薄板,产品规格广,对于钢板用量不大但品种要求齐全的地区尤其有发展的必要。
?轧制中厚板常用的轧制方法包括:?(1)全纵轧法,指板坯的长度方向与轧制方向一致的轧制方法;?(2)全横轧法,指板坯的长度方向与轧制方向相互垂直的轧制方法;?(3)横轧?纵轧法,指坯料转过90°,使坯料的长度方向与轧制方向垂直轧制若干道,然后再转90°,使原坯料的长度方向再与轧制方向一致进行轧制;(4)角轧?纵轧法,指将坯料在被轧辊咬入时,坯料的长度轴线与轧辊轴线成一角度,而下一道次再轧制时则沿另一对角轧制,并使钢板轧成矩形,轧制若干道次后,再采用纵轧法。
中厚板的轧制过程中的几个阶段中厚板轧制中,加热好的坯料出炉后进行轧制要经过以下几个过程:(1)除鳞。
坯料在加热炉中加热要形成氧化铁皮,为保证钢板的表面质量,在轧制之前要将氧化铁皮除掉,否则氧化铁皮压入钢板表面,会形成麻点或凹坑。
中厚板轧机目前广泛采用的除鳞方法是高压水除鳞。
(2)整形轧制。
除鳞后的坯料进入粗轧机,沿其纵向进行1~4道次的整形轧制,其目的是消除坯料表面清理产生的凹坑以及剪切造成的头部压扁,使之规整及后部轧制时形状正确。
安钢2800mm中板生产线炼轧流程系统优化研究与实践
8 0 7 0
6 o
的目标 , 彻底解决了切割工序能力不足的问题。
4 规范热送流程 .
通过研究 , 将温度标准量 化为时 间标准 , 温度 由“
— —
5 0
4 o 3 O 2 O l O O
温降” 转变成“ 时间——信息” 跟踪, 实现热送过程的
20 年金融危机以来 , 08 我国钢铁出口形势 E t 趋严峻;
本运行已成为常态。
一
目 前我国实行积极的财政政策和稳健的货币政策, 信贷 投放相对收紧, 全社会投资增幅趋降; 钢铁产能过剩矛盾 突出, 钢材价格震荡调整, 市场竞争日 趋激烈, 煤、 矿、 电、 油、 运等生产要素价格上涨的趋势依然强劲, 钢铁行业利
润空间缩小, 行业利润率远远低于平均工业利润率 , 低成
lO转 炉 Ot 卜———_ _ 一 20 m连铸 0r a
、
存在问题
安钢中板机组是 17 年始建 , 19 年 、 0 年改 94 经 96 2 5 0
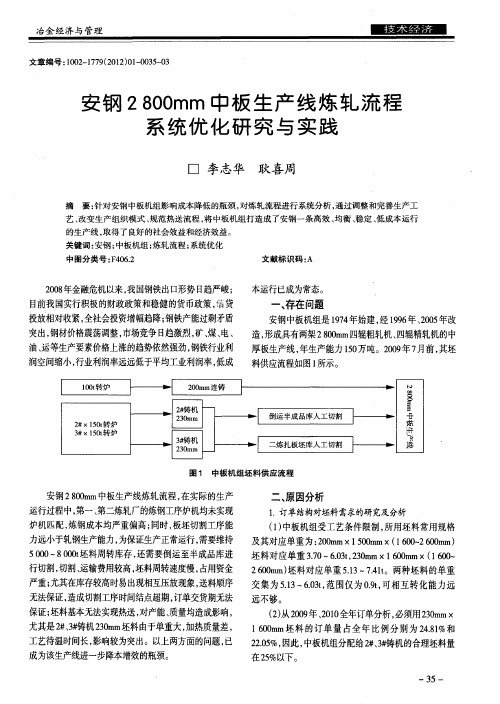
造, 形成具有两架2 0m 辊粗轧机、 0 m四 8 四辊精轧机的中 厚板生产线, 年生产能力1 万吨。20年7 5 0 09 月前, 其坯 料供应流程如图1 所示。
图 6 第一 、 第二炼轧厂供坯 比例
平均每天切割能力为80 0t 0 90, 其余6%) 5 1上需要倒运 2 至半成品 库进行离线人工切割周转, 基本无法 组织热送。
四、 效果
通过对2 0m 0 m中板生产线炼轧流程的系统优化和 8
2 #×10 转炉 5t 3 #×10转炉 5t
广
图 1 中 板 机 组 坯 料 供 应 流 程
安钢 2 0m 0 m中板生产线炼轧流程 , 8 在实际的生产
中厚板轧钢车间设计

中厚板轧钢车间设计创建时间:2008-08-02中厚板轧钢车间设计 (design of plate mill)以板坯或扁锭为原料,经加热轧制生产中厚钢板的车间设计。
中国规定,钢板厚度大于4~20mm 的为中板,厚度大于20~60mm的为厚板,厚度大于60mm的为特厚板,统称为中厚板,中厚钢板主要用于造船、建筑、机器制造、交通运输以及军事工业等部门,还可用作制造螺旋焊管,UOE焊管与焊接钢梁的原料。
在工业发达国家,中厚钢板的产量占钢材总产量的10%~20%。
厚度为4~25.4mm的中厚钢板也可以在带钢热轧机上生产。
车间设计的原则及方法见轧钢厂设计。
简史 18世纪初,西欧开始用二辊轧机轧制出小块中厚钢板。
1854年欧洲建成用蒸汽机传动的二辊可逆式中厚板轧机。
1864年美国建成三辊劳特式中厚板轧机。
1891年美国建成世界上第一台四辊可逆式中厚板轧机,1918年美国又建成主要生产装甲钢板,其辊身长5000mm以上的宽厚板轧机。
以后,世界上又陆续出现了双机架、半连续式、连续式中厚板轧机。
20世纪70年代是中厚板车间建设得最多的时期,不少轧机是4000~5500mm的双机架宽厚板轧机。
1871年中国福州船政局已开始轧制造船板,1907年汉冶萍公司建设了2440mm中板轧机。
1936年在鞍山建成了第一套2300mm三辊劳特式中板轧机。
1958年及1966年鞍山钢铁公司和武汉钢铁公司分别建成了2800mm中厚板轧机,其粗轧机为二辊式、精轧机为四辊式。
1978年设计建成了舞阳钢铁公司4200mm宽厚板车间,1990年上海第三钢铁厂的4200/3300mm厚板车间投产。
坯料选择有扁锭、初轧板坯、连铸板坯和锻坯。
在满足轧制压缩比的条件下,尽可能采用连铸板坯为原料。
某些特殊钢种,根据需要采用锻坯。
设计规模和产品方案设计规模主要取决于轧机和辅机性能、设备组成、市场需求和坯料条件等。
轧机尺寸、组成与设计规模的关系见表1。
2800mm
在公式 的系数 中对成分加 以考虑. 针对武钢 轧
板 厂 , 件 变形 平 均 阻 力 数 学 模 型 : 轧
V 】 4Nn 0 . 3 2 J n O2 u .2 O
20 0 2年 6月
2 0 中厚 板 轧机 轧 制 力模 型研 究 80 mm
戴江波 ” 张清东 ” 陈先霖 ” 孙 林
摘 要
张光新 张 晨
I 京科技太学机械工程学院, HE 北京时间 10 8 2 003 ) 武汝钢铁( 集团睑 。 武汉 4 0 8 3 03
关 键词 中厚 钢板 ; 轧制力 ; 型 模
分 类号 T 3 .2 G3 51
轧 制 力 对 于 各 娄 轧 机 都 是 非 常 重 要 的 参
=
^ “P ,)
【) 3
数, 它广 泛应用于轧机机械设备 的强度设计 与
校 核 , 时 又是 制定 工 艺 制 度 、 整 轧 机 , 同 调 以及 强 化 轧 制 以扩 大产 品 范 围和充 分 合 理 地 挖掘 设 备 潜 力 的 重要 原 始 参 数 . 在计 算 机控 制 技 术 中 ,
收稿 日期 20 — 2 I 0 1 1一 D 敲 江渡 男 ,9 , 程师 , 士牛 3岁 工 博 ★ 国家 自然 科学 基金资助课 题( o58 5 7 ) N . 3 10 9
接 触 弧 长 f :
=
√ C 向 ・ 一 )
f1 8
外摩擦( 应力状态 ) 影响系数 的计算有很 多 形 式 , 此 使 用 的 是 北 京 科技 大 学 16 在 94年对 鞍 钢 10 mm 半 连 轧 机 进 行 测 试 ,得 到 的经 验 70
4300mm厚板轧机窜辊装置问题解析
4300mm厚板轧机窜辊装置问题解析周宏亮①1 刘延军2 于晓瑞1 韩文2 苏 2 任际军2 许栋3(1:宝武集团鄂城钢铁有限公司 湖北鄂州436001;2:中冶京诚工程技术有限公司 北京100176;3:陕西省陕钢集团汉中钢铁有限责任公司 陕西汉中724200)摘 要 窜辊装置是四辊厚板轧机实现板形控制的重要执行机构。
分析了某厂4300mm四辊厚板轧机窜辊装置的结构特点和窜辊缸活塞杆断裂和窜辊缸漏油主要原因。
研究结果表明,该窜辊装置的结构特点是采用移动框架式窜辊机构,窜辊机构整体由横移缸推到工作位置,由夹紧块加持工作辊轴承座凸台,并有窜辊缸驱动实现窜辊功能;活塞杆断裂和窜辊缸漏油,主要原因是受到横向力和和倾翻载荷,主要改进措施是将窜辊液压缸活塞杆和移动夹紧块的刚性连接改为活连接,并设置为弧面结构,消除有害载荷对结构的影响。
关键词 厚板轧机 窜辊装置 活塞杆中图法分类号 TG333.7 文献标识码 ADoi:10 3969/j issn 1001-1269 2022 05 021AnalysisoftheProblemofWRShiftingDeviceof4300mmPlateMillZhouHongliang1 LiuYanjun2 YuXiaorui1 HanWen2 SuGuang2 RenJijun2 XuDong3(1:BaowugroupEchengIronandSteelCo.,Ltd.,Ezhou436001;2:MCCCapitalEngineering&ResearchIncorporationLtd.,Beijing100176;3:ShaanxiSteelGroupHanzhongIronandSteelCo.,Ltd.,Hanzhong724200)ABSTRACT TheWorkRollShiftingdevice(WRS)isanimportantactuatortorealizeshapecontrolinfour highthickplatemill.ThispaperanalyzesthestructuralcharacteristicsoftheWRSdeviceofa4300mmplatemillandthemainreasonsofthepistonrodbreakageandoilleakageoftheWRScylinder.TheresearchresultsshowthatthestructureofthedeviceischaracterizedbytheuseofamovableframetypeWRSmechanism,theWRSmechanismispushedtotheworkingpositionbythetransversecylinder,thebossoftheWorkRollChocksisheldbytheclampingblock,andtheWRScylinderisdriventorealizethefunctionoftheWorkRoll.Themainimprovementmeasuresaretochangetherigidconnectionbetweenthepistonrodofthehydrauliccylinderandthemovableclampingblocktotheflexibleconnection,andsetitasacamberedstructuretoeliminatetheinfluenceofharmfulloadonthestructure.KEYWORDS Platefinishingmill WRshiftingdevice Pistonrod1 前言某钢厂4300mm宽厚板轧机由国外某冶金公司设计,轧机关键部件由国外进口,其余部件国内合作制造,于2009年4月投产。
目前已建和在建的中厚板厂及轧机介绍

目前已建和在建的中厚板厂及轧机型式作者:九九钢铁网论文资料参考日期:2009-05-17阅读:214国内企业名称轧机形式与尺寸鞍钢厚板厂4300×4舞阳厚板厂4200×4浦钢厚板厂4200×4/3500×4秦皇岛轧板厂3500×4济钢中厚板厂3200×4/3500×4酒钢中厚板厂2800×4新钢(厚板线) 3800×4邯钢(厚板线)3500×4首钢中板厂3500×4武钢轧板厂2800×2/2800×4邯钢(中板线) 2800×4济钢中板厂2500×4/2500×4天津中板厂2400×4/2400×4南钢中板厂2300×3/2500×4新钢(中板线) 2300×3/2500×4重钢中板厂2350×2/2450×4营口中板厂2450×4鞍钢中板厂2500×2/2450×4马钢中板厂2350×2/2300×4太钢不锈热轧厂2300×2/2300×4/1700卷安钢中板厂2800×4柳钢中板厂2800×4/2800×4韶钢中板厂2500×4临钢中板厂3300×4文丰中板厂2800×2/3000×4宝钢厚板厂5000×4沙钢厚板厂5000×4鞍钢厚板厂5500×4/5000×4国外宽幅中厚板轧机国家公司或厂址建厂年代轧机规格(mm)美国Lukens 1918 5,230前苏联莫斯科镰刀斧头工厂1940 5,300日本室兰1941 5,200前苏联下塔吉尔1950 5,300德国M·hem 1957 5,100法国Dunkerque 1962 3,350/4,320+5,000日本住友鹿岛1970 4,800+5,490德国Dillingen 1972 5,500+4,800日本新日铁大分1976 5,500日本川崎水岛2号1976 5,500日本NKK京浜1976 5,500前苏联伊尔诺斯克1984 5,000韩国6套中厚板轧机分别如下:1. 东国2550 三辊劳特式中板轧机2. 浦项3400 单机架四辊式中厚板轧机3. 浦项4724+4724 双机架四辊式宽厚板轧机4. 东国3400 单机架四辊式中厚板轧机5. 浦项4300 单机架PC四辊式中厚板轧机6. 东国4300 双机架四辊式中厚板轧机世界5m及以上级宽厚板轧机基本情况统计2009-04-22 15:59:07作者:铁诺咨询来源:制钢参考网浏览次数:0文字大小:【大】【中】【小】No 国家公司或厂址建厂年代轧机规格(mm) 轧机组成产量(×104) 备注1 美国Lukens 1918 5,230 4h 30 在2000年12版“Iron and Steel Works of the World”中已无记载。
八钢中厚板生产组织管理及其优化
八钢中厚板生产组织管理及其优化张亮;周忠华;李斌【摘要】从中厚板坯料料型、加热炉炉型、轧制计划、精整物流以及合同管理方面分析了八钢中厚板生产组织管理存在的难点.结合中厚板分厂的工艺装备,提出了中厚板生产以优化组板规程、生产计划编制优化、畅通物流为原则的组织管理模式.【期刊名称】《新疆钢铁》【年(卷),期】2010(000)004【总页数】4页(P49-52)【关键词】生产组织;优化组板;生产计划;物流管理;合同跟踪【作者】张亮;周忠华;李斌【作者单位】新疆八一钢铁股份有限公司;新疆八一钢铁股份有限公司;新疆八一钢铁股份有限公司【正文语种】中文【中图分类】TG335.5+2八钢4200mm/3500mm中厚板一期工程于2009年2月投产,一期设计年产量为65万t,年所需原料72.22万t连铸板坯,产品品种比例构成为普通碳素结构板占40%,低合金高强度板、工程机械用板、锅炉容器板、桥梁板合计占60%。
产品交货状态为热轧和简易控轧状态交货,成品厚度规格8~40mm,宽度规格1400~3200mm,成品最大长度16000mm。
八钢3500mm中厚板产线自投产以来,为了充分发挥设备的技术水平,在生产组织方式上不断探索,通过改进优化组板规程、计划编制、合同跟踪和畅通物流,中厚板生产管理水平和产能得到了显著提高。
八钢中厚板产线一期工艺流程如图1所示。
(1)加热炉:2座推钢式侧烧四段连续加热炉,炉体有效尺寸(炉长×炉宽):40.15m×4.5m,燃烧介质采用混合煤气、焦炉煤气,炉筋管冷却采用汽化冷却。
(2)精轧机:四辊可逆式3500mm精轧机,工作辊尺寸为1020/960×3500(mm),支撑辊尺寸为2000/1860×3400(mm),最大允许轧制压力60000kN,最大允许轧制力矩2×2800kN·m,最高轧制速度6.4m/s,弯辊力单侧1500kN,HGC缸总承载力60000kN。
2800+mm中厚板轧机轧制力模型研究
2002年6月北京H硬大罕罕嫩Jour曲JofuⅡivers姆ofscienceand1hhnologyBciji“g、m1.24—0.jJuⅡ.20022800mm中厚板轧机轧制力模型研究戴江波”张清东”陈先霖”孙林2’张光新。
张晨1)北京科技大学机械l程学院,北京时间1000832)武汉钢铁(鬟纠)公nJ武汝4]00H,摘要在考虑温度场埘轧制力能参数影响的条件卜.利用ANsYs软什对热轧机带的塑阡变形过程进jrr/』能参数的计算.并巾此获得2800mm轧机轧制压力的计算模删经仃武钢2800mm轧机生产现场实洲大量数据.进・步完善轧制/J模型.使之具有良好的汁算精幢关譬词巾厚钢板:轧制力.横型分类号7G33512A轧制,J对于各类轧机都是非常重要的参数,它广泛应用于轧机机械设备的强度设计与校核,同时又是制定J:岂制度、调整轧机,以及强化轧制以扩大产品范围和充分合理地挖掘设备潜力的重要原始参数.在计算机控制技术中,轧制力模型对卜轧机辊缝没定、负荷分配、厚渊系统的增益系数确定、最优控制具有很重要作用.轧制力模型的顶报精度直接影响设定精度.它对厚度精度和板形质量产牛直接影响.本文利用ANsYs软件对2800mm轧机轧制力进行计算,得到相应的汁算模刑1轧制力计算理论模型由于单位压力在接触弧上的分布是小均匀的,为便丁计算,-般均以单位压力的平均值——平均单位乐力束计算总轧制力.、F均单位睚力“可写成下列一般形式:P.=n^二,?,。
H,。
H,^(1)拧l15露f21式中∽为虚力状态影响系数;‰为摩擦对应力状态的影响系数;%为考虑外区对应力状态的影响系数;‰为考虑张力对应力状态的影响系数;露材料变形阻力轧件变形阻力不仅与金届材料的化学成分有关.而且还取决于塑性变形的物理条件”1(变形温度、变形速度与变形程度)在变形阻力研究中都采用“F函数形式:收稿H期!uul1210戴江波胃.39岁,l程师博士生★目家自然科学基金资助【粜题{No5983517{J)K=厂(一“.P)(3)式中,7'为变形热,J学温度,K:“为变形速度.s。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
辊数据基础上进行参数估算 。目标函数为 :
e
∑ minF = (W w(xi )-W 0(x i))2 i =1
(7)
式中 , kw0 >0 , k w1 >0, kw2 >0 ;Ww(xi)、W0(xi)为
沿工作辊辊身坐标 xi 处的预报和实测的磨损辊型 值 ;e 为工作辊磨损辊型实测的总点数 。计算得到的
ωwim j
=k w0 L zpk w1
l D
s (1
W
+k w2 f w j)
(1)
式中 , L z 为轧制长度 , km ;p 为单位面积轧制力即
比压 P a ;ls 为接触弧长 , m ;D w 为工作辊直径 , m ;
kw0 为模型参数 , 与钢板材质 、工作辊材质 、钢板
温度等有关 ;k w1 为 单位 面积轧 制力 影响 指数 ; kw2 为板宽范围内不均匀磨损系数 ;f wj 为描述轧
工作辊与支撑辊模型参数见表 1 、 表 2 。
表 1 工作辊磨损预报模型参数
道次
kw0 kw1 kw2 数值
1
2
3
4
5
6
7
8
1.020 1.073 1.134 1.093 1.077 1.069 1.055 1.019
1.351 1.317 1.416 1.367 1.422 1.440 1.365 1.365
(2)上下工作辊的磨损形状相似但磨损量不 同 , 下工作辊较大 , 上工作辊的 kw 0 值为下工 作辊的 84 %~ 97 %。 为保 持轧件 头部微 上翘 , 下工作辊辊径比上工作辊大 3mm , 且通常下工 作辊的转速大于上工作辊的转速 , 因此两者受力 和摩擦状态不对称 。
(3)轧辊长度方向的磨损形状不一致 , 传动 侧和操作侧的磨损程度一般相差 ± (2 %~ 4 %)。
一是轧件的温度 、 材质 、 宽度 、 厚度及表面状况 等 ;二是轧辊的材质 、 原始辊型 、 硬度 、 表面粗 糙度及直径等 ;三是轧制力 、 轧制速度 、 轧制长
度 、 润滑状况 、 冷却条件及轧制计划安排等 。除 系统原因外 , 还有随机因素 , 而且诸多因素之间 存在交互作用 , 致使磨损机理十分复杂 , 难以建 立精确的理论预报模型 , 只能通过大量的实测和 分析 , 建立磨损预报统计模型 。 目前最有代表性
DO
I
:10.13228/j .boyuan.issn1003 -9996.2005.04.002 2005 年 8 月·第 22 卷·第 4 期 August 2005 V ol.22 No.4
S T
轧 钢
EEL RO LLI NG
· 7 ·
的经验公式通常都是考虑轧辊的磨损与几个主要
影响因素 (轧制力 、 轧件宽度 、 接触弧长 、 轧制 长度等)之间的关系 , 采用不同的数学方法对预 报模型进行处理以得出轧辊磨损模型的参数 。 3.2 工作辊磨损模型
工作辊磨损预报模型计算方法采用切片法 , 沿工作辊辊身长度方向均匀切成 s 片 , 计算各片 的磨损量 。在综合考虑中厚板轧机工作辊磨损特 征的基础上 , 认为轧过第 i 块钢第m 道次后 , 工作 辊第 j 片的磨损量为 :
度的函数 , 其形式为 :
0
与工作辊非接触区
f bj =
a0
+a2
x
2 r
+
a
4
x
4 r
与工作辊接触区
(5)
其中 x r 为钢板宽度范围内的正则坐标 ,
x r ∈ [ -1 , 1] 。
一个换辊周期后 , 支撑辊磨损辊型 Wb(j)为 :
nr
∑ ∑ Wb(j)=Gb(j)-
ωbim(j), j ∈ [ 1 , s] (6)
i =1 m =1
式中 , Gb 为支撑辊磨削上机辊型 ;n b 为支撑辊换
辊周期内所轧钢板块数 ;r 为支撑辊换辊周期内
所轧各块 。
3.4 模拟退火算法对模型参数的优化
轧辊磨 损模型是一个 多峰且高度 非线性模
型 , 用传统计算方法很难快速和高精度地解决 ,
因而采用有记忆的模拟退火算法 , 在大量实测配
形 , 用 y 表示 , 在宽度一定的条件下 , y 的内截矩 形 |x |·|z |最大 , 则纵向平直度最好 。由于横向 凸度与纵向平直度又有一定的内在联系 , 因此 , 寻 求 max{|y |·|z |}U max{|x |·|z |}作为控 制板形和提高厚控精度的途径 , 而原始辊型的优 化设计则是改善凸度的关键 。
图 1 板形三维示意图
3 轧辊磨损辊型预报模型
3.1 影响轧辊磨损的因素 影响工作辊磨损的因素主要包括 3 个方面 :
收稿日期 :2005 -05 -27 作者简介 :宋耀华 (1947 -), 男 (汉族), 湖北人 , 教授级高级工程师 。
·8 ·
轧 钢 2005 年 8 月出版
1 前言
武汉钢铁股份有限公司轧板厂 2800mm 精轧 机生产中经常出现钢板头尾中间超厚 、 板形不良 等质量问题 , 为此进行了大量试验研究 , 将平面 变厚度有限元方法应用于中厚板轧机辊系受力和
变形分析 , 采用模 拟退火算法建 立轧辊磨损模 型 、 热凸度预报模型 , 并对工作辊与支撑辊辊型 进行同步解耦设计 , 开发出 PM R 和 P WR 辊型 , 减小了钢板凸度 , 提高了板形和厚控精度 。
2 板形控制策略
中厚板的几何特征 , 决定了其形状控制是一 个三维投影的集合 , 如图 1 所示 。设轧制方向平 行于 x 轴 , y 轴和 z 轴分别表示宽度和厚度方向 。 轧件在 x 方向上的投影是在 yoz 平面内的一个封 闭图形 , 用 x 表示 , 在长度一定的条件下 , x 的 内截矩形 |y |·|z |最大 , 则横向凸度最小 ;轧件 在 y 方向上的投影是在 xoz 平面内的一个封闭图
ωbim (j)= kb0L zqkab1
b D
(1
+kb2)(1
+kb3 f
bj)
(4)
式中 , L z 为轧制长度 , km ;qa 为平均单位面积接 触压力 , kg · m-2 , qa = q/ 2b ;q 为平均单位长度 辊间压力 , kg · m -1 , q = P/ L b ;b 为辊间接触半
·9 ·
采用此轧辊磨损模型预报得出的磨损曲线与 实测值基本吻合 , 见图 2 。从该模型预报曲线还 可看出 , 2800mm 精轧机轧辊磨损有以下规律 :
(1)上下辊的磨损沿轴线分布不均匀 , 整体 形状 呈 箱 形 , 箱 形 底 部 宽 度 2m , 口 部 宽 度 2.6m , 两者比值为 69 %。“箱形” 的形状除与轧 制单位编排有关外 , 主要由轧制宽度分布比例所 决定 。 轧板厂轧制 宽度在 1800 ~ 2000mm 的占 51.65 %以上 , 而宽度大于 2600mm 的不足 4 %。
0.294 0.337 0.289 0.301 0.327 0.360 0.273 0.278
0.002 0.002 0.002 0.002 0.002 0.002 0.002 0.002
0.050 0.058 0.050 0.051 0.057 0.059 0.047 0.048
第 22 卷·第 4 期 宋耀华等 :2800mm 中厚板精轧机辊型开发与应用
·研究与开发·
2800mm 中厚板精轧机辊型开发与应用
宋耀华1 , 吴炳火1 , 戴根宝1 , 张光新1 , 周 佩1 , 段东明1 , 孙 林2 , 张清东2
(1.武汉钢铁股份有 限公司 , 湖北 武汉 430083;2.北京科技大学 , 北京 100083)
摘 要 :为解决中厚板生产中出现的钢板头尾中间超厚 和板形不 良的质量问 题 , 利用平面 变厚度有限 元法 和模拟退火算法 , 建立了轧辊磨损模型和热凸度预报模型 , 开发出 PM R 和 P WR 辊型 , 应 用后使板 凸度下 降了 52 %。 关键词 :中厚板 ;精轧机 ;轧辊辊型 ;轧辊磨损 ;板凸度 中图分类号 :T G335.51 ;T G333.17 文献标识码 :A 文章编号 :1003-9996 (2005) 04 -0007-04
宽 , m ;D 为支撑辊直径 , m ;P 为两侧压下力之和 , N ;L b 为支撑辊长度 , m ;k b0 为模型参数 , 与材质 、 轧制速度有关 ;kb1 为平均单位面积接触压力影响 系数 ;kb2 为工作辊辊面状态影响系数 , 在钢板宽 度范围外 , kb2 = 0 ;kb3 为钢板宽度范围内不均匀 磨损程度系数 ;f bj 为描述轧辊轴向不均匀磨损程
i =1 m =1
(3)
式中 , n 为一个轧制单位内所轧钢板的块数 ;r 为
一个轧制单位内所轧每块钢板的道次 ;s 为沿工
作辊辊身均匀分割总块数 。
3.3 支撑辊磨损模型
支撑辊的磨损是在与工作辊滚动摩擦中产生
的 , 因此其磨损取决于辊间接触压力的大小和分 布 。轧过第 i 块钢第m 道次后 , 支撑辊第 j 片的磨 损量可表示为 :
辊轴向不均匀磨损程度的函数 , 其形式为 :
0
与钢板非接触区
f w j = a0 +a2 x 2 +a4 x 4 与钢板接触区 (2)
式中 , x 为钢板宽度范围内的正则坐标 , x ∈ [ -
1 , 1] 。
一个轧制单位结束后 , 工作辊磨损辊型为 :
nr
∑ ∑ Ww(j)=
ωw im(j), j ∈ [ 1 , s]
Байду номын сангаас9,
算时 , 不管是轧制非超平材还是超平材 , 轧辊的 初始辊型参数 (A2 , A 4 , A 6)和(B 2 , B4 , B 6)初始 点都 取 为 (100 , 100 , 100), 衰 减 系 数都 取 α=