汽车发动机汽缸体缸孔双轴精镗加工工艺
发动机缸体缸孔曲轴孔及顶面的精加工工艺技术
发动机缸体缸孔曲轴孔及顶面的精加工工艺技术作者:黄海华来源:《进出口经理人》2017年第08期摘要:本文研究对象是发动机缸体,涉及缸体顶面、缸孔及曲轴孔的精加工工艺。
选用高速加工中心和珩磨机,配备定制夹具和辅助导向,并配以专用镗刀和珩磨刀具,加工中心重复定位精度控制在0.002mm以内,优化加工程序来保证加工精度,包括顶面的平面度和粗糙度,缸孔的圆柱度、平行度、垂直度和同心度,曲轴孔的圆柱度、直线度和同心度等内容。
此类加工工艺技术能够提高发动机厂的缸体加工精度。
关键词:发动机缸体顶面;缸孔;曲轴孔精加工工艺技术以4缸直列发动机为例,缸孔的同心度要求最高,应控制在0.002mm以内,各缸孔的圆柱度和平行度控制在0.01mm以内,缸孔相对于曲轴孔中心的垂直度控制在0.05mm以内。
曲轴孔的同心度控制在0.025mm以内,各曲轴孔的圆柱度控制在0.006mm以内,直线度控制在0.0125mm以内。
顶面平面度控制在0.05mm以内,粗糙度Rt控制在0.005mm以内,只有保证满足以上精度要求,发动机才会获得可靠的稳定性,因此需要进行高精度加工工艺技术。
一、缸体缸孔精加工工艺制造技术发动机是汽车的心脏,而缸体则是发动机的心脏,缸孔加工精度的高低将会对汽车的性能产生巨大的影响。
以直列4缸发动机为例,缸体(下称工件)装载进入加工中心(水平卧式)工作台,首先进行气检检查该工件时否水平放置,检查后液压油驱动工作台定制夹具对工件夹紧,最后调用镗刀开始加工。
缸体缸孔内的缸套多采用合金铸钢,硬度高,可选用CBN(立方氮化硼)刀片,镗孔工序可安排为粗镗,半精镗和精镗,预留约0.05mm余量到珩磨工序。
镗孔完成后,必须检查各缸孔的位置度和垂直度。
需要注意的是,在粗镗加工时应对缸孔顶部做倒角处理,倒角宽度按照整机设计要求,倒角的目的是方便活塞的装配。
缸孔高度允许存在误差,误差范围控制在0.02~0.03mm之间,超过这个区间,发动机性能可能会受到一定程度的影响[1]。
发动机缸孔止口加工精镗头设计制造
, . , . , . 位置 件 $ # ) +" # ) +! # ) +! # ) +! # ) +1 # ) +1 # ) +’ # ) +! # ) +1 件 % # ) +! # ) +1 # ) +1 # ) +! # ) +" # ) +’ # ) +1 # ) +’ # ) +! 件 ’ # ) +# # ) +" # ) +# # ) +# # ) +" # ) +" # ) +1 # ) +1 # ) +’
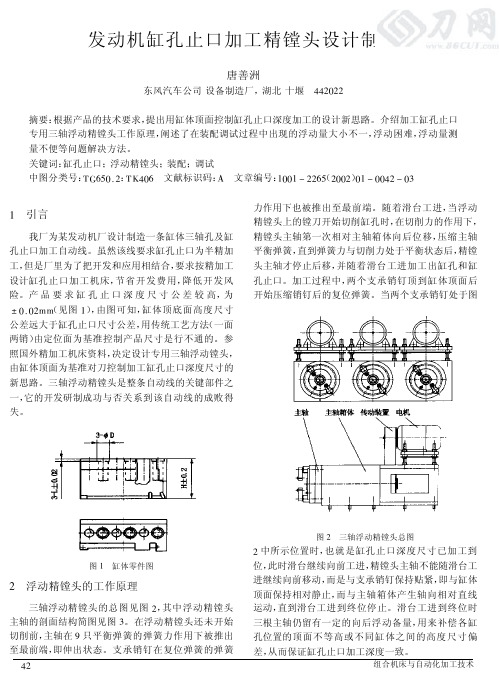
将合格件按 ,)平衡弹簧用弹簧测力仪检测挑选, 测量数据分为三组。 轴承前端盖有关尺寸, 配磨相应零 -)测量箱体, 件, 端面保证适当间隙。 控制主轴轴承预紧力。 .)预装主轴轴承, 保证滑套在主轴箱体内孔有适当间 /)预装滑套, 隙, 且与导向销滑动自如。 $)装配与精度检验
图"
检测系统结构
通过分析装配图和工作原理可知, 它与常见的镗 头相比最大区别在于主轴系统是悬浮在主轴箱体内, 有 # ) !** 窜动量。切削零件时, 由于平衡弹簧的作
由以上数据可知, 即使缸体顶面高度误差 达 到 经加工后的缸孔止口深度仍能保证 ( ) %** 时, (见图 #) 。 0 ( ) (%**的精度要求
图"
缸体精加 工工序图
图#
精加工后缸 体件示意图
"
结论
装配调 $)通过对三轴浮动精镗头的开发设计, 试, 实现了缸孔止口深度尺寸 0 ( ) (%** 的加工精度。 %)实践证明此次开发设计的浮动精镗头的结构 合理, 可以定型作为专用部件, 以供今后用于该类精加 工机床的设计。 可以节省开发 ’)将该技术直接应用在自动线上, 费用约 $( 万元。
发动机气缸镗磨工艺分析
发动机气缸镗磨工艺分析摘要:气缸的磨损和损坏往往导致发动机的性能下降和功率减小,为此需要进行气缸镗磨操作。
本文从气缸镗磨的工艺、工具和操作要点三个方面进行分析,通过实验和实践验证了本文提出的气缸镗磨工艺的可行性和有效性。
气缸镗磨工艺的实际应用可极大地延长发动机的使用寿命和确保发动机的顺畅运转。
关键词:气缸、镗磨、工艺、工具、操作正文:一、引言发动机作为现代交通的核心,其性能与寿命直接关系到汽车的使用效果和生命周期。
汽车发动机以其稳定的性能和可靠的质量获得了消费者的广泛认可。
但是,随着使用时间的推移和对发动机的要求越来越高,发动机零部件的磨损和故障问题也开始逐步展现。
气缸作为发动机的核心部件之一,其磨损和损坏将直接影响发动机的性能和寿命。
针对气缸磨损和损坏的问题,行业内提出了各种处理方案。
其中,气缸镗磨作为一种有效的方法被广泛应用。
气缸镗磨可以彻底去除气缸内表面的磨损层,使气缸恢复至原本的规格和要求,从而达到延长发动机使用寿命、提升发动机性能和保证发动机顺畅运转的目的。
本文将从气缸镗磨的工艺、工具和操作要点三个方面对气缸镗磨的方法和实践进行深入探讨和分析。
二、气缸镗磨的工艺气缸镗磨的工艺是关键的一步,不同的工艺会产生不同的效果。
气缸镗磨可分为手动气缸镗磨和自动气缸镗磨,本文中主要介绍自动气缸镗磨的工艺。
1. 准备工作在进行气缸镗磨之前,需要进行准备工作:a. 拆卸气门机构、缸盖和活塞等零部件。
b. 对气缸进行检测和测量,检测气缸是否存在裂纹、变形等问题;测量气缸径和气缸度(气缸内套直径与气缸轴向高度之间的比率)。
c. 对气缸做好清洁和涂料保护。
2. 镗磨操作a. 将镗刀装入镗刀座,安放于镗机主轴上。
b. 调整切刃高度和切刃位置,使其与气缸内壁接触。
c. 启动镗机,平稳加速,控制镗头与气缸壁接触。
d. 通过旋转气缸和前后移动镗头,对气缸进行全面的加工和镗磨。
e. 实现镗磨精度控制,控制直径和度数误差,避免磨损过量导致的气缸径受损。
气缸体双轴孔镗削加工
气缸体双轴孔镗削加工
尹丰云;齐育梅
【期刊名称】《现代零部件》
【年(卷),期】2009()9
【摘要】我公司柴油机是20世纪90年代在引进国外最新柴油机设计技术基础上,开发研制的新一代柴油机。
作为新一代的柴油机产品,自投放市场以来,以其油耗省、噪声低、烟度小、易起动等优良性能深受广大用户的欢迎。
其中机体中安装曲轴瓦、凸轮轴瓦的曲轴轴瓦孔、凸轮轴轴瓦孔是机体加工中最关键的工序,其加工质量的好坏将直接影响柴油机的性能。
图1所示为柴油机机体精镗加工的工序简图。
气缸体材料为HT250,硬度为170~241HBW。
【总页数】5页(P35-39)
【关键词】镗削加工;气缸体;柴油机机体;轴孔;机体加工;工序简图;HT250;曲轴瓦【作者】尹丰云;齐育梅
【作者单位】潍柴动力股份有限公司
【正文语种】中文
【中图分类】U464.131;TG53
【相关文献】
1.浅谈线镗刀在缸体曲轴孔加工的应用 [J], 银佳和
2.应用有限元分析优化缸体曲轴孔精镗加工 [J], 陆郁;廖最巧
3.发动机缸体双金属曲轴孔半精镗及精镗加工工艺 [J], 罗静;肖铁忠;龚文均;苑春
迎
4.汽车发动机缸体曲轴孔专用机床镗削结构设计 [J], 苑春迎;罗静;詹捷;肖铁忠;赵勇
5.精镗K6气缸体曲轴孔,凸轮轴孔机床改造设计介绍 [J], 唐玉林
因版权原因,仅展示原文概要,查看原文内容请购买。
汽缸体双面钻孔双面组合镗床
三孔双向卧式双面组合镗床摘要双向卧式组合镗床设计主要包括卧式单工位双面组合镗床传动系统图的设计和多轴箱设计、夹具、刀具导向装置的设计和夹紧装置的选择。
卧式单工位双面组合镗床传动系统图的设计和多轴箱设计、夹具、刀具导向装置的设计和夹紧装置的选择是组合机床的主要组成部分,是保证加工精度的关键部件。
它和机床的其它部分有着及其密切的联系。
因此,要求组合机床必须具有良好的刚性和足够的夹紧力,以保证在整个加工过程中工件不产生位移。
同时,满足工件加工的各项技术要求,要保证工件不允许的变形,提高生产率和降低生产成本,工艺性和实用性要好。
由加工零件的工艺条件为粗镗,因此采用两面同时镗削,不仅加工方便,而且生产效率较高,因此采用双面卧式组合镗床进行加工是合理的。
根据加工零件的加工特点,选择一面两孔作为定位基准,限制工件在加工时的六个自由度。
为了确保定位精度和稳定性,采用底平面定位。
定位销采用手动回转机构定位销,用支承板定位系统,它用油缸经过推杆和一系列杠杆实现定位销的插入和拔出。
关键词:双向卧式组合镗床,传动系统,导向装置,粗镗,一面两孔Three holes two-way horizontal double-sided combination boringABSTRACTThe bidirectional horizontal-type combination boring lathe design mainly includes the horizontal-type single location two-sided combination boring lathe kinematic scheme the design and the multi-axle-box design, the jig, the cutting tool guide design and the clamp choice. The horizontal-type single location two-sided combination boring lathe kinematic scheme's design and the multi-axle-box design, the jig, the cutting tool guide's design and clamp's choice is aggregate machine-tool's key component, is guarantees the working accuracy the key component. It and engine bed's other parts has and the close relation. Therefore, the request aggregate machine-tool must have the good rigidity and the enough clamping force, guaranteed that the work piece does not have the displacement in the entire processing process. At the same time, satisfies the work piece processing each specification, must guarantee the work piece does not permit the distortion, raises the productivity and reduces the production cost. The technology capability and the usability is friends with. by the processing components' technological conditions is the thick boring, therefore uses at the same time both sides boring, not only processes conveniently, moreover the production efficiency is high, therefore uses the two-sided horizontal-type combination boring lathe to carry on the processing is reasonable.According to the processing components' processing characteristic, choice two take the localization datum at the same time, the limit work piece in processing time six degrees-of-freedom. In order to guarantee that the pointing accuracy and the stability, use the bottom plane localization. The positioning pin uses the manual swiveling mechanism positioning pin, with the support plate positioning system, it uses the cylinder realizes positioning pin's insertion after the throwout lever and a series of release levers and draws out.KEY WORDS: The bidirectional horizontal-type combination boring lathe,kinematic scheme,the cutting tool guide,the thick boring,two take the localization datum.目录前言 (1)第1章CK-Ⅱ型机床主轴箱产品工艺过程分析 (3)1.1CK-Ⅱ型机床主轴箱粗镗工序图 (3)1.2 CK-Ⅱ型机床主轴箱加工工艺过程 (3)1.3 CK-Ⅱ型机床主轴箱粗镗工艺分析 (4)第2章机床的总体设计.................................. 错误!未定义书签。
发动机气缸孔压板镗珩加工工艺研究
文章编号:1000-0925(2004)03-075-06250061发动机气缸孔压板镗珩加工工艺研究彭 浪1,曹 武2(1.常州东风汽车有限公司,常州213033;2.东风汽车股份有限公司)R esearch on Machining T echnics of Engine Block Bore with Simulate BoardPENG Lang 1,CHAO Wu 2(1.Changzhou Dongfeng Automotive C ompany ,Changzhou 213033,China ;2.Dongfeng Automotive C ompany )Abstract :Using simulate cylinder head in engine block machining to simulate the practical assembling state ,with technical bolts compaction technical board ,fastening a gasget on the cylinder block ,block bore finish machin 2ing (hone )has heen realized.This technics can revise transfiguration of block when a cylinder head is assembled on the block ,assure the round tolerance and prick tolerance of a bore ,and reduce the forepart inhomogeneous wear of a block bore effectively.摘要:作者在发动机气缸加工中采用压板镗珩工艺,模拟实际装配状态,用工艺缸盖螺栓将工艺压板(模拟缸盖)、工艺缸垫与气缸体压紧,然后对气缸孔进行精镗、珩磨等精加工,对气缸在实际装配时所产生的变形进行校正,从而保证发动机在装配缸盖后气缸孔的圆度和锥度,有效减少气缸孔的早期不均匀磨损。
汽车发动机五大关键件的加工工艺分析

汽车发动机五大关键件的加工工艺分析发动机是汽车的“心脏”,汽车的发展与发动机的进步有着直接的关系,发动机主要由5大关键部件组成,包括缸体、缸盖、曲轴、凸轮轴、连杆等,所以这些核心零部件的加工成为汽车发动机制造的关键。
1.缸体缸体、缸盖作为发动机最核心的零部件,是几乎所有发动机厂家必选的自制件项目。
目前缸体、缸盖等箱体类零件的机械加工发展大趋势是,以数控机床和加工中心组成的柔性生产线逐步替代以组合机为主的刚性生产线。
为了适应大批量生产的需要,先后开发了可换箱式柔性制造单元(FMC)和多台加工中心组成的柔性加工系统(FMS),适应不同品种和批量的制造业需要。
随着CNC控制系统的推广和刀具新材料的开发,高速模块化加工中心在90年代取得突破性进展,由高速加工中心组成的柔性加工系统已广泛用于实际生产。
缸体是承装所有机件的总承,缸体结构共同点是一个近似六面体箱式结构,薄壁,加工面、孔系较多,属典型的箱体内零件,主要加工有缸孔、主轴承孔、凸轮轴孔等,有润滑油道、冷却水道、安装螺孔等多种孔系,有多种联结、密封用凸台和小平面,它们的加工精度直接影响发动机的装配精度和工作性能,同时,为提高机体刚度和强度,还分布有许多加强筋。
缸体孔加工:采用粗镗、半精镗及精镗、珩磨方式加工。
主轴承孔的加工:一般采用粗加工半圆孔,再与凸轮轴孔等组合精加工。
凸轮轴孔的加工:一般采用粗镗,再与主轴承孔等组合精加工。
挺杆孔的加工:一般采用钻、扩(镗)及铰孔的加工方式。
主油道孔的加工:传统的加工方法是采用麻花钻进行分级进给方式加工,其加工质量差、生产效率低,目前工艺常采用枪钻进行加工。
2.缸盖缸盖形状一般为六面体,系多孔薄壁件,其上有气门座孔、气门导管孔、各种光孔及螺纹孔、凸轮轴孔等。
汽油机缸盖有火花塞孔,柴油机缸盖有喷油器孔。
根据缸盖在一台发动机上的数量可分为整体式缸盖和分体式缸盖等。
只覆盖一个气缸的称为单体气缸盖,覆盖两个以上气缸的称为块状气缸盖(通常为两缸一盖,三缸一盖),覆盖全部气缸的称为整体气缸盖(通常为四缸一盖,六缸一盖)缸盖的平面加工一般采用机夹密齿铣刀进行铣削加工,孔系一般采用摇臂钻床、组合机、加工中心等设别进行钻、扩、铰方式加工;导管及阀座采用冷冻或常温压装方式进行压装,常温压装过程中一般采用位移-压力控制法对装配过程进行控制。
浅析缸孔精镗工艺优化

浅析缸孔精镗工艺优化摘要:发动机缸孔的加工是缸体加工中的关键环节,精镗为其中的中心环节,其加工节拍长、加工内容多、加工质量要求严格。
本文以某发动机缸体生产线缸孔加工中精镗工艺为例,结合实际生产中遇到的问题,就缸孔精镗加工工艺的优化进行浅要的解析。
关键词:缸体,工艺,刀具,气动镗刀引言缸孔精镗,是珩磨前的最后一道加工工序,缸孔各项质量要求如直径、粗糙度、圆度、圆柱度、位置度、缸孔倒角等均有严格的要求。
在实际生产中,精镗刀具加工易发生较多问题,本文分析加工中刀具崩刀导致的缸孔加工质量问题,除从刀具方面优化外,更需要从工艺方面并结合刀具进行问题解决。
1 缸孔精镗加工设备加工中心采用德国EXCEL设备,设备型号XS321(B-AXIS,HSK63,FanucCNC系统)。
设备主轴图见图1.设备主要参数如下,X/Y/Z工作行程=630mm×630mm×710mm,X/Y/Z快速移动速度=66m/min×66 m/min×66 m/min,,X/Y/Z最小加速度=6 m/s*s×6 m/s*s×6 m/s*s,主轴转速=10000rpm,主轴功率>30kW(100%)/45kW(40%),采用Heindenhein的光栅尺,主轴内冷并内冷压力=5Mpa,轴定位精度<=8μm,轴重复定位精度<=4μm,主轴端面跳动跳动和径向跳动均<=2μm。
图1机床结构示意图2 气动镗刀结构分析:生产线使用的精加工镗刀为Ingersoll公司生产的气动镗刀,其主要构成部分为:a.调节刀具直径大小的调节螺母;b.固定半精加工、精加工刀片的刀夹;c.活塞、活塞杆、楔块及刀片组成的气动结构。
动作过程:半精加工刀片固定不动,加工完毕后,压缩空气从主轴进入气缸驱动活塞运动,活塞继而通过活塞杆将轴向方向运动转换为楔块的径向运动,从而使精加工弹性刀夹弹出,进行精镗。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
考
文
献
[ 1]朱正德. 补偿型镗刀在发动机精镗工序中的应用[J]. 天津汽车,
全球汽车业处于材料革命前夜
陈长年 钟志平 陆 辛
( 机械科学研究院, 北京 100044 )
Important innovation will occur in global automobile industry
· 129 ·
依据以上原则并结合缸孔加工实际, 缸孔精镗加 “一面两销” 工时采用 作为定位基准, 限制缸体的 6 个 自由度, 如图 4 。
+ 0 . 02 孔精镗加工至 65. 5 - 0. 02 mm ( 见图 6 ) , 刀具退出, 工 作台退回原点, 进入下一道工序。
3. 2 3. 2. 1
( 1 ) 四缸孔 4 × 65. 5 mm 的形状位置公差要求较 严格, 既要保证四缸孔圆度 0. 008 mm、 圆柱度 0. 008 mm, 又要保证缸孔轴线对曲轴孔公共轴线的垂直度 0. 04 mm。 ( 2 ) 四缸孔直径要求 65. 5 ± 0. 02 mm。 ( 3 ) 四缸孔珩磨后的表面粗糙度要求 R a = 0. 32 μm。 要达到以上所有的技术要求, 加工难度很大。
这是一种非常经济且应用极为 具从工件的一端镗进, 广泛的孔加工方法。 对于长径比较大的孔, 如果采用 传统工艺加工缸孔, 由于镗轴呈悬臂状态, 镗削时, 由 于镗臂的悬伸量较长, 很容易造成被加工孔尺寸精度 和形位精度超差, 因而不采用这种加工方法, 一般采用 [5 ] 孔 调头镗孔的方法 。 此缸体缸孔的孔径比为 1. 8 , 径比较小, 故采用刀具从工件的一端镗进的传统工艺 。 为提高生产效率, 将镗床设计为双镗头的专用立式镗 床。镗削过程示意图见图 3 。
2
缸孔精镗加工工艺选择
由于缸孔精镗后尺寸精度及形位精度要求均较 高, 在此专机上配备了带自动补偿系统的镗头 , 用以改 善和提高缸孔加工质量。 为进一步提高缸孔加工质量, 减小切削热带来的 缸孔尺寸与形位偏差, 提高切削速度, 延长刀具使用寿 命, 缸孔精镗时采用湿式加工。
在缸体加工中, 缸孔精镗涉及的各项精度将会直 接影响发动机的性能, 因而企业在规划这道工序时会 结合企业及产品实际情况而选择最合适的方案 。缸孔 精镗加工工艺选择涉及到加工设备 、 镗削工艺、 镗刀等 缸体加工生产线应用最广的有两种 , 一种 因素。目前, 是完全由加工中心组成的自动缸体线; 另一种则是由 组合 / 专用机床和加工中心相混合的柔性线, 即“混合 ” , 型柔 性 自 动 线 这 种 生 产 模式为众多汽车企业与机床 厂商看好并优先采用, 其优 点是既具有相当的柔性又具 有较高的生产效率, 采用这 种模式加工缸体时, 缸孔的 镗削工序由专用镗床完 [4 ] 成 。本 课 题 缸 体 生 产 线 采用的是“混合型柔性自动 , 线” 即设计缸体缸孔加工 专用镗床, 缸孔的镗削工序 由此专机完成。本课题设计的缸孔专用镗床见图 2 。 镗孔是箱体类工件中加工孔的常用工艺方法之 一。对于长径比较小的孔, 传统的工艺一般是采用刀
[2 - 3 ] 。 通过多年的 等问题, 研制的机床并不尽如人意 , 研究试制 我们实验室团队人员在汽缸体缸孔加工技
进口。
11. 1Fra bibliotek主要参数及技术难点分析
主要参数 汽缸体名称: 4 缸直线型汽缸体 材料牌号: HT250 工件外形尺: 311 mm × 298 mm × 237 mm 缸孔尺寸: 直径 65. 5 mm, 深度 118 mm 工件硬度: 179 ~ 247 HBW 工件质量: 30 kg
关键词: 发动机汽缸体 中图分类号: TK263. 1
缸孔
专用镗床 精镗 文献标识码: A
工艺
Automotive engine cylinder block cylinder bore biaxial fine boring process
XIAO Tiezhong,LUO Jing,GONG Wenjun,ZHAN Jie,ZHAO Yong ( Key Laboratory of Manufacture and Test Techniques for Automobile Parts,Ministry of Education, Chongqing University of Technology,Chongqing 400054 ,CHN) Abstract: Aiming to an automobile engine cylinder block cylinder bore processing equipment and process requirements,this project compared the development of the cylinder hole boring machining center and special machine in home and abroad,and it analyzed the pros and cons of the two cylinder processing production line which is used the most widely. It chose the “hybrid flexible automatic production line ”that companies and machine manufacturers consider priorly,designed a special boring machine of cylinder hole machining,special fixtures and process. Through the trial of the machine and cylinder bore machining experiment,the result of the test shows that the precisions of the cylinder bore reached the design index. Eventually,this project was put into operation in an enterprise. Keywords: Engine Cylinder Block; Cylinder Bore; Special Boring Machine; Fine Boring; Process 发动机是汽车的五大部件之一, 是汽车的心脏, 直 所以对发动机的要求较高。 汽缸 接决定汽车的性能, 体是发动机的关键部件, 在汽缸体缸孔的加工过程中, 精镗涉及到的尺寸精度与形位误差将直接影响发动机 [1 ] 的各项性能 。过去, 由于我们国家没有掌握缸孔精 而不得不从国外 镗专用机床与加工中心的核心技术, 购买这种用于加工汽车发动机汽缸体缸孔的专用镗床 及加工中心, 因为技术垄断, 这些机床的价格往往非常 昂贵。十几年来, 通过各机床厂商、 汽车企业与各高校 的共同努力, 取得了一定的进步, 但是由于工艺、 技术
1. 2
技术难点分析
术上取得了较大的进展, 开发研制的精镗缸孔双轴精 密镗床处于国内领先水平, 完全可以替代这类机床的
企业对汽缸体缸孔的尺寸精度及形位误差提出了 较高要求, 给出了图样, 见图 1 。 首先对其技术难点进行分析:
* 重庆市教委高校优秀成果转化资助项目( kjzh08214 ) · 128 ·
2008 ( 9 ) : 44 - 45. [ 2]康来明. 发展数控机床, 提升汽车零部件制造水平[J]. MC 现代零 2008 ( 4 ) : 54 - 60. 部件, [ 3] 张树礼. 汽车发动机缸体缸孔精加工技术[J]. 金属加工: 冷加工, 2011 ( 2 ) : 16 - 18. [ 4]朱正德. 专机 PK 加工中心工艺选择案例的启示[J]. MC 现代零部 2009 ( 4 ) : 39 - 42. 件,
( 1)
r / min; d 为刀具直径, mm; V c 式中: n 为机床主轴转速, m / min。 为切削速度, 式( 1 ) 中刀具直径 d = 65 . 5 mm, 将选取的数据代 入式( 1 ) , 可以算出机床主轴转速 n = 1 944. 86 r / min。 3. 2. 3 进给参数的确定 根据高速镗削及精镗缸孔的特点及要求, 选取较 小的进给量与背吃刀量, 选取进给量 f = 0. 15 mm / r, 背吃刀量 a p = 0. 1 mm。 镗削时, 进给速度计算公式 为
切削参数与切削用量的确定 切削速度的选择
高速度镗削专用机床, 考虑到所用机床为高精度、 精镗时采用 CBN ( 立方氮化硼 ) 刀具, 查阅刀具手册, 选取切削速度 V c = 400 m / min。 3. 2. 2 机床主轴转速的确定 主轴转速的计算公式为 1 000 V c n = πd
[8 ]
3
3. 1
缸孔精镗加工工艺设计
基准的选择
合理正确地选择定位基准, 是保证缸孔加工精度 及提高加工生产效率的前提。工件定位基准的选择一
[6 - 7 ] : 般有以下 4 方面的基本原则 ( 1 ) 尽量使用工件上的设计基准作为定位基准,
可以避免因基准不重合而引起的定位误差 , 保证加工 精度; ( 2 ) 确保工件一次装夹能完成尽可能多的关键部 位的加工; ( 3 ) 属于批量加工时, 对刀基准与工件定位基准 重合; ( 4 ) 工件必须多次安装时应遵守基准统 一 的 原 则。
CHEN Changnian,ZHONG Zhiping,LU Xin ( China Academy of Machinery Science & technology,Beijing 100044 ,CHN) 2012 年 9 月, 机械科学研究总院李新亚院长率领 、 、 机械院 一汽公司 东风汽车公司、 大连理工大学 12 名 专家, 赴美国进行汽车轻量化制造技术调研与交流 。 访问了俄亥俄州立大学 ( OSU ) 、 通用汽车公司研发中 心汽车轻量化材料部门 ( GM ) 、 底特律中国工程师协 MAG 公司等。 大家认 美国蓝石公司、 会材料委员会, 世界汽车业正处于材料革命前夜 。 识到, 达到 4. 18 L /100 km。 轻量化已成 又提出到 2025 年, 为车企发展的目标 ( 图 1 ) 。 GM 公司提出, 供应商的 零部件每减重 1 kg, 公司愿意额外支付 3 ~ 6 美元。 大量研究表明, 约 75% 的油耗与整车质量有关, 降低汽车质量, 就可有效降低油耗以及排放。 汽车质 油耗下降 6% ~ 8% , 排放降低 4% ( 图 量每下降 10% , 2) 。