标准工时测量表(ST)
标准工时ST资料
标准工时(ST)培训资料• IE-—INDUSTRIAL ENGINEERING—工业工程,简称IE,是世界上公认的能杜绝各种浪费,有效地提高生产率和经济效益的把技术与管理有机地结合起来的一门边缘学科。
简单地说,IE是改善效率、成本.品质的方法科学。
•最早提出科学管理的是美国的泰勒•一般认为美国的泰勒Frank B.Gilbreth 1868〜1924)是IE的开山鼻祖。
(Frederick W.Taylor 1856^1915)和吉尔布雷斯( •GK■■…GBNBA KANRT是日语音译•意思是现场••由于现场管理主要在班组,本次不作讲述生产要素人。
财。
物生产的财富产品。
服务生产率二产出/投入战略与经营规划生产率=I ■!IE的目标:・IE目标:设计一个生产系统及该系统的控制方法,使它以最低的成本生产具有特定质量水平的某种或几种产品,并且这种生产必须是在保证工人和最终用户的健康和安全条件下进行。
IE的特点-IE的核心是降低成本,提高质量和生产率。
-IE是综合性的应用知识体系(技术和管理) -注重人的因素是IE区别于其他工程学科特点之一。
-IE是系统优化技术。
-IE的面向-由微观向宏观管理。
IE的意识:•成本和效率意识•问题和改革意识•工作简化和标准化意识•全局和整体化意识•以人为中心的意识。
美国对IE认识美国质量管理权威朱兰博士说:美国值得向全世界夸耀的东西就是IE,美国之所以打胜第一次世界大战,又有打胜第二次世界的力量,就是美国有IE。
在今天的美国:工程师数量,IE占30%•因为它能够提高生产率!众所周知,日本是一个国小、人多、资源缺乏的国家。
二次大战后,厂房、道路、桥梁都受到严重破坏,经济面临全面崩溃,全年1/3时间停产,加上600万日军和移民拥回而失业人数激增。
•再看今天的日本,面积不到38万平方公里,人口不过1亿多,但国民生产总值占世界国民生产总值的10%,据2003年的统计,日本国民的人均生产总值为40000多美元,居世界第二位。
ST标准工时

支付的工资与作业效率
(人均时效) 直接挂钩。
PAC系统 运用
效率分析系统实施,定期 分类分析效率状况
70 ~ 80 % 95 ~ 105 %
100 ~ 130 %
15/17
作业效率浪费要因分析
区
少量的作业终止,
分
浪费(IDLE)
作业节奏
1.发生在作业开始和结束时, 1.动作的有效性
中间休息前后发生的浪费 (适合程度和熟练度)
个人效率 实绩卡
周间效率 实绩卡
效率 月报
个人 作业指导
实绩检讨 会议
生产性 报告
标准时间 履历管理
(作业方法,变更时间)
14/17
各种管理方式下的作业效率
管理方法
内容
作业效率
25
50
75
100
125
个人节奏
工资以日工资形式 (不测效率)
50 ~ 55 %
效率管理
工资以日工资形式 (测效率)
效率管理
-不能把实绩时间分类后集中起来 -不应该是从实绩值换算过来的 -不能从靠经验图纸转化过来 2.不过度超过富余率
-富余率过公高会成为该公司特有的尺度,失去普遍性和公正性
-不能把间断性,突发性发生的平均作业时间定为标准时间 3.正常速度(Normal Pace)变为激励速度(Incentive Pace)
带来的材料等待,
作业等待,设备故
障,会议,议论等。
7/17
标准时间在效率计算中的重要性
1.应该是具有科学根据的标准时间 -适当性:管理者和作业者认为是适当的尺度,误差应该少。 -普遍性:具备一般的标准作业速度,稳定的尺度。 -公正性:使大家认为公平,且国际通用的。
(工厂与企业)标准工时
标准工时一、定义:st(standard time):标准时间,在特定的工作环境条件下,用规定的作业方法和设备,以普通熟练工作者的正常速度完成一定质量和数量的工作所必需的时间。
所以,st要求如下:1.作业方法必须是标准的。
2.作业速度也必须是标准的。
3.作业者必须是熟练工。
由此又得出:1.作业方法决定st,应该用更好的作业方法制定st;2.无标准的作业方法时,无法制定st;3.st只与人有关,与设备无关;4.st与作业者的具体熟练程度无关,只默认标准作业速度为st要求作业者的作业速度。
二、作用st是各种经营活动计划的基础,测量成果和评价的尺度,可用于改善活动的基础资料。
其主要用途如下:——编制生产作业计划;——计算作业人数;——制定标准成本;——估算产品成本;——编制日程计划;——比较方法和测量改善效果;——计算外发加工费;——制定长期人员计划;——作为生产线平衡数据;——评价作业者成果;——设备空间的计划基础;——编制加班计划;——评价监督者成果;——规定等待机器台数;——用于作业训练。
——其它三、构成标准时间= 正常时间+ 宽放时间= 正常时间* (1+宽放率)(外乘法)或正常时间/ (1-宽放率)(内乘法)1.正常时间:⑴主体作业时间:按照作业目的进行的作业。
指能创造价值的作业,如改变产品外形,改变产品性能等。
⑵副作业时间:与主体作业同步发生,起附属作用。
如取放工具、检查等。
2.宽放时间:⑴私事宽放时间:作业过程中,满足生理要求的宽放时间,如上厕所,喝水,擦汗。
⑵疲劳宽放时间:为了补偿工作过程中体力和精神疲劳,采取的休息或操作速度减弱的宽放时间。
⑶作业宽放时间:补偿作业过程中发生不规则的要素作业。
如用海绵清洁电烙铁;处理不良品等。
⑷集体宽放时间:集体作业时,对于个体差异产生损失的补偿。
如熟练度的差异,工位编排产生的损失等。
四、特性1.公正性(一贯性):在任何部门或现场都有一致的公平尺度。
2.适当性(信赖性):用科学方法制定的,管理者和劳动者都能接受。
标准工时测量表(模版)
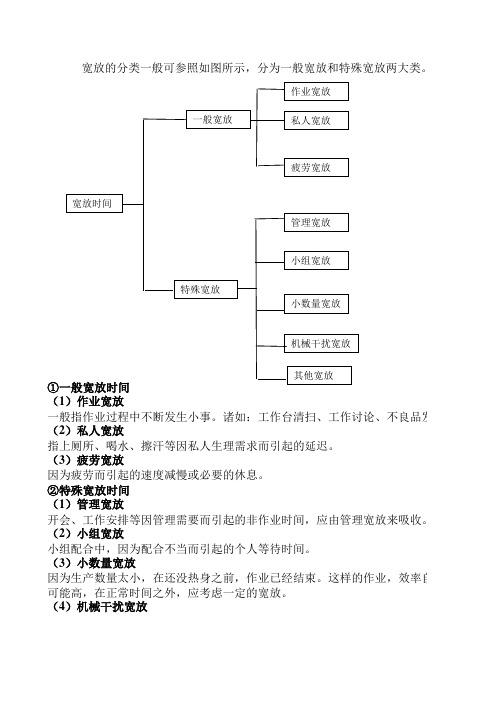
宽放的分类一般可参照如图所示,分为一般宽放和特殊宽放两大类。
(1)作业宽放一般指作业过程中不断发生小事。
诸如:工作台清扫、工作讨论、不良品发现(2)私人宽放指上厕所、喝水、擦汗等因私人生理需求而引起的延迟。
(3)疲劳宽放因为疲劳而引起的速度减慢或必要的休息。
②特殊宽放时间(1)管理宽放开会、工作安排等因管理需要而引起的非作业时间,应由管理宽放来吸收。
(2)小组宽放小组配合中,因为配合不当而引起的个人等待时间。
(3)小数量宽放因为生产数量太小,在还没热身之前,作业已经结束。
这样的作业,效率自然可能高,在正常时间之外,应考虑一定的宽放。
(4)机械干扰宽放一个人负责多台机械,为照看其中一台机械而引起其他机械处于空转或停顿状态,称为机械干扰宽放。
3.宽放时间的设定方法宽放时间的种类虽然众多,但在实际计算标准时间时,不能把所有的宽放时间考虑在内,因为宽放时间中,有的是不可避免的,有的却是可以简单进行排除的。
比如,通过设置固定的工作间歇休息时间,就可以大大减少上厕所、喝水等私人宽放,而且对疲劳的恢复也有所帮助。
而多数的特殊宽放时间,通过改善管理可以逐步排除。
一般,因疲劳和环境条件不佳而引起的时间损失较难排除。
宽放时间的设定步骤:①从宽放率表中查出适当的疲劳宽放率。
②使用瞬间观测法求出其他的宽放时间。
③将所有的宽放率加在一起即为总宽放率。
一般宽放在20%~30%之间是正常的尺度。
品发现等。
收。
率自然不放时间都简单进行排除的厕所、喝水等私,通过改善管理较难排除。
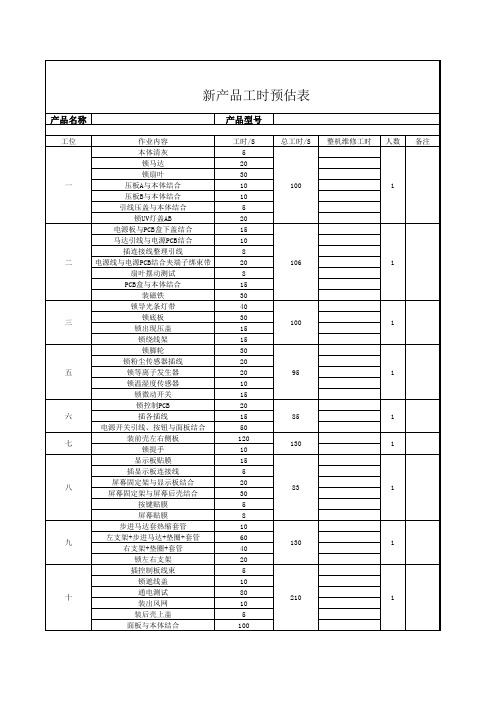
工时测量表
一
100
1
二
106
1三100源自1五951
六
85
1
七
130
1
八
83
1
九
130
1
十
210
1
十一
十二
锁左右侧板与前壳 后壳锁磁铁架 装拉手 锁旋转脚架 粉尘传感器测试 功能测试 整机检查
60 30 10 30 300 60 30 1559
130
1
390
1
包装
约460
整机组装 不包含包 装 不含维修 。
编制/日期:
工位作业内容工时总工时整机维修工时本体清灰3s5s锁马达10s固定粉尘传感器10s5s扇叶摆动测试3s20s插电容端子5s绑束带5s10s锁电源板20s锁高压产生器10s本体风道结合20s固定本体风道锁电容器穿电源线外接风道1与本体结合产品名称产品型号工位作业内容整机维修工时人数备注锁马达20301010引线压盖与本体结合1510610插连接线整理引线20扇叶摆动测试15装磁铁3040100锁底板30锁出现压盖15锁绕线架15锁脚轮3095锁粉尘传感器插线20锁等离子发生器20锁温湿度传感器10锁微动开关15208515电源开关引线按钮与面板结合50装前壳左右侧板120130锁提手10显示板贴膜1583屏幕固定架与显示板结合20屏幕固定架与屏幕后壳结合30按键贴膜步进马达套热缩套管101306040锁左右支架2010通电测试80装出风网10面板与本体结合100十一锁左右侧板与前壳60130后壳锁磁铁架30装拉手10锁旋转脚架30十二粉尘传感器测试300390功能测试60整机检查301559包装新产品工时预估表工时s总工时s压板a与本体结合压板b与本体结合锁uv灯盖ab电源板与pcb盒下盖结合马达引线与电源pcb结合电源线与电源pcb结合夹端子绑束带pcb盒与本体结合锁控制pcb左支架步进马达垫圈套管右支架垫圈套管整机组装不包含包装不含维修
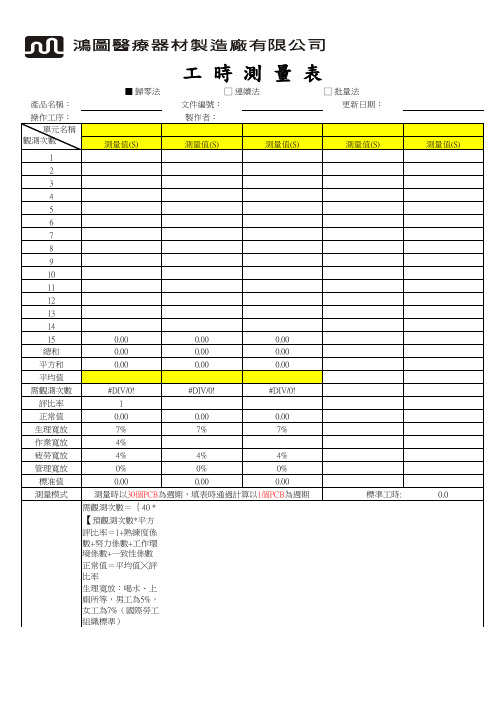
标准工时测量表(ST)
0.0
(誤差率為5%,可信度為95%)
評比率=1+熟練度係數+努力係數+工作環境係數+一致性係數 正常值=平均值╳評比率 生理寬放:喝水、上廁所等,男工為5%,女工為7%(國際勞工組織標準) 備註 作業寬放:領料、尋料、放料、搬運、變換工位、簽單、換拉、交流、操作誤差等,具體寬放值根據國際 勞工組織標準計算 疲勞寬放:生理和心理疲勞,男、女工統一為4%(國際勞工組織標準) 管理寬放:做操、開會等,男、女工統一為2%(本廠實際情況) 標準值=正常值╳(1+生理寬放+作業寬放+疲勞寬放+管理寬放) 標準工時=各單元標準值之和 MMEQ 共 頁,第 頁
工 時 測 量 表
▓ 歸零法 產品名稱: 操作工序: 單元名稱 觀測次數 1 2 3 4 5 6பைடு நூலகம்7 8 9 10 11 12 13 14 15 總和 平方和 平均值 需觀測次數 評比率 正常值 生理寬放 作業寬放 疲勞寬放 管理寬放 標准值 測量模式 #DIV/0! 1 0.00 7% 4% 4% 0% 4% 0% 4% 0% 標準工時: / 總和}
2
□ 連續法 文件編號: 製作者:
□ 批量法 更新日期:
測量值(S)
測量值(S)
測量值(S)
測量值(S)
測量值(S)
0.00 0.00 0.00
0.00 0.00 0.00 #DIV/0! 0.00 7%
0.00 0.00 0.00 #DIV/0! 0.00 7%
0.00 0.00 0.00 測量時以30個PCB為週期,填表時通過計算以1個PCB為週期 需觀測次數={40 *【預觀測次數*平方和 -(總和) 】
作业标准时间测定表

分析日期
作业编号
作业名称
设备工具名称
说明
测量
数量
时间
平均
测量
次数
时间
平均
测量
பைடு நூலகம்次数
时间
平均
合计
评比
标准
实际时间
审核分析人
表格说明(使用时删除):
1、该表格主要用途包含不局限于学校、公司企业、事业单位、政府机构,主要针对对象为白领、学生、教师、律师、公务员、医生、工厂办公人员、单位行政人员等。
2、表格应当根据时机用途及需要进行适当的调整,该表格作为使用模板参考使用。
3、表格的行列、文字叙述、表头、表尾均应当根据实际情况进行修改。
IE标准工时(ST)基本知识
技术偏执者精选IE标准工时基本知识Beson2010.06.21技术偏执者精选大纲⮚1.标准工时概念⮚2.标准工时测量方法⮚3.秒表测量法⮚4.标准工时发行流程⮚5.异常工时管理办法⮚6.生产日报表填写方法技术偏执者精选正常时间⮚正常时间=平均时间*(1+评比系数)平均时间:所测量有效时间的平均值。
摒弃小于平均值25%、大于平均值30%的测量值,取剩下时值平均值。
评比:PIE将所观测的作业员实际作业时间修正为合理的作业速度时间,消除作业员个人的工作态度、熟练度及环境因素对实测的影响。
技术偏执者精选宽放时间⮚作业宽放:在作业中对于更换不良工具、注油、清扫等不规则发生、且不可避免的迟延的宽放。
不包括准备作业。
⮚疲劳宽放:对于因疲劳而使作业时间拖延,及恢复疲劳所需的休息宽放。
⮚生理宽放:上洗手间、拭汗、喝水等生理上所需的宽放。
⮚管理宽放:等待材料、等待搬运宽放。
倘设备完美或管理改善后即可避免。
技术偏执者精选标准工时的结构图技术偏执者精选标准工时测量方法⮚秒表测量法⮚综合数据法⮚工作抽查法⮚预定时间标准法(MOST﹐MOD)技术偏执者精选秒表测量法1.測時方法A. 連续測時法(按预定的总观察次数,在整个工序作业的测时过程中,秒表自始自终不停顿,累计计时,在划分各操作单元的定时点处读表,并记录下时间)B. 归零法(划分各操作单元后,测一组值,归零,再重新测量)C. 循环測時法(是观察人员以秒表为工具,按操作顺序有规律地连续测定其中若干个(N=操作单元总数-1)操作单元延续时间的一种测时方法)技术偏执者精选秒表测量法1.測時方法A. 連续測時法(按预定的总观察次数,在整个工序作业的测时过程中,秒表自始自终不停顿,累计计时,在划分各操作单元的定时点处读表,并记录下时间)B. 归零法(划分各操作单元后,测一组值,归零,再重新测量)C. 循环測時法(是观察人员以秒表为工具,按操作顺序有规律地连续测定其中若干个(N=操作单元总数-1)操作单元延续时间的一种测时方法)技术偏执者精选秒表测量法例題﹕某一單元試行觀測10次,結果如下﹕7,5,6,8,7,6,7,6,6,7問需觀測多少次?说明:一般统一测量次数为10次。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
0.0
(誤差率為5%,可信度為95%)
評比率=1+熟練度係數+努力係數+工作環境係數+一致性係數 正常值=平均值╳評比率 生理寬放:喝水、上廁所等,男工為5%,女工為7%(國際勞工組織標準) 備註 作業寬放:領料、尋料、放料、搬運、變換工位、簽單、換拉、交流、操作誤差等,具體寬放值根據國際 勞工組織標準計算 疲勞寬放:生理和心理疲勞,男、女工統一為4%(國際勞工組織標準) 管理寬放:做操、開會等,男、女工統一為2%(本廠實際情況) 標準值=正常值╳(1+生理寬放+作業寬放+疲勞寬放+管理寬放) 標準工時=各單元標準值之和 MMEQ 共 頁,第 頁
2
□ 連續法 文件編號: 製作者:
□ 批量法 更新日期:
測量值(S)
測量值(S)
測量值(S)
測量值(S)
測量值(S)
0.00 0.00 0.00
0.00 0.00 0.00 # #DIV/0! 0.00 7%
0.00 0.00 0.00 測量時以30個PCB為週期,填表時通過計算以1個PCB為週期 需觀測次數={40 *【預觀測次數*平方和 -(總和) 】
工 時 測 量 表
▓ 歸零法 產品名稱: 操作工序: 單元名稱 觀測次數 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 總和 平方和 平均值 需觀測次數 評比率 正常值 生理寬放 作業寬放 疲勞寬放 管理寬放 標准值 測量模式 #DIV/0! 1 0.00 7% 4% 4% 0% 4% 0% 4% 0% 標準工時: / 總和}