IE标准工时及线平衡
现场IE改善案例分析--生产线平衡分析改善案例
生产线平衡定义
对生产的全部工序进行均衡,调整作业 负荷和工作方式,消除工序不平衡和工 时浪费,实现“一个流”。
出料
入料
平衡生产线的意义
通过平衡生产线可以综合应用到程序分析、动作分析 、layout分析,搬动分析、时间分析等全部IE手法,提 高全员综合素质
在平衡的生产线基础上实现单元生产,提高生产应变 能力,对应市场变化实现柔性生产系统
(4) 4种增值的工作
站在客户的立场上,有四种增值的工作
1、使物料变形 2、组装 3、改变性能 4、部分包装
物料从进厂到出厂,只有不到 10% 的时间是增值的!
工序
符 号
内容
作业内容
分类
加工 作业
○
加工 作业
■产生附加价值的工序及作 业
卖得掉
检查
□
数量检查 ■虽然有必要,但需要进行 品质检查 改善的工序及作业
现场IE改善案例分析--生 产线平衡分析改善案例
2020年7月14日星期二
内容安排
一、线平衡定义 二、生产线平衡分析方法 三、B值、F值的定义与计算 四、线平衡案例分析
一、线平衡定义
生产线平衡定义
什么是生产线平衡
生产线平衡是指构成生产线各道工序所需的 时间处于平衡状态,作业人员的作业时间尽 可能的保持一致,从而消除各道工序间的时 间浪费,进而取得生产线平衡。
减少人手(1)
將工序3里的工作时 间分配至工序2﹑4 及5之內﹐从而工序 3里的人手可调配其 它生产线去
可行性﹕須工序 2﹐4及5內均有足夠 时间接受额外工作。
ቤተ መጻሕፍቲ ባይዱ
生产线平衡-例3﹕减少人手(2人)
降低线体速度,减少生产产量
工作時間
产线平衡与产能计算-IE-工业工程
2024/1/23
15
7
三. 线平衡率的计算
例:某线生产某产品时各工站作业工时如下 (单 位:秒):21,17,29,25,20. 则其平衡率计算如下:
2024/1/23
8
四.线 平 衡 方 法 重点
1.人员方面 1-1. 瓶颈站应由效率较佳或训练较久之人 员担任并有效运用有经验的作业者; 1-2. 将流水线上的NG品移走,以离线作业处理; 1-3. 消除重复性之作业;(如多次的检查,可适当减
2024/1/23
=5.95S
13
时产能=3600/瓶颈时间=3600/5.95=605 PCS
人均时产能=时产能/标准作业人数 =605/11=55 PCS
日产能=时产能×一天的工作时间 =605×7.333=4437 PCS
8小时产能=605×8=4840 PCS
2024/1/23
14
Q&A
2.计算时产能
时产能=3600/瓶颈时间
2024/1/23
11
3.人均时产能计算 人均时产能=时产能/标准作业人数
4.日产能计算 日产能=时产能×一天的工作时间
2024/1/23
12
例:12B7490020机种产能计算
准备数据: 12B7490020-FC中有标准作业人数以及标准 工时。
标准工时﹕在适宜的操作条件下,一名培训合 格的作业员以正常速度完成特定 作业内容的时间﹔
1.马表法
标准工时=量测工时*宽放率*评比系数
量测工时是用马表直接测出的时间 宽放率和评比系数详见附档
正常速度相当于在不负重的条件下,以68cm左右 的步长和每小时4.8公里的速度,在平坦的道路上 行走的情况;或者相当于用30秒钟把一付52张扑 克牌,逐张摆在一个正方形的四个角上.
IE标准工时
工业工程应用手册之标准工时一、标准工时的设定与应用二、时间研究三、标准工时四、标准工时之应用五、马表测试时间研究泰勒1856-1915 。
以马表测量为主。
进行工作研究及寻求改进方式。
主张:花费工作时间最少者即是最佳之工作方法吉尔柏思:o研究操作者之动作,再去删除,合并,重组,简化等步骤。
使方法最好。
主张:能用最经济有效的方法去完成工作,时间白然会减少。
二,标准工时1, 定义;在一定标准条件下,以一定的作业方法,由合格且受有良好训练的作业员,以正常的速度完成某项作业所需的时间。
2 , 标准工时范围2 . 1工作条件:环境,设备,夹治具材料一2 . 2作业方法:加工方式,操作次序,操作动作,操作布置,姿势2 . 3作业员:合格,受完全训练2 . 4速度:正常速度3 , 标准工时的维护3 . 1标准工时方法的训练及查核3 . 2工作方法,作业条件,设备,材料等改变时之报告制度设计。
3 . 3标准工时之诉怨回馈调查及改订。
3 . 4定期复查制度4. 标准工时的结构观测工时评比因素宽放工时正常工时-------------- 标准工时5. 标准工时公式正常工时=观测工时X评比因素标准工时=正常工时X( 1 +放宽率)=正常工时+宽放工时6. 标准工时估算三.标准工时之应用1 .能效管理:o效率是对标准时间达成程度的指数,标准时间决定之后。
管理人员必须督导作业员在标准时间内完成作业。
2. 日程管理:制造部门依据标准时间计算出应生产的产品数量,安排人员设备的配置,日程计划,生产管理等工作,以达成要求的数量。
3. 人员成本计算:。
标准时间计算的基本数据。
4. 工作绩效评估及奖金计算。
o实施奖工制度必须籍由标准时间来衡量工作绩效,才能公平合理计算奖金5. 设备能力:机器设备具有多少能力,必须依据标准工时来计算分析,以作为设备购买之依据,及来取适当之应变措施。
6. 人员及负荷计算。
生产计划拟定后,可依据标准时间计算所需之人工小时及所需人员,而目前机器设备具有多少能力。
平衡生产线标准工时
一般认为时间分析及PTS两种方法的科学性好一些,这样就保证了标准时间客观公平的 基本原则.其中时间分析即通过现场观测的方法来求得标准时间的方法,,对于现场管理 与改善非常实用,PTS法则主要用于新产品及新机种的量产前标准设定,以及对革新前后 的方法进行评价,因此PTS法是IE必须掌握的方法.
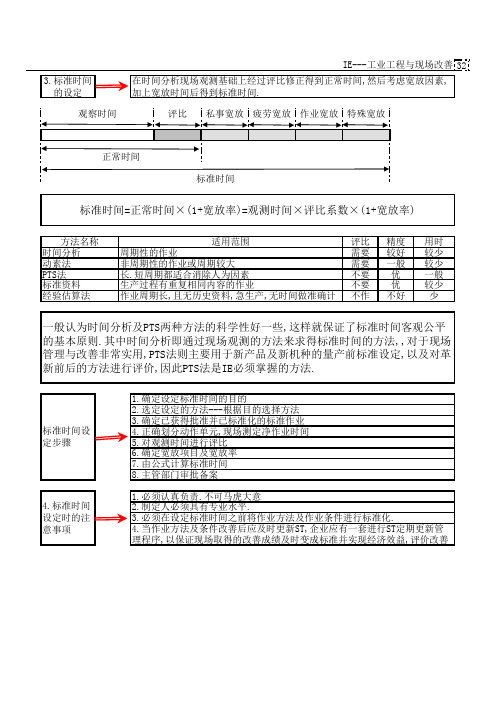
1.确定设定标准时间的目的 2.选定设定的方法---根据目的选择方法 3.确定已获得批准并已标准化的标准作业 4.正确划分动作单元,现场测定净作业时间 5.对观测时间进行评比 6.确定宽放项目及宽放率 7.由公式计算标准时间 8.主管部门审批备案 1.必须认真负责.不可马虎大意 2.制定人必须具有专业水平. 3.必须在设定标准时间之前将作业方法及作业条件进行标准化. 4.当作业方法及条件改善后应及时更新ST,企业应有一套进行ST定期更新管理 程序,以保证现场取得的改善成绩及时变成标准并实现经济效益,评价改善绩
IE---工业工程与现场改善 3.标准时间 的设定 观察时间 在时间分析现场观测基础上经过评比修正得到正常时间,然后考虑宽放因素,加 上宽放时间后得到标准时间. 评比 私事宽放 疲劳宽放 作业宽放 特殊宽放
正常时间 标准时间
标准时间=正常时间×(1+宽放率)=观测时间×评比系数×(1+宽放率)
方法名称 时间分析 动素法 PTS法 标准资料 经验估算法 适用范围 周期性的作业 非周期性的作业或周期较大 长.短周期都适合消除人为因素 生产过程有重复相同内容的作业 作业周期长,且无历史资料,急生产,无时间做准确计算 评比 需要 需要 不要 不要 不作 精度 较好 一般 优 优 不好 用时 较少 较少 一般 较少 少
标准时间设 定步骤
4.标准
最新IE生产线平衡资料

相关的概念
产出的速度取决于时间 最长的工站,称之瓶颈 瓶颈在哪里? 了解加工的过程
2020/10/22
2
相关的概念
概念1: 平衡率
用语衡量流程中各工站节拍符合度的一個综
合比值;
单件标准时间
平衡率= ----------------------100%
瓶颈时间工位数
时
T2
瓶颈时间
测试样本大小計算
山积表
山积表的使用: [图表生成方法]
山积表:将各分解动作时间,以叠加式直方图表现 的一种研究作业时间结构的手法.
样式:
產品xxx工時山積表
秒
10
8 6
0
0 1.5
1.5 0.5
1.5
10 2
1.5 2
10
0.5 1.3
2
10 3
0 4
4
4
6
1
3
1.5 3
2
2
3.5
3.5
2
2
2020/10/22
4
相关的概念
概念4:设定产能 设定产能(H) =3600(S)/瓶颈时间(S) 设定产能(班)=投入時間/瓶颈时间(S)
思考:1)为什么设定产能(班) =投入工时/总工时 总工时=瓶颈时间*作业人数
2)总工时 VS 单件标准时间
概念5:实际产量 实际产量是可供时间內所产出的良品数 1)人均产能=实际产量/投入时间/人数 2)单机台产能=实际产量/投入时间/机台数
时间测试
分解动作时间量测,一般每个动作测量5 次为宜; ❖ 量测人员应站在作业员斜后面1米以外, 以能看清楚全部操作动作为准则; 测试中不能打扰作业员的正常操作和引 起作业员的紧张;
标准工时的测量与生产线平衡

標準工時的測量與生產線平衡导言在生产制造领域,控制工时和平衡生产线是实现高效生产的重要因素。
本文将介绍標準工時的測量方法和生产线平衡的原则与技巧,帮助企业提高生产效率,优化工艺流程。
一、標準工時的測量方法標準工時是指完成一项工作所需要的合理时间,它反映了生产效率和工艺流程的合理性。
以下是常用的標準工時測量方法:1. 直接測量法直接測量法是通过观察和计时工人进行某项工作所用的时间来确定標準工時。
它适用于简单重复的工作,可以直接测量每个步骤的时间,并累加得到整个工作的標準工時。
这种方法简单直观,但对工人的熟练程度和工艺流程的要求较高。
2. 参考工時法参考工時法是通过参考已有的工时数据来确定標準工時。
这些数据可以来自于历史生产记录、工程师的经验或者标准工時数据库。
通过比较相似工作的数据,可以推算出合理的標準工時。
这种方法省时省力,适用于大批量、标准化的生产工作。
3. 事后測量法事后測量法是通过观察和记录工人进行某项工作所用的时间来确定標準工時。
与直接測量法不同的是,事后測量法是事先不通知工人进行时间观察,以减少人为因素的影响。
通过对多个工人多次观察,取得时间的平均值来确定標準工時。
这种方法减少了主观因素的影响,但需要进行大量的观察和记录。
二、生產線平衡的原则与技巧生产线的平衡是指在合理的工时范围内,使各道工序的生产能力相互匹配,避免产生瓶颈,实现高效生产。
以下是生產線平衡的原则与技巧:1. 平衡加工时间通过合理安排各道工序的加工时间,使其相互匹配,避免工序之间出现等待和积压的情况。
平衡加工时间可以通过调整工人数量、改进工艺流程或者增加设备来实现。
2. 增加生产能力当某一道工序产能无法满足整个生产线的需求时,可以通过增加设备、改善工艺流程或者增加工人数量来提高生产能力。
同时,还需要考虑生产线的稳定性和效益,避免资源的浪费和生产成本的提高。
3. 优化物料供应物料供应是生产线平衡的重要环节。
合理规划物料供应的数量和时间,避免物料的短缺或者过剩对生产线造成的影响。
标准工时设定与生产线平衡

案例三
• 背景介绍:某服装企业面临生产成本高、交货期不稳定的问题,需要进行标准工时设定与生产线平衡的调整。
案例三
01 实施过程
02
1. 对生产线进行全面评估,识别高成本和交货期不稳
定的关键因素。
03
2. 制定标准工时,确保各岗位作业时间合理分配。
案例三
3. 引入快速换款、换色的生产模式,提 高生产线的柔性适应能力。
标准工时设定与生产线平衡
contents
目录
• 标准工时设定 • 生产线平衡 • 标准工时设定与生产线平衡的关系 • 实际应用案例 • 未来发展趋势与挑战
01 标准工时设定
定义与重要性
定义
标准工时是指在正常工作条件下,一 位受过良好训练的工人按照安全、高 效的工作方式完成一项任务所需要的 时间。
重要性
标准工时是制定生产计划、安排生产 进度的基本依据,有助于提高生产效 率、减少浪费、降低成本。
制定标准工时的步骤
任务分析
将生产任务分解为若干个操作单元,明确每个操 作单元的作业内容、作业顺序和作业标准。
数据处理
根据观测数据,剔除异常值,计算每个操作单元 的标准工时。
ABCD
时间观测
选择合适的观测方法,如秒表观测法、工作抽样 法等,对每个操作单元进行时间观测。
案例一
• 背景介绍:某制造企业面临生产 效率低下、品质不稳定的问题, 需要进行标准工时设定与生产线 平衡的实践。
案例一
01
实施过程
02
1. 对生产线进行全面分析,识别瓶颈环节和冗余环 节。
03
2. 制定标准工时,确保各岗位作业时间与整体生产 节拍相匹配。
案例一
01
某IE技术员必备标准工时设定与工作改善课件
生产批 产制 一
二
三
四
五
号
件号
#90018 A111 A制程
#90023 B232
#90024 C334
#90029 D224
#90031 E443
#90033 E234
2.另一种形式的甘特图
排程 制令No. 制 一 二 三 四 五
对象
程
甲 #90002 A 100 100 8
#90003 A 4
一 14
(14*60-20)÷1.2=684
二 12
(12*60-20)÷1.2=584
三 18
(18*60-20)÷1.2=884
累计
六、产能负荷分析之用途
.计量化确定订单(生产批)之交期可能性 .确定生产批排程的可能性,作派工与细部进度计划依据 .提示营业部门负荷状况,作营业人员接单与营销活动参
标准工时制定与工作改善
第一章
标准工时的应用方向
一、标准工时在工厂管理的工 具性角色
1、多项“计划”作业的核算工具
生管排程 工作负荷量 人工成本基准
2、多项“查核”工作的基准
员工效率 人力编成/设备配置编成 生产线/设备绩效 损失分析
3、其他
方法比较与工作改善
二、标准工时之应用范围
1、生产管理方面
(包括管理幕僚部门)
2、PAC效率计算公式
1、
∑(合格完工数量)×(制程标准工时)
毛效率= ───────────────────
部门(个人)总投入工时
2、
∑(合格完工数量)×(制程标准工时)
净效率= ───────────────────
总投入工时-责任外损失工时
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
61.8
65.77
40.00
12.7
0.00 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
备注:
产线布局图(Line Layout)
工序 2-2
宽放率:人工8%,设备(治具)10%
TOTAL工序时间:'Tc'=Σ Tc' 节拍时间(s):'Ts'=Max('C/T') 标准工时(s/PCS):'ST'='Ts'*'N' 22547.9 156.26 39845.1 23.0 255.0 0.1 0.4
23 29 37 40 43 53 58
160.00
156.3
151.3
140.00 123.8 120.00 100.5 90.5 83.8 80.00 68.5
61.8 60.00 43.1 70.8 93.4
104.0
100.00
98.0
51 39 36 58 84 283 35 24 55
20.00
生产线平衡率计算表
Doc. NO.文件编号 Schedule Qty 数量(PCS/11Hr): NO.of pro工序编号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 ProcessName 工序名称 253.4 Time of Pro工序时间(S) TC 1562.6 5324.7 784.0 1266.8 1257.3 205.5 247.1 2972.0 373.4 1708.1 803.2 560.3 229.0 3537.4 1058.8 657.70 No.of Operators 人员安排 Model (型号): T/T (节拍): Cycle time 周期时间 (S)C/T 156.3 UPH 每小时产量 (PCS/Hr) Labour(人力) Machine Requirement 设备 需求
工序 3-2
工序 6
工序 8-2
工序 9-2
拉头
拉尾
标准产量(pcs/1Hr):'M'=3600/'Ts' 标准人力(人):'N'=Σ 'N'
工序 2-1
工序 3-1
工序 7
工序 8-1
工序 9-1
标准人均产出UPH:'PPH'='M'/'N' 不平衡损失率η=1-'TC'/'ST'
Prepared by制定:
180.00
Rev 版本 255.0 Date 日期 Time of process analyse chart 工序工时分析图
10.0 43.0 8.0 14.0 15.0 3.0 4.0 42.0 4.0 17.0 13.0 13.0 18.0 34.0
7.0 10.0
156.3 123.8 98.0 90.5 83.8 68.5 61.8 70.8 93.4 100.5 61.8 43.1 12.7 104.0 151.3 65.77
PRODUCTION / IE Engineer
Checked by审核:
IE Supervisor
Approved by核准:
IE Manager