模具设计原则(1)
模具设计分型面的选择及设计原则

模具设计分型面的选择及设计原则
模具,是将塑料或金属按照产品设计图纸要求的形状和尺寸加工出来
的工具。
模具的设计和制造是任何塑料或金属制品的有效生产的必要环节,型面的选择和设计原则对模具的质量和成型效果有着重要的影响。
一、模具型面选择
1、了解加工工件材料特性,首先要了解加工工件的材料特性,以便
根据材料的性能、加工精度需求等,决定模具的塑料型面类型。
模具的材
料种类有:定型塑料、半定型塑料、硬质塑料、弹性体塑料、铝热模塑料等。
2、根据产品型号和尺寸,确定型面形状和尺寸;
3、根据成型材料的特性,确定模具型面料的厚度;
4、根据产品成型过程尺寸的变化,确定型面的设计模式;
5、根据成型方式及模具结构,确定腔体的形状;
6、根据负压上模原理,确定模具型口的设计;
7、确定附件的设计,包括定位件、导流件等;
8、根据设计要求,制定模具的总体尺寸和技术要求;
9、根据成型工艺需要,确定模具表面处理方式。
二、模具设计原则
1、重点考虑模具的结构及制作的简单方便性,便于模具的调整和维护;。
模具设计操作手册及使用指南(专业版)
模具设计操作手册及使用指南(专业版)一、引言在工业生产中,模具设计和使用是非常重要的环节。
优秀的模具设计能够提高生产效率、降低成本,而合理的使用指南可以保障模具的寿命和质量。
本手册旨在为模具设计师和操作人员提供全面而详细的指导,以确保模具的设计、使用和维护达到最佳效果。
二、模具设计1. 模具设计原则模具设计应遵循的原则包括:合理性、可制造性、经济性、稳定性和可维护性。
设计师应对产品进行全面分析,理解产品的特点和要求,合理选取材料,确定最佳的模具结构和生产工艺。
2. 模具设计步骤模具设计包括产品设计、模具结构设计、零件设计和装配设计。
设计师应根据产品的形状、尺寸、材料等要素进行设计,并通过CAD/CAE软件完成设计图纸。
在设计过程中,要注意保证产品的精度和一致性,避免出现结构失实、冷却不均等问题。
3. 模具设计要点(1)模腔和模芯的设计:合理设置模腔和模芯的结构,确保产品的形状和尺寸精度。
(2)冷却系统设计:合理设置冷却通道,确保塑料制品的冷却均匀,提高生产效率和产品质量。
(3)排气系统设计:设置合理的排气通道,排除气泡,避免产品出现缺陷。
(4)脱模机构设计:根据产品特点设计合适的脱模机构,保证产品脱模平稳。
(5)模具表面处理:根据产品要求选择适当的表面处理方法,提高产品的外观和质感。
三、模具使用指南1. 模具安装和调试(1)模具安装:确保模具安装平稳,与生产设备完全配合,避免安装不当导致的事故。
(2)调试过程:根据产品要求进行合理的调试,包括调整模具温度、调节注塑机参数等。
2. 模具使用操作(1)操作规范:操作人员应严格按照操作规范进行操作,确保操作安全。
(2)模具保养:根据使用情况进行定期保养,清洁模具,涂抹防锈剂,防止生锈和损坏。
(3)异常情况处理:当发现模具异常情况时,及时报修或维护,以确保生产的连续性和正常进行。
3. 模具维护(1)日常维护:定期对模具进行检查,检查模具的损坏情况,及时更换损坏部件,确保模具的正常使用。
压铸模具设计
压铸模具设计压铸模具是现代工业中常见的一种模具,它主要用于生产金属制品,如汽车零部件、电子产品外壳等。
压铸模具设计是一项非常重要的任务,因为它直接关系到产品的质量和生产效率。
在这篇文档中,我们将介绍压铸模具设计的一些重要知识点和技术要点。
第一部分:模具设计的基本原则1.1 可生产性原则压铸模具设计要符合可生产性原则。
即设计的模具能够被现有的加工设备和工艺所生产,不会给生产造成太大的困难和成本。
同时,模具的加工和维护成本也要尽可能低。
1.2 合理性原则压铸模具的设计必须符合合理性原则。
即设计的模具能够生产出高质量的产品,并且尽量减少生产过程中的浪费和损失。
设计时要考虑到模具的材料、结构、加工和使用情况等方面的综合因素。
1.3 可靠性原则压铸模具的设计必须符合可靠性原则。
即设计的模具必须具有足够的强度和稳定性,能够经受住长时间的使用和冲击。
设计时要考虑到模具的结构、材料、工艺等方面的综合因素。
第二部分:压铸模具设计的技术要点2.1 模具的结构设计模具的结构设计是压铸模具设计的重要环节。
模具结构的合理性和精度直接关系到产品的质量和生产效率。
在设计时要考虑到模具的内部结构和外部结构。
内部结构包括模具的中心针、滑块、顶出杆、挡板等,这些部件直接影响产品的内部结构和尺寸精度。
外部结构包括模具的固定板、动模板、模座、导柱等,这些部件直接关系到模具的稳定性和加工精度。
2.2 材料选择与热处理压铸模具的材料选择和热处理也是设计时需要关注的问题。
常用的模具材料有铝合金、钢等。
不同的材料具有不同的强度、硬度和热膨胀系数等特性,设计时要根据具体情况选择合适的材料。
同时,进行适当的热处理也可以提高模具的强度和韧性,延长使用寿命。
2.3 模具的加工技术模具的加工技术对模具的质量和加工效率有很大的影响。
加工时需要注意以下几点:2.3.1 避免过度切削和过度磨削,以避免损坏模具表面和内部构件。
2.3.2 注意机床的油极性,避免在精密部件上留下油膜,影响加工精度。
模具设计原则

模具设计原则
模具设计原则是指在进行模具设计时应该遵循的一些基本原则,包括以下几点:
1. 功能性原则:模具设计必须满足产品的功能要求,能够正确、稳定地加工出产品。
2. 合理性原则:模具设计应尽量简化结构,并考虑加工、操作、维护等各个环节的方便性,提高生产效率。
3. 经济性原则:模具设计应尽量降低制造成本,包括材料费用、加工费用等。
4. 可靠性原则:模具设计应保证模具的寿命长,能够稳定地使用,不易出现故障。
5. 互换性原则:模具设计应考虑产品的标准化、系列化要求,使得多款产品可以共用一套模具。
6. 可维护性原则:模具设计应考虑模具使用过程中的保养、维修等方面,便于日常维护与修理。
7. 安全性原则:模具设计应考虑使用者的安全,避免发生意外事故。
8. 环保性原则:模具设计应尽量减少对环境的污染,降低能源消耗,节约资源。
这些原则在模具设计中起到了指导作用,可以提高模具的使用效果和寿命,降低生产成本,提高产品质量。
塑料模具基础知识模具设计与制造
塑料模具基础知识模具设计与制造塑料模具基础知识是指关于塑料模具设计和制造的一些基本概念和要点。
本文将从模具设计的基本原则、模具制造工艺、常见塑料模具结构以及模具设计与制造的相关技术进行详细阐述,并给出实例说明,以期为读者提供塑料模具设计和制造的基础知识。
一、模具设计的基本原则模具设计是在满足塑料制品产品质量和生产效率的基础上,根据客观条件进行设计的过程。
在设计时,需要遵循以下几个基本原则:1.统一原则:即使用模具的制品应尽量设计成相同或相似的形状,以便于模具设计和制造。
2.通用性原则:即模具应具备一定的通用性,能够适应各种塑料制品的生产需要。
3.进口与出口的合理布置原则:模具的进口和出口应合理布置,以确保塑料制品的成型质量和生产效率。
4.合理的冷却系统和延伸系统:模具应设计合理的冷却系统和延伸系统,以提高塑料制品的质量和生产效率。
5.减少加工和装配工序:模具应尽量减少塑料制品的加工和装配工序,以提高生产效率和降低制造成本。
二、模具制造工艺塑料模具制造工艺主要包括模具设计、模具加工、装配、调试和模具试模等环节。
模具制造工艺是塑料模具制造的基础和核心环节,对模具的质量和生产效率起着至关重要的作用。
1.模具设计:根据塑料制品的形状和要求,设计模具的结构、尺寸、材料等参数,并制作模具设计图纸。
2.模具加工:根据模具设计图纸,进行模具的加工和成型,主要包括铣削、车削、锻造、热处理等工艺。
3.模具装配:将模具的各个部件按照设计要求进行装配,包括固定模板、动模板、模芯、导向套等部件的组装和调整。
4.模具调试:将装配完成的模具安装到注塑机上进行调试,调试过程中需要检验射出、冷却、开模等各个环节的质量和效果。
5.模具试模:在模具调试合格后,进行塑料试模,检验塑料制品的质量和生产效率。
三、常见塑料模具结构常见的塑料模具结构主要有单模、连模和自动脱模模具。
1.单模:单模是由一个固定模板和一个动模板组成的模具,适用于生产中形状较简单的塑料制品。
模具设计的标准

模具设计的标准1. 引言模具设计在工业制造中起着至关重要的作用,它们被广泛应用于金属加工、塑料注塑、汽车制造以及电子设备等领域。
一个优质的模具设计对于产品质量和生产效率有着重要的影响。
因此,制定模具设计的标准是必要的,可以确保设计师们具备相同的设计要求和目标。
2. 模具设计的基本原则模具设计的标准旨在优化设计过程、提高生产效率、确保模具质量和保证产品规格的一致性。
以下是模具设计的基本原则:2.1 简化设计模具设计应该尽量简化模具的结构和零件数量,以减少制造成本和加工时间。
简化的设计可以降低模具的重量,提高使用寿命,并且方便清洁和维护。
2.2 提高精度和可靠性模具应该具备高精度的加工能力,以确保产品的质量和准确性。
此外,模具设计还应考虑到材料的可靠性和耐用性,以便长时间使用而不损坏。
2.3 考虑制造和加工要求模具设计应充分考虑制造和加工过程中的要求,例如模具的可加工性、装配性和调试性等。
合理的设计可以减少制造过程中的错误和延误。
3. 模具设计的标准要素为了确保模具设计的一致性和可比性,以下标准要素应该包括在模具设计中:3.1 尺寸和公差模具设计中应明确规定产品的尺寸和公差要求。
尺寸和公差的标准化可以确保不同批次生产的产品具有相同的质量和功能。
3.2 材料选择在模具设计中,应根据产品的特性和使用环境选择合适的材料。
考虑因素包括高温、高压、腐蚀性和耐磨性等要求。
3.3 模具标准件模具设计中应尽量使用标准件,以减少设计和制造的复杂性。
标准件的使用可以降低制造成本和提高模具的可维护性。
3.4 塑料模具特殊要求在塑料模具设计中,考虑到流道设计、冷却系统、顶针和脱模机构等特殊要求。
这些要求对产品质量和生产效率的影响非常重要。
4. 模具设计的流程为了确保模具设计的一致性和规范性,一个典型的模具设计流程应包括以下步骤:4.1 分析和定义在模具设计之前,应进行产品的分析和定义。
了解产品的功能、样式和尺寸要求是设计一个合适的模具的基础。
双色模具设计的3大原则和6项注意事项
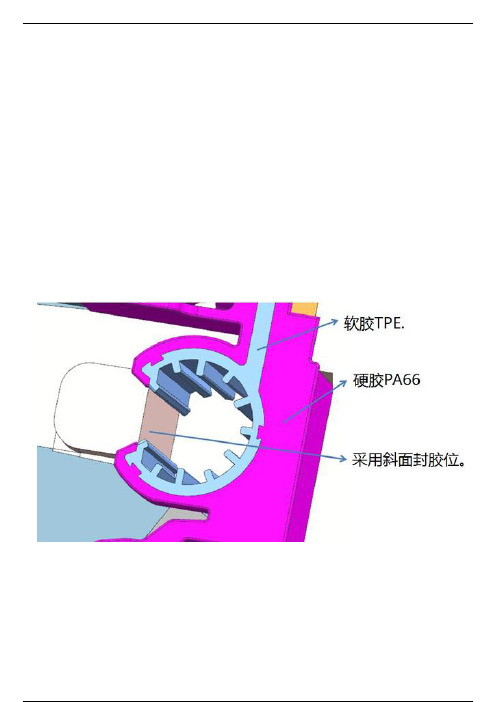
第一原则:确定硬胶与软胶相结合的粘性,另外要注意硬胶的融点要比软胶高,不要在成型软胶的时候,把硬胶融点,就不行。
1.第一射:硬胶:PA66+ 第二射:软胶:TPE 相结合是OK.2.第一射:硬胶:PC/ABS+ 第二射:软胶:PC 相结合是OK.3.第一射:硬胶:PP+ 第二射:软胶:TPU相结合就不行,因为PP材料和TPU材料是不相容的。
第二原则:确认第二射软胶与第一射硬胶成型后,不能有脱落现象。
1.第一射硬胶在于第二射软胶封胶时,尽量用平面来封胶。
2.如果侧面或者斜顶封胶时,硬胶封胶处尽量做偷胶0.1~0.15MM,采用模具钢位来封胶。
第三原则:结合公司现有的双色机,进行设计。
1.双色机正常类型是,双炮筒为并排样式。
2.非正常的双色机,两个炮筒产生90度样式,通常为定制或者是二次改造成的。
3.如果是嵌件放入注塑的情况下,正常使用立式注塑机。
第一个注意事项:硬胶与软胶的收缩率,统一按照硬胶的收缩率进行缩放。
第二个注意事项:模具导柱以及相关定位机构,需四个分钟,而且距离要统一,因为公模侧在模具设计时,是完全一样的,成型中需要旋转180度。
第三个注意事项:第一射成型硬胶进胶点,一定要使用三板模点进胶,或者使用热流道,因为公模侧是完全一样的,需要进行顶出产品。
第四个注意事项:1.公模侧的水路,尽量设计在模具内侧,因为公模侧需要旋转180度,如果水路在外侧的情况下,模具在旋转过程中,水路尽松动造成易漏水。
2.如果公模板为连体的情况下,水路设计在开侧,将水路固定好在注塑机的转圈上面。
第五个注意事项:当成型第一射完硬胶时,需成型第二射软胶时,需要软胶侧的模具钢位与硬胶一起来进行封软胶的情况下,模具钢位需要做过盈0.1~0.2MM,经过T0试模后,如果发现有压伤硬胶的情况下,再做微调整。
第六个注意事项:1.整全3D进行全检。
2.将后模进行旋转180度,再进行全检查,是否在存干涉。
3.将后模的水管同部创建好,再进行来回180度,旋转进行检查。
模具设计遵循的理念及原则
( 2)设计 必须 为生产 现场服 务 。 ( 模 具 设计 完 成 后 ,只 是完 成 了设计 工 作 的 3)
一
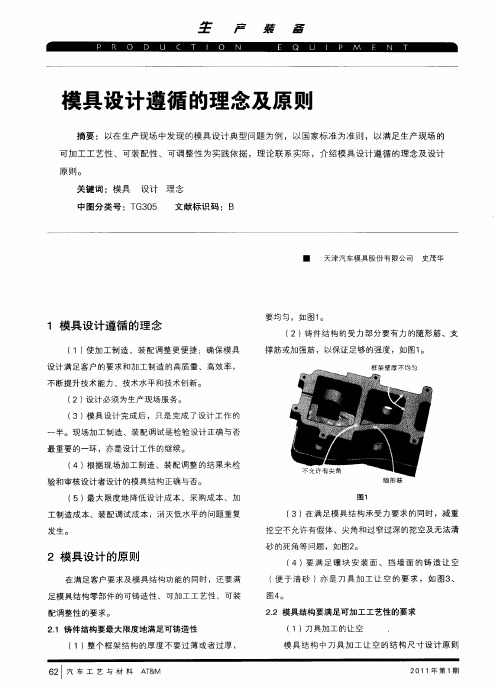
要 均 匀 ,如 图 1 。
( 2)铸 件结 构 的 受力 部 分要 有 力的 随形 筋 、支
撑筋 或加 强筋 ,以保证 足够 的强 度 ,如图 1 。
的最 小 刀具 让 空 ”的加 工 要求 ,设 计 安装 在模 具 本体 上镶 块挡 墙让 空 的结 构尺 寸 ,如 图3 、图4 。
标; 铸造 空冷 钢 镶块 挡墙 让 空 的结 构尺 寸 隹的
图3
2 1年 期 0 1 第1
汽车T艺与材料 A& 6 TM 结构 要满足 可加 工工 艺性 的要求 _
( 1)刀具加 工 的让 空 .
模 具 结构 中 刀具 加 工 让 空 的 结 构 尺 寸 设计 原 则
6 汽车工艺与材料 A M 2 l T &
2 1年 期 0 1 第1
士 产 生 r 氛 苗 装 备
圈1
工制造 成 本 、装配调 试成 本 ,消 灭低水 平 的问题 重复
发生 。
( 3)在 满足 模 具结 构承 受力 要求 的 同时 ,减 重
挖空 不允许 有假 体 、尖 角和 过窄过 深 的挖空 及无 法清
砂 的死角等 问题 ,如 图2 。
2 模 具 设 计 的原 则
在 满 足客 户要 求及模具 结构 功 能的 同时 ,还 要满
半。 现场 加工 制造 、装 配调试 是检 验 设计正 确与 否
最 重要 的一环 ,亦 是设计 工作 的继 续。 ( 根据 现 场加 工 制造 、装 配调 整 的结 果来 检 4) 验和审核 设计 者 设计 的模 具 结构正 确与 否。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
• 例:某一線性尺寸100 mm,其標準 及精密級線性公差為:
– 標準級:(±0.25) + 3(±0.025) = ±0.325 – 精密級:(±0.05) + 3(±0.025) = ±0.125
分模線公差
• 跨越分模線形狀的線性公差﹝圖中 E2E1﹞是將上述「線性公差」的值加上 查下表所得的﹝圖中 E3E1﹞是將上述「線性公差」的值加上 查下表所得的「額外公差」來決定。
• 下表的數值是由可動模塊所形成的鑄件 部位在分模面的投影面積而定,且由於 此額外公差是由可動模塊的移動或磨損 所引起,因此影響的只有'+'的公差。
例:由可動模塊所形成的鑄件部位 在分模面的投影面積500 cm2, 線性尺寸125 mm,則公差為: 標準級:(±0.35) + (+0.61) = +0.96/-0.35 精密級:(±0.15) + (+0.356) = +0.506/-0.15
成形螺紋預留孔
(NADCA P-4-7-97)
• 以擠鍛(swaging)方式成形螺紋的預留 孔公差都以精密級考慮
• 螺紋尺寸註明‘f’者表細牙 • 若須指定孔徑公差,D1用-0.015 mm
,D2用+0.015 mm • 在通孔的末端及盲孔的入口應加錐坑 • 盲孔底部預留4牙的深度 • M3或小於M3的牙只適用於通孔 • 擠鍛攻牙方式不適用於壁厚小於螺孔
情況下盡量用對稱形狀。
拔模角
• 一般鎂鑄件的拔模角可以較 其他壓鑄材料為小,某些情 況下甚至可以不用斜角,但 是在允許範圍內,一般還是 選用較大拔模角,以減少所 需之頂出力或抽芯力。
• 內壁的C值是外壁的一半, 因此內壁的拔模角一般是外 壁的兩倍。
• 鑄造字體及裝飾花紋不適用 此標準,請參考NADCA G6-7-97 Guidelines。
一般級切削螺紋預留孔
(NADCA S-4-6-97)
• 螺紋尺寸註明‘f’者表細牙 • 若須指定孔徑公差,D1
用-0.05 mm,D2用+0.05 mm。
精密級切削螺紋預留孔
(NADCA P-4-6-97)
• 螺紋尺寸註明‘f’者表細牙 • 若須指定孔徑公差,D1用
-0.025 mm,D2用+0.025 mm。
分模線偏移的額外線性公差
• 分模線若有模塊因溫度變 化、滑塊鎖定機構內力、 或定位銷間隙過大而產生 偏移,可能造成與分模面 平行的前/後/左/右任 一方向之尺寸變化,影響 跨越分模線的線性尺寸、 同心度、以及基準面結構 (datum structure)。
• 注意此處包括「正」和「 負」的影響。
NADCA G-5-2-97 Guidelines
直徑的2/3的情況
管牙預留孔
(NADCA S-4-8-9)
• 適用於英制N.P.T. 及A.N.P.T.管牙, 單邊斜角為147' 10'。
填角(fillet)及交角(corner)
• 由於充模時間在10-100 msec左右,所有邊緣 及角落都應盡量使用 圓角,以減少紊流產 生的機會。使用圓角 也可以減緩鑄件及模 具內的應力集中,延 長模具壽命並降低模 具維修費用。鎂壓鑄 件的填角及交角比照 一般鋁壓鑄件設計, 如圖(NADCA G-6-2-97 Guidelines)。
• 加肋的目的是要增 加鑄件的剛性或強 度,降低因鑄件變 形產生的不良率。 然而若設計錯誤, 可能反而在其邊緣 產生較高應力,或 導致應力集中的現 象。建議設計方式 如右圖(NADCA G-
6-3-97 Guidelines) 。
肋 (Rib)
嵌件
• 嵌件的用途主要在使鑄件局部具有高硬度或耐 磨性等特殊性質,或藉以改善壓鑄件的工藝性 ,例如消除局部熱點、消除側凹、細長孔等。 使用嵌件時應注意:
12.1" LCD (A4):660 cm2
13.3" LCD:720 cm2
14.1" LCD:775 cm2
目前A5及B5尺寸的筆記型電腦LCD背板外殼壁厚最薄可達
0.6~0.8 mm,A4一般約為1.2-1.5 mm,最薄約0.8-1 mm,而
13.3"及14.1"最薄可達1-1.2 mm。
線性公差
• 下表的數值是在單一模穴的情況下, 由鑄件在分模面的投影面積而定,且 由於此額外公差是由分模線分離所引 起,因此影響的只有'+'的公差。
例:一鑄件投影面積500 cm2,跨 越分模線的線性尺寸125 mm ,其公差為: 標準級:(±0.35) + (+0.30) = +0.65/-0.35 精密級:(±0.15) + (+0.203) = +0.353/-0.15
模具设计原则(1)
2020年5月27日星期三
鑄件精度之主要變因
➢ 模具製造精度 ➢ 材料收縮率:與產品形狀、模具設計方案
、成形條件有關 ➢ 成形條件如模溫、頂出溫度、射出壓力等 ➢ 模具零件熱變形、磨耗、熔損或移位,以
及毛邊附著在零件上造成製品形狀變動 ➢ 成形設備硬體剛性及精度 ➢ 頂出銷尺寸及位置安排不當、滑塊構造不
➢ 設法讓料頭、毛邊等用沖壓模就可輕易的移除。 ➢ 需後加工處要留足夠的加工餘量,並考慮可伸進加工的方
向及空間。
壁厚設計原則
以筆記型電腦外殼而言,不同大小的液晶顯示器(LCD)所對 應的電腦外殼面積約略如下:
6.1" LCD (A5):230 cm2
10.4" LCD (B5):520 cm2
11.3" LCD:570 cm2
當等造成產品變形
影響壓鑄件尺寸之變因
基本產品設計原則
➢ 在滿足功能要求的條件下儘量簡化設計,並考慮降低模具 設計的困難度及成本。
➢ 薄而大面積的平面易產生撓曲變形,應儘量避免,如果必 須採用,就應以肋條等方式達到輔助流動及加強結構之效 果,並特別注意製程之溫度控制,避免冷卻不均。
➢ 採用漸變、圓角等方式,避免厚度及流動方向的劇烈改變 。
平面公差
• 要提昇平面度應注意以下幾點:
– 平面週邊及底下的壁、凸圓及凸片都應有夠大的拔模角。 – 避免在平面下設計大凸面或截面,以免發生縮痕(sink mark)
或收縮變形。 – 採用漸進的截面變化,並注意適當的填角,減少應力及收縮
變形的發生。 – 各種不對稱的凸塊及壁高變化都會影響平面度,因此在可能