IE标准工时的计算方法
IE工业工程标准工时
2 28.64 29.61 30.24 27.68 29.46 30.24 27.68 14.56
11
HI-11
Insert L101.IC502.L1.R915
2 28.64 30.47 28.16 29.17 30.46 30.47 28.16 14.69
12
HI-12
Insert IC901.IC502.L1.R915
2 24.13 26.14 25.34 30.68 24.38 30.68 24.13 13.07
22
HI-22
Cut PWB
2 29.12 24.36 28.34 26.87 24.35 29.12 24.35 13.30
23
TU-01
Front and back inspection#1
1 12.38 15.88 14.37 15.33 14.25 15.88 12.38 14.44
让知识与经济更近!
标准时间是由“正常时间”和“宽裕时间”两部分组成,其中"正常时间"为 观测时间和评比因素和;宽裕时间为生理宽放、疲劳宽放、作业宽放、管理宽放.
宽放种类及宽放率
作业宽放 3%~5%(普通3%) 不 可 疲劳宽放: 避 特种作业:30%以上; 免 重作业:20%~30%; 的 中作业:10%~20%; 宽 轻作业:5%~10%; 放 特轻作业:0%~5%
PAGE:___1___/___4___ PRE.
SIGN DATE 12-Sep
ADJUSTMENT
1
HI-01
Take carrier ,Insert CY3&CY4
2 23.16 28.46 26.47 15.34 28.49 28.49 15.34 12.19
IE 标准工时
• 方法二、利用产线瓶颈工序标准工 时和人数相乘
精品课件
产线标准工时方法一
• 方法一公式:
产线标准工时=工序1标准工时+工序2 标准工时+工序3标准工时+……+工序n标准 工时
例:某流水线秒表测试时间如下,A,50s B,60s
C,45s,求此流水线标准工时为多少?(宽 放时间为2s)
• 标准时间=41*200+60*100=8200+6000 =14200min
精品课件
实际作业时间
实际时间:做某些人完所有工作所
,不包括非作
花的时间
作业时间指吃
业时间(非
间)
饭、休息时
实际时间=(下班点-上班点)-非 精品课件
如:某条生产线40人上班时间8:00,下班时 间16:00,完成了一天工作任务,其中中午 吃饭60min,10:00休息10min,15:00休息 10min,问实际作业时间?
注:标准工时一般单位为分钟 • 时间测定法:即使用秒表进行直接测量的方法,通常选择
一般熟练员工在正常环境下作业,进行时间测量,一个工 序可测量数次,所测的结果为循环时间。 • 模特法:即将人体的各种动作分解为21种基本的动作,制 定标准工时的时候,将员工作业的动作分解成模特法中对 应的动作,并根据对应动作相对应的时间来制定标准工时 ,模特法中最基本的动作单元时间为0.129秒,可以根据 熟练度等条件不同而加以调整。
精品课件
标准工时计算公式
• 标准工时=标准作业时间+宽放时间 • 标准工时=正常工时+宽放时间
=正常工时*(1+ 宽放率)
精品课件
宽放时间
标准工时

标准工时、瓶颈工时
在IE中,有几个关于产品的工时需要了解并掌握,特整理如下:
1、循环工时(Cycle Time)--C/T
单个站位周期作业时间、不包含作业放宽的工时,一个产品的Cycle Time,即为该产品所有站位的Cycle Time总和。
2、标准工时(Standand Time)--S/T
在适宜的操作条件下,用最合适的操作方法,以普通熟练工人的正常速度完成标准作业所需的劳动时间。
其构成为:
计算方式为:
标准工时=正常时间+放宽时间
=正常时间×(1+放宽率)
=平均操作时间×评比系数+放宽时间
=平均操作时间×(1+评比系数+放宽率)其中:平均时间是指观察后:(∑产品C/T/观测周期数)
3、瓶颈工时(Bottleneck Time)--B/T
在流水线作业下,产品产能可透过B/T进行计算,如下:
日平均产能=日工作时间/Bottlenect Time×生产效率
4、实际作业时间(Actual Tact Time)--T/T
与客户需求量相关,取决于客户需求,其计算过程为:
T/T=日工作时间/日客户需求量
其中,又以T/T来变更产品的C/T,当C/T接近于T/T时为最佳管理要求。
C/T>T/T时,
说明产线有改善空间,而C/T<T/T时,又会造成多生产,增加库存。
5、总制造时间
即一个产品所有站位的C/T总和。
6、总制程时间
包含平衡损失的工时通常为:
B/T*站位数
7、平衡率
即编程效率,计算过程为:
总制造时间/总制程时间。
服装IE常用计算工式
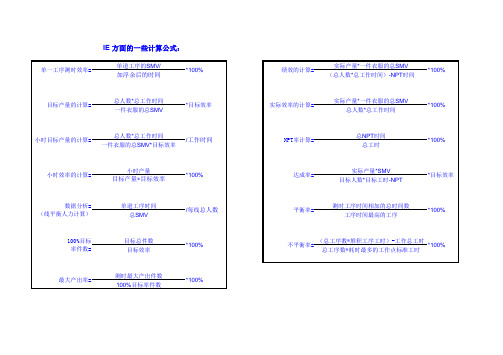
IE 方面的一些计算公式:
单一工序测时效率=单道工序的SMV/
*100%绩效的计算=实际产量
*一件衣服的总SMV
*100%加浮余后的时间(总人数*总工作时间)-NPT时间
目标产量的计算=总人数*总工作时间
*目标效率实际效率的计算=实际产量
*一件衣服的总SMV
*100%一件衣服的总SMV总人数*总工作时间
小时目标产量的计算=
总人数*总工作时间
/工作时间NPT率计算=总
NPT时间
*100%一件衣服的总SMV*目标效率总工时
小时效率的计算=
小时产量
*100%达成率=实际产量
*SMV
*目标效率目标产量*目标效率目标人数*目标工时-NPT
数据分析=单道工序时间
/每线总人数平衡率=测时工序时间相加的总时间数*100%(线平衡人力计算)总SMV工序时间最高的工序
100%目标目标总件数
*100%不平衡率=(总工序数*堆积工序工时)-工作总工时*100%率件数=目标效率总工序数*耗时最多的工作点标准工时
最大产出率=测时最大产出件数
*100% 100%目标率件数。
IE计算公式
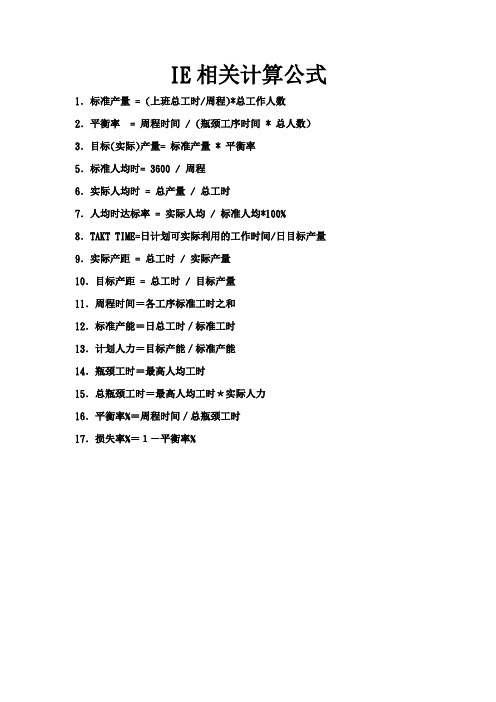
IE相关计算公式1.标准产量 = (上班总工时/周程)*总工作人数
2.平衡率 = 周程时间 / (瓶颈工序时间 * 总人数)3.目标(实际)产量= 标准产量 * 平衡率
5.标准人均时= 3600 / 周程
6.实际人均时 = 总产量 / 总工时
7.人均时达标率 = 实际人均 / 标准人均*100% 8.TAKT TIME=日计划可实际利用的工作时间/日目标产量9.实际产距 = 总工时 / 实际产量
10.目标产距 = 总工时 / 目标产量
11.周程时间=各工序标准工时之和
12.标准产能=日总工时/标准工时
13.计划人力=目标产能/标准产能
14.瓶颈工时=最高人均工时
15.总瓶颈工时=最高人均工时*实际人力
16.平衡率%=周程时间/总瓶颈工时
17.损失率%=1-平衡率%。
IE-标准时间法
标准时间法一、标准时间概要1.什么是标准时间(Standard Time)标准时间是在正常的操作条件下,以标准的作业方法及合理的劳动强度和速度完成符合质量要求的工作所需的作业时间。
由上述定义可知标准时间是衡量一切工作的标准,它具有相当高的客观性与公平性。
IE的全部方法与手段都是为了保证所制定的标准时间公平合理,因为它是衡量效率的基准,同时也是进行科学的效率管理的基础,并最终被应用到销售、设计、制造、采购、成本管理等相关领域。
然而,由于长期受到计划经济影响,中国的工矿企业忽视效率及效益,没有衡量效率的标准时间概念。
广大中国企业只有旧的劳动工时定额系统,与国际的标准时间系统严重脱节,加入WT0之后,当务之急是正视效率管理,引进基础的标准时间系统,与外国企业在同一平台上竞争。
否则,我们进入了WTO的赛场却不懂比赛规则,那如何战胜对手呢?2.标准时间的意义与用途制定合理的标准时间是科学管理的最基本工作,也是最重要的工作。
无标准时间就无管理的第一步。
通过标准时间的应用使参与工作的全部人都可以客观准确地计划、实施并评价工作结果。
标准时间的应用非常广泛,是制造业必不可少的作业管理基准。
标准时间的应用具体有以下几个方面:时间也是在不断更新与提高的。
图7-1反映标准时间的设定与活用周期。
通过图7-1所示的过程发挥全员积极性与智慧来进行革新与改善优化操作系统,是企业竞争及管理的关键。
企业或组织的活力与竞争力最大区别在于是否有上述革新的文化。
因此标准时间的最大意义与用途莫过于对勇于进取的革新成绩的客观评价。
这一思维方法是基于IE的人本主义原则的,当我们看到这种公平的评价改革系统时、这个企业就有活力,否则多半会看到僵化的金字塔式的模式,其中的管理层只会小心谨慎,明哲保身。
所以引进及实施劳动工时的标准时间概念是建立革新与改善系统的重要一步。
3.标准时间的构成大多数的标准时间是由“标准主体作业时间”和“标准准备时间”构成。
工业工程七大手法标准工时的计算办法
•
讲真话的最大好处就是:不必记得自 己讲过 什么。 。2020 年8月上 午8时4 8分20. 8.1008: 48August 10, 2020
•
我生平最高兴的,就是我答应帮助人 家去做 的事, 自己不 仅是完 成了, 而且比 他们要 求的做 得更好 ,当完 成这些 信诺时 ,那种 兴奋的 感觉是 难以形 容的…… 。2020 年8月1 0日星 期一8时 48分52 秒08:4 8:5210 August 2020
•
历史上许多忠臣义士,在国家有难时 ,他们 的节操 就显现 出来, 一个个 名垂史 册。。 上午8时 48分52 秒上午 8时48 分08:48: 5220.8. 10
•
学而不化,非学也。—宋·杨万里。20. 8.1020. 8.1008: 4808:4 8:5208: 48:52Aug-20
•
你既然认准一条道路,何必去打听要 走多久 。。202 0年8月 10日星 期一8 时48分5 2秒Monday, 应该过于拘泥,过于刻板,只 要有可 能就要 任其自 由发挥 。08:48: 5208:4 8:5208: 48Monday, August 10, 2020
•
所有目标都是黑暗的,只有行动才与 光明相 伴!。2 0.8.102 0.8.100 8:48:52 08:48:5 2Augus t 10, 2020
•
如果放弃太早,你永远都不知道自己 会错过 什么。 。20.8.1 020.8.1 0Monday, August 10, 2020
•
今天应做的事没有做,明天再早也是 耽误了 。。08: 48:5208 :48:520 8:488/ 10/2020 8:48:52 AM
•
没有等出来的辉煌;只有走出来的美 丽。。2 0.8.100 8:48:52 08:48A ug-201 0-Aug-2 0
IE标准工时
人力成本控制
• 例如:客户需求A车型200辆,B车型100辆, 8H工作制,(已知A车型标准工时41min,B 车型标准工时60min),求该生产线需要调 配人员数量?
节拍=480÷300=1.6min=96s 车型A人数:41min÷96s=2460/96=25.6≈26人 车型B人数:60min÷96s=3600/96=37.5 ≈38人
注:标准工时一般单位为分钟 • 时间测定法:即使用秒表进行直接测量的方法,通常选择
一般熟练员工在正常环境下作业,进行时间测量,一个工 序可测量数次,所测的结果为循环时间。 • 模特法:即将人体的各种动作分解为21种基本的动作,制 定标准工时的时候,将员工作业的动作分解成模特法中对 应的动作,并根据对应动作相对应的时间来制定标准工时, 模特法中最基本的动作单元时间为0.129秒,可以根据熟练 度等条件不同而加以调整。
• 标准的作业方法:操作动作是标准的,使用的工具 或者机器也是标准的。
• 劳动强度和速度:劳动的强度要适合多数劳动者, 速度要正常的,不能故意放快或放慢。
• 符合质量:完成符合质量要求的工作的工时才算标 准的工时,经过几次返工才完成的工作耗费的工时 不算是标准的。
IE标准工时
标准工时的制定
标准工时的制定,通常使用的方法有时间 测定法和模特法
标准线速 = 131*(1+5%)= 137.55( 秒) • 产线标准工时
=(瓶颈工序+宽放时间)* 上线人数 = 标准线速 * 上线人数
IE标准工时
循环时间
• 循环时间(Cycle Time-CT):指作业员在一个 流程中,完成一个产品所消耗的实际时间 (包括步行,但不包括空手等待时间)
• 在现场,异常是存在的事实,每次异常发 生时,周期时间就变长了
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
标准工时的计算方法
文件类型:体系文件
作者:刘刚
审阅者:徐xx
批准者:xx
部门:TD运营部
保密申明
版本历史
版本号时间作者备注
0.1 Dec.26th 2006 刘刚第一版
批准信息
签名日期
审阅者
批准者
目录
1. 目的---------------------------------------------------------------------------------------------------------------------3
2. 范围---------------------------------------------------------------------------------------------------------------------3
3. 职责---------------------------------------------------------------------------------------------------------------------3
4. 程序---------------------------------------------------------------------------------------------------------------------3
4.1 名词定义----------------------------------------------------------------------------------------------------------3
4.2 规范重点----------------------------------------------------------------------------------------------------------3
5.缩略词-------------------------------------------------------------------------------------------------------------------5
6.附录----------------------------------------------------------------------------------------------------------------------5
7.质量记录----------------------------------------------------------------------------------------------------------------5
目的
规范标准工时制定与修改作业,使标准工时具有完整性,使ERP系统运行之排程合理和成本准确。
范围
xxxxxxxx有限公司
职责
质量经理对于本文件的实施与监督执行负责。
程序
4.1.名词定义:
a)标准工时:在特定的工作环境条件下,用规定的作业方法和设备,以普通熟练工作
者的正常速度完成一定质量和数量的工作所必需的时间。
b)宽放时间:指作业员除正常工作时间之外必须的停顿及休息的时间。
包括操作者个
人事情引起的延迟,疲劳或无法避免的作业延迟等时间。
对于没有规定
发生时间、发生频率、所需时间的不规则要素作业,并不在正常时间范
围之内,而属于宽放时间。
C) 标准速度:没有过度体力和精神疲劳状态下,每天能连续工作,只要努力就容易达
到标准作业成果的速度。
4.2.规范重点:
4.2.1标准工时的建立
4.2.1.1构成:
a) 标准时间=正常时间+宽放时间
=观测时间*(1+熟练修正数+努力修正数)+观测时间*宽放率
b) 宽放时间:
人为宽放:私事宽放、疲劳宽放;
非人为宽放:作业宽放、集体宽放;
特殊宽放:学习宽放、机械干涉宽放、奖励宽放、工厂宽放、其它宽放.
4.2.1.2正常时间:
a) 主体作业时间:按照作业目的进行的作业。
指能创造价值的作业,如改变产品
外形,改变产品性能等。
b) 副作业时间:与主体作业同步发生,起附属作用。
如取放工具、检查等。
正常时间设定方法如下:
直接观测法:秒表观测法;摄影分析法;work sampling法。
优点:比较简单;任何人都可以做。
缺点:难于跟标准速度相比较,需要评价标准速度;生产之前不能设定。
合成法:动作分析法、历史数据法。
优点:信赖程度和一贯性高;客观性和普遍性高;不需要评价标准速度;可在生产之前设定;容易消除不必要动作。
缺点:需要教育和训练。
4.2.1.3宽放时间:
a)私事宽放时间:作业过程中,满足生理要求的宽放时间,如上厕所,喝水,擦
汗。
b)疲劳宽放时间:为了补偿工作过程中体力和精神疲劳,采取的休息或操作速度
减弱的宽放时间。
C) 作业宽放时间:补偿作业过程中发生不规则的要素作业。
如用处理不良品等。
d)集体宽放时间:集体作业时,对于个体差异产生损失的补偿。
如熟练度的差
异,工位编排产生的损失等。
e) 宽放系数表
越低,一般宽放效率10%-20%之间均为正常尺度,根据本公司产品特点总宽放率设置为10%-20% 总宽放率=Σ+各宽放率=15%
4.2.1.4评比
4.2.1.4.1定义:作业观测者(时间研究者)把头脑中的正规作业状态(速度、动作等)
和观测对象(操作者)的作业状态相比较,使之定量化。
4.2.1.4.2评比技术
a)标准作业状态(作业速度)并对之有感性化的认知。
b)评价结果定量化。
4.2.1.4.3平准化法(平准化法又称西屋法)
PUNO-01-03-2000-002 Company Confidential
文件号码
PUNO-01-03-2000-002 Company Confidential 4 (4)
)
a)准备秒表,笔和记录窗体《现场观测工时统计表》。
b)选择运作顺畅生产线,记录每道工序的工序名称和观测后用秒表测试的操作时间。
其中,每
道工序观测后的操作时间最少记录5组数据;可便于计算出标准工时,并能够挑选出更合
理的数据。
c)在观测的同时必须对每道工序进行宽放和评估努力,熟练程度;并在过程记录窗体上作记
录。
对人员的配置同样做记录。
d)产品加工的流程图务必在过程记录窗体上体现,便于清楚知道产品加工的顺序和正确性。
e)在加工过程中,影响作业时间的工治具,辅具必须在过程记录窗体上体现。
f)计算出每道工序的标准工时,找出瓶径工时,并计算出产线时产和人均时产以及线平衡率。
4.2.3由于作业人员流动过于频繁,新进员工操作生疏,厂房内温度过高,通风设施不够好;作业过程
中经常出现少料,缺料和混料现象,作业方法不当,工作顺序的复杂化,引起异常工时增加.
4.2.4标准工时变更
a)新增机型投入生产时,必须建立相应的标准时间。
b)工程变动、工艺变更等引起作业情况变化,必须对相应的标准间做相应更新。
c)工治具的增加引起的工序操作的变动,必须对相应的标准时间做相应更新。
4.2.5新产品和更新过的产品标准工时由IE工程师建立,由ERP工时维护员将标准工时建档和更
新。
5.缩略词:
无
6.附录:
无
7.质量记录:
7.1 PUNO-01-03-2000-002-01工时测量表。