变工况操作及其对制氩系统工况的影响(精)
变负荷对空分装置制氩系统工况的影响
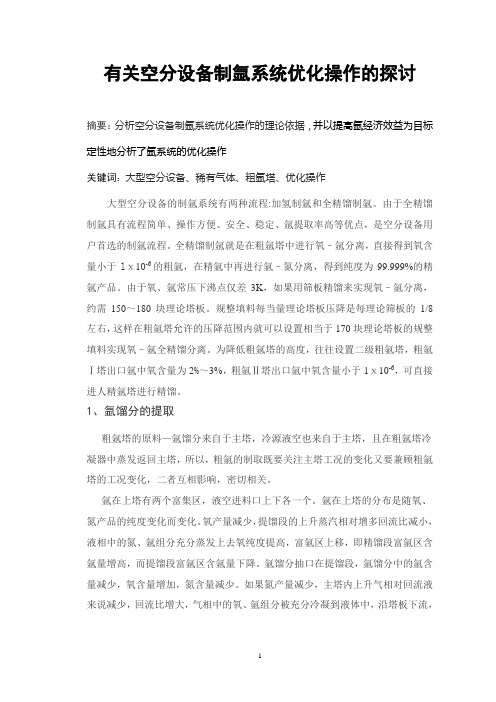
[原创]变负荷对空分装置制氩系统工况的影响尹超涂后沅(中原大化集团有限责任公司河南濮阳 457004)R前言:中原大化集团公司空分装臵于2007年12月1日建成投产,并一次试车成功,整套空分装臵采用全低压分子筛纯化、膨胀机带增压机制冷,是无氢精馏制氩流程,流程如图1所示。
设计工况:纯度为99.74%(V)的氧产品52000Nm3/h,纯度为99.96%(V)产品氮61100Nm3/h,纯度为99.999%(V)产品氩1600 Nm3/h;变负荷工况:纯度为99.74%(V)的氧产品43000Nm3/h,纯度为99.96%(V)产品氮50025Nm3/h,纯度为99.999%(V)产品氩1200 Nm3/h;所以在空分装臵变负荷操作是一项比较复杂的工况调节,操作不当,极易造成产品纯度、供气压力波动,尤其对带制氩系统的空分设备,稍有不慎,就会引起制氩系统工况波动,轻者减产,严重时还会发生氮塞。
但在正常生产中还是以设计工况为主,因为本套装臵需要向煤气化装臵送氧气,并且系统的负荷与空气进气量有关系。
现本文就对部分变负荷调整对氩系统的影响进行解析。
1、变负荷操作及其对制氩系统的影响1.1、变负荷操作空分设备的变负荷操作,主要指加工空气量的变化,包括加负荷操作和减负荷操作两个主要方面。
无论向哪个方向调整,在具体实施过程中,都应该缓慢进行,稳中求变,尤其对于现场供气装臵,不可操之过急,否则会使工况发生波动,影响产品质量和供气压力。
调整过程中为保持系统工况的相对稳定,负荷的调整是通过若干次加、减量来完成的。
究竟每次加减量以多少为宜,要根据装臵不同,灵活掌握。
一般每次加减量控制在设备加工空气量的0.5%~1%范围内,以主塔物料纯度不发生较大波动为原则。
另外,还要注意加量的时间间隔,例如:每5min加一次。
但必须满足在下一次加量前,空分设备已充分消化了上一次加量,从空压机、增压机、膨胀机、主塔液体节流阀、制氩系统到气液态产品取出、输出值已经达到设定值要求,且气氧、液氮、压力氮、低压氮、氩馏分和精氩等主要分析指标不产生较大波动。
调整上塔工况提高氩气产量

式 除尘器入 口进 入 ,大 颗粒 粉 尘直 接分 离 落入 灰
斗 ,其 余粉 尘 随气 流均 匀通 过过 滤 区 ,过滤 后 的
3 结 语
目前 除尘 系统 已经 安 全运 行 了一 年多 ,除尘
洁净气 体透 过滤 袋经 上 箱体 、排 风 管排 出 ,进入
烟 囱排 放 。
效果非常好 。通过对除尘系统改造极大地改善了
车 间及工 厂 的工 作环境 ,消 除 了安 全 隐患 。 目前 输煤 系统 的粉尘排 放浓度 低 于 国家 标准 。
除灰
脉 冲喷 吹 。在每 排 滤袋 上 口的顶 部都
收 稿 日期 :2 0 — 7 2 ;修 回 日期 :20 — 8 2 070— 3 070—0
衡和组分平衡原则 ,那么氩气 中的组分将发生变 化 。如果 超 出制 氩 系统 的 氮处 理 负荷 ,必然 引 起
制氢 系统 工 况 波 动 ,甚 至发 生 粗 氩 塔 氮 塞 现 象 。
在 液 氮产 品取 出量 一定 的情况 下 ,由于 进入 上 塔
的制 氩 系统返 流 富氧液 空 量 随氩气 抽 取 量增 大 而
抽取量 的方法 ,来提高氩提取效率 ,使上塔 的操 作 工 况 发 生恶 化 ,影 响到 各 项 产 品 的提 取 效 率 , 参数 :皮带输送及下料转送点的处理风量为1 00 5 0 m/;除 尘 器 过 滤 面 积 20~30m ;风 机 功 率 3 h 7 0 2
3 .k ;破碎 及落 料输送 点处 理 风量 为3 0 75 W 00 0~ 3 0 /;除尘 器 过 滤 面 积 70m ;风 机 功 率 50 0m3 h 0 7 W ;风机 的压力在 4 0 a 5k 0P 以上 。 0
通钢20000m 3/h空分设备制氩系统工况调整与优化操作
作 者 简 介 :冯 云 飞 (9O 18 一 ) ,男 ,制 氧 助 理 工 程 师 ,20 毕 业 于 河 南 机 电 高 等 专 科 学 校 低 温 技 术 专 业 ,现 在 通 化 02年
钢 铁 股 份 有 限公 司氧 气 厂 四 车 间 技 术 组 从事 技术 工 作 。
・
1 ・ 5
“ n,P. C ia) R. hn
Ab ta t Af ra b e n rd t n f t e r o r c v r p o e s f a 0 0 m h i e a ain n t t o g a g sr c : t r f ito uci o h ag n e o ey rc s o 2 0 0 / ar s p rto u i e i o a T n g n
到 约 0 87 P 后 直接 进入 粗 氩 工塔 上 部 。粗 氩 由 .8 M a 粗 氩 工塔 顶 部排 出 ,由粗 氩 Ⅱ塔底 部 导人 。粗 氩冷
凝 器采 用过冷 后 的液 空作 冷 源 ,大部 分上 升气 体在
收 稿 日期 :2 0 . 产 生 回 流 液 , 以保 证 塔 内 的 精
( ogu r & S e C . t. ,w nl e r n cnet t n ajs e to ro rc o ,cm i i ig T nh a I n o t l o ,Ld ) e aa zd a o ocnr i d t n fa n f t n o m so n e y g ao um g ai sn
人 ;粗 氩 工塔 上 部采 用粗 氩 Ⅱ塔 底部 排 出的粗 液氩
粗 氩冷 凝器 中液化 ,其 中 流量 为 7 7 3 h的一 部 分 7 m/ 粗氩 气 ( 成 为 9 . %A 、≤2×1 ~0 )导 人 粗 组 96 r 0 , 氩液 化 器 进 行 液 化 ,然 后 进 入 精 氩 塔 中 ,继 续 精 馏 ;其 余作 为 回流 液流 回粗 氩 Ⅱ塔 。粗 氩 冷凝 器蒸 发后 的液空 蒸气 和 少量 液空 同时返 回上 塔 。 粗 液氩 从精 氩 塔 中部进 入 ;在 精氩 蒸 发 器氮侧
氩系统运行工况调节操作
l
-
采 主 蜃
V
/一 t 、
竺 vl, 、 』 I l/ 7 I
7 2 1 一
,
- /十 ,1 、
柚
L_
,
:
J V 05 7
氲
化 器
液
/
~ 文 、
7 i
/
氲
/
\ ~ /
-
.
×氲 塔 精
×
20 月 二 0 年5 第 期 1
磅全
5 3
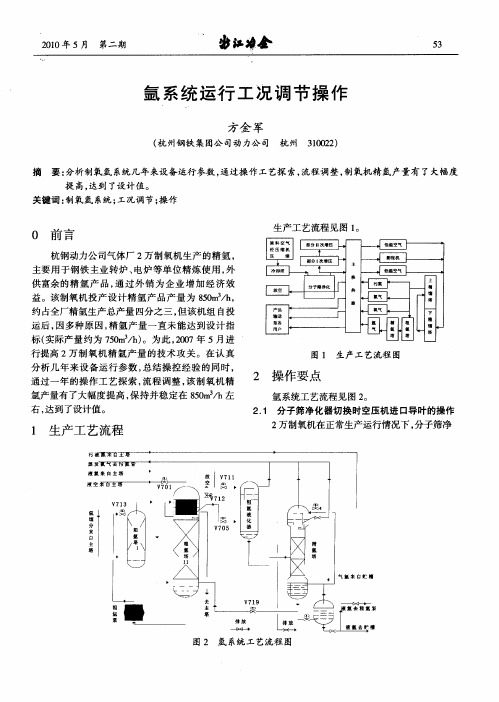
氩 系统 运行 工 况 调节 操 作
方 金 军
( 州钢铁 集 团公 司动 力公 司 杭 州 30 2 ) 杭 10 2
摘
要: 分析制氧氩 系统几年来设备运行参数 , 通过操作工艺探 索, 流程调整, 制氧机精氩产量有 了大幅度 提 高, 达到 了设计值 。
. l气
塔
I 下
篇1 氲 租 氲 .
塔
运后 , 因多 种 原 因 , 氩产 量 一 直 未能 达 到设 计 指 精 标 ( 际产 量 约 为 70 3h 。为 此 ,07年 5月 进 实 5m / ) 20 行提高 2万 制 氧 机 精 氩产 量 的技 术 攻 关 。在 认 真 分析 几 年来 设 备 运行 参 数 , 总结 操 控经 验 的同 时 , 通过 一年 的操 作工 艺 探 索 , 程 调整 , 制 氧 机 精 流 该 氩产量 有 了大 幅度 提 高 , 持 并稳 定 在 80 ah左 保 5m/
视季节 变化而 定 )当人塔压 力 缓慢 升高 时 , 时 关 ; 及 小 增大 的导 叶开度 , 开度 趋于 正 常。但 是全 过程 使 应密切 注意空 压机各 级 出 口压 力变化 , 尽可 能 减 及 少 因空分运 行 工 况 波动 而 造 成 氩 系统 工 况 运 行 变
空分无氢制氩设备氩系统调试的基本说明
无氢制氩设备氩系统调试的基本说明项目技术部经理崔刚随着空分技术的飞速发展和市场的需求,越来越多的空分装置采用了无氢制氩流程来制取高纯度氩产品。
由于制氩操作相比较复杂,很多的带氩空分装置没有提氩,一些投运氩系统的装置由于用氧工况的波动,操作水平的限制等因素造成运行状况不尽如人意。
本文希望通过以下浅显的步骤说明,能使操作人员对无氢制氩有一个基本的了解。
1、预冷粗氩塔全开工艺氩出粗氩塔进精氩塔前放空阀V766;粗氩塔I底部液体吹除、排放阀V753、754(需24~36小时)。
2、预冷精氩塔全开工艺氩出粗氩塔I去精氩塔阀V6;精氩塔顶部氩侧不凝气排放阀V760;精氩塔、精氩量筒底部液体吹除、排放阀V756、V755(预冷精氩塔可以与预冷粗氩塔同时进行)。
3、检查氩泵①电控系统――接线、控制、显示是否正确。
②密封气――压力、流量、管路是否正确且不漏气。
③电机转动方向――点动电机,确认转动方向正确。
④泵前后配管――检查确认管路系统通畅。
由于低温液体的特殊性质,液体流动过程中不断有气体产生,确保配管能使产生的气体顺畅排出,杜绝出现倒U形配管。
同时泵前后的吹除排液管应从主管道高点接出,以利于排气。
4、全面检查氩系统仪表①粗氩塔I、粗氩塔II塔阻力(+)(-)压管、变送器及显示仪表是否正确。
②氩系统所有液位计(+)(-)压管、变送器及显示仪表是否正确。
③所有压力点取压管、变送器及显示仪表是否正确。
④工艺氩流量FI-701(孔板在冷箱内)(+)(-)压管,变送器及显示仪表是否正确。
⑤检查所有自动阀门及其调节、连锁是否正确。
5、主塔工况调整①在保证氧纯度的前提下拉大氧气产量。
②控制下塔富氧液空36%~38%(液氮节流进上塔阀V2)。
③在保证主冷液面的前提下减小膨胀量。
6、粗氩塔积液进一步预冷至氩塔温度不再下降的前提下(吹除、排放阀已关闭),微开(断续)液空节流进粗氩塔I冷凝蒸发器阀V3,使粗氩塔冷凝器间断工作产生回流液体,将粗氩塔I塔填料冷透,并积聚在塔底一部分。
循环液氩泵汽蚀后的操作及对系统的影响
书山有路勤为径,学海无涯苦作舟
循环液氩泵汽蚀后的操作及对系统的影响
安钢制氧厂KDONAr215000/15000/540 型空分设备,采用空气预冷、分子筛吸附净化、增压透平膨胀、膨胀空气进上塔和全精馏无氢制氩外压缩流程,产品
氩气内压缩;上塔、粗氩塔和精氩塔均采用规整填料塔,下塔采用筛板塔;制氩系统配套的循环液氩泵为国外某公司的离心式液氩泵。
自投产以来空分设备运行一
直平稳。
2007 年8 月29 日,循环液氩泵发生汽蚀故障,造成空分设备运行工况发生波动。
后采取相应措施,调整操作,使空分设备恢复正常运行。
1、液氩泵汽蚀后的操作
2007 年8 月29 日22∶32∶53,制氩系统2#循环液氩泵泵后压力低报警。
操作人员发现实际泵后压力确实低,同时粗氩Ⅱ塔塔釜液位迅速增高,初步判断是液氩泵发生汽蚀。
迅速赶到现场打开2#循环液氩泵泵前、后排液阀排气,但排液阀一直带气排不尽。
后来预冷并启动1#循环液氩泵, 启动后发现2#循环液氩泵随着1#循环液氩泵的启动也转动,同时微机上的指示灯也显示2#循环液氩泵运转。
最后切断2#循环液氩泵电源以保证1#循环液氩泵单独运行。
由于把注意力集中在循环液氩泵的启动上,错过了稳定空分设备运行工况的最好时间,最终导致氧工况波动、氧纯度下降,氧气放空2 小时, 炼钢生产用氧受到影响。
2、操作对运行工况的影响
(1) 循环液氩泵泵后压力低报警后应迅速打开泵前、后排液阀排气。
排气无效后, 应考虑暂时停运循环液氩泵, 待排液阀见液后迅速启动循环液氩泵。
假如排气仍然无效, 那么在预冷备用泵的同时,明确制氩系统精馏已经中断, 应减少粗氩冷凝器冷量直至切掉制氩系统。
变负荷调整与经济性发展思考
变负荷调整与经济性发展思考莱芜钢铁集团天元气体公司现有四台KDON—21000/22000型空分装置,均有杭州杭氧股份有限公司设计、制造,采用分子筛净化吸附、增压透平膨胀机制冷、膨胀空气进上塔、全低压流程、规整填料上塔、全精馏无氢制氩工艺。
一、KDON—21000/22000型空分装置运行现状莱钢天元气体公司的四台自投产以来,运行状态较为稳定,氧、氮产品产量均达到了设计指标。
但仍存在以下几个问题:上塔压力偏高、污氮含氧高、液氩产量偏低和变负荷调整不完善。
上塔工作压力一般为44kPa~46kPa,与设计相比高出4kPa,与进口机组相比高出9kPa左右,造成空压机的出口压力也相应较高,空分装置的单位电耗较大;污氮含氧高,污氮含氧量平均值在0.872%,高于设计值0.5%,在一定程度上影响了氧的提取,影响了装置的氧提取率。
液氩的产量设计值是750m3/h,实际产量在550~640m3/h徘徊,最低时仅为500m3/h左右,虽经多次系统性的调试,仍低于的设计值,附加值较高的液氩产量达不到设计指标,制约着液体产品销售收入的提高。
根据设计要求,本制氧机具有变负荷调节功能,但在实际运行中,工况变负荷调整不完善,对工况稳定性影响较大,不能依据外部用氧情况变负荷调整,在冶炼用氧少时,氧气减量操作不能及时进行,造成氧气放散,最高时放散率达45%,而外部用氧量增加时,氧气量不能随机调整,造成管网压力偏低,需补充大量液氧。
以上几个问题的存在,使制氧机运行的经济性较差。
二、运行中存在问题的分析1、上塔下部压力的构成,影响上塔压力的因素由于KDON—21000/22000型空分装置的污氮气流量约为产品氮气量的三倍,故而它的沿程阻力决定了上塔压力的大小。
上塔下部的压力就等于下表中五个部分之和。
在一般情况下,空分装置中污氮气(再生气)进分子筛吸附器的压力应不小于13kPa,设备、管道的阻力是无法减少的,而污氮气的流通阻力可以通过系统的调整来减小。
有关空分设备制氩系统优化操作的探讨
有关空分设备制氩系统优化操作的探讨摘要:分析空分设备制氩系统优化操作的理论依据,并以提高氩经济效益为目标定性地分析了氩系统的优化操作关键词:大型空分设备、稀有气体、粗氩塔、优化操作大型空分设备的制氩系统有两种流程:加氢制氩和全精馏制氩。
由于全精馏制氩具有流程简单、操作方便、安全、稳定、氩提取率高等优点,是空分设备用户首选的制氩流程。
全精馏制氩就是在粗氩塔中进行氧–氩分离,直接得到氧含量小于lⅹ10-6的粗氩,在精氩中再进行氩–氮分离,得到纯度为99.999%的精氩产品。
由于氧、氩常压下沸点仅差3K,如果用筛板精馏来实现氧–氩分离,约需150~180块理论塔板。
规整填料每当量理论塔板压降是每理论筛板的1/8左右,这样在粗氩塔允许的压降范围内就可以设置相当于170块理论塔板的规整填料实现氧–氩全精馏分离。
为降低粗氩塔的高度,往往设置二级粗氩塔,粗氩Ⅰ塔出口氩中氧含量为2%~3%,粗氩Ⅱ塔出口氩中氧含量小于1ⅹ10-6,可直接进人精氩塔进行精馏。
1、氩馏分的提取粗氩塔的原料—氩馏分来自于主塔,冷源液空也来自于主塔,且在粗氩塔冷凝器中蒸发返回主塔,所以,粗氩的制取既要关注主塔工况的变化又要兼顾粗氩塔的工况变化,二者互相影响,密切相关。
氩在上塔有两个富集区,液空进料口上下各一个。
氩在上塔的分布是随氧、氮产品的纯度变化而变化。
氧产量减少,提馏段的上升蒸汽相对增多回流比减小,液相中的氮、氩组分充分蒸发上去氧纯度提高,富氩区上移,即精馏段富氩区含氩量增高,而提馏段富氩区含氩量下降。
氩馏分抽口在提馏段,氩馏分中的氩含量减少,氧含量增加,氮含量减少。
如果氮产量减少,主塔内上升气相对回流液来说减少,回流比增大,气相中的氧、氩组分被充分冷凝到液体中,沿塔板下流,氮纯度提高精馏段富氩区含氩量下降,提馏段富氩区的含氩量增高。
氩馏分中氩含量增加,氮含量增加,氧含量减少。
平时,空分设备操作时要根据主塔中氩富集区的分布情况及其受氧、氮产品变化的影响原理,来调节氩馏分中氩、氧、氮的含量,使氩馏分的各组分满足粗氩塔正常运行的要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
变工况操作及其对制氩系统工况的影响
摘要:简介液体空分设备变工况操作的要点以及变工况操作对制氩系统工况的影响;并阐述了变工况操作时氮塞发生的原因,调整手段及预防措施。
关键词:变工况操作;制氩系统;氮塞
前言
气体市场对空分产品的需求是动态的,随着销售区域产业结构的变化,对液氧、液氮、气氧和气氮等产品的需求比例也在发生变化。
为满足不同客户群体不同时期对产品的需求,更好地适应不断变化的市场,有些设计、开发的空分设备,具有变工况能力。
针对市场需求的变化,对生产负荷和液氧、液氮生产比例进行调节。
变工况操作是一项比较复杂的空分工况调节,操作不当,极易造成产品纯度、供气压力波动。
尤其对带制氩系统的空分设备,稍有不慎,就会引起制氩系统工况波动,轻者减产,严重时还会发生氮塞。
1 变负荷操作及其对制氩系统的影响
1.1 变负荷操作
空分设备的变负荷操作,主要指加工空气量的变化,包括加负荷操作和减负荷操作两个主要方面。
无论向哪个方向调整,在具体实施过程中,都应该缓慢进行,稳中求变,尤其对于现场供气装置,不可操之过急,否则会使工况产生波动,影响产品质量和供气压力。
调整过程中为保持系统工况的相对稳定,负荷的调整是通过若干次加、减量来完成的。
究竟每次加减量以多少为宜,要根据装置不同,灵活掌握一般每次加减量控制在设备加工空气量的0.5% ~1%范围内,以主塔物料纯度不发生较大的波动为原则。
另外,还要注意加量的时间间隔,例如:每5min 加一次,或每3min 加一次。
但必须满足在下一次加量前,空分设备已充分消化了上一次加量从空压机、增压机、膨胀机、主塔液体节流阀、制氩系统到气液态产品取出、输出值已经达到设定值要求,且气氧、液氧、压力氮、低压氮、氩馏分和精氩等主要分析指标不产生较大波动。
为确保产品纯度不产生较大波动,加量时一般采取从空压机到制氩系统由前向后的顺序,减量时则相反。
在调整过程中,可以充分利用系统DCS提供的产品纯度分析趋势记录。
由于纯度检测本身滞后比较严重,操作员可以根据变化的趋势,对操作幅度做相应的调整。
理想的加、减量操作,各流量趋势图是一条平滑的上升或下降的直线。
1.2 变负荷操作对制氩系统的影响
在变负荷操作过程中,上塔液氮、液空回流量,气氧、气氮取出量和氩馏分抽取量都会发生变化,对制氩系统的影响十分明显。
众所周知,氩在上塔分布是有规律的。
在上塔提馏段(液空进料口以下)形成一个富氩区,最高氩含量可达到15% 。
但由于此处氮含量较高,
一般将氩馏分抽口设在富氩区偏下一点。
在氩馏分氧、氮、氩三元混合物中,设计值一般为:氧90% ~91% 、氩9%~10%、氮小于0.06%。
但是富氩区在上塔的位置不是固定的,当进行变负荷操作时,富氩区在上塔是不断变化的,而氩馏分抽口位置是固定不变的,因此,氩馏分抽口的物料组分也在不断发生变化。
以加负荷操作为例,随着进塔空气流量的增加,进入压力塔(下塔)顶部的冷凝蒸发器的氮气流量和压力都会增加,冷凝蒸发器热负荷增大,冷凝液氮量增加;同时,冷凝蒸发器氧侧液氧蒸发量增大,气氧推动富氩区上移,氩馏分抽口处回流比变小,氩馏分氧含量增加,氩含量降低。
为维持氩馏分抽口氧含量不变,一种方法是将下塔冷凝的液氮导入上塔,增加回流液氮量,以维持氩馏分抽口回流比不变。
这种调节方法会导致液氧、液氮生产比例发生改变,将产生更多的液氧产品。
另外一种方法是增加上塔底部气氧取出量,控制富氩区不上移。
当然,增加的气氧量和进塔的空气量应该匹配,否则,富氩区位置将会发生变化。
在对主塔进行负荷调整时,难免会对液空纯度
产生影响,由于有一部分液空(约3/5 )被引到粗氩冷凝器作冷源,液空纯度直接影响粗氩冷凝器的热负荷。
当液空氧含量增加时,其饱和温度升高,缩小了粗氩冷凝器的换热温差,热负荷缩小,从而导致粗氩氧含量和精氩塔压力升高,粗氩取出量减少,精氩塔氮排放流量增加,降低氩的提取率。
2 变比例操作及其对制氩系统的影响
空分设备的变比例操作,要严格遵守物料平衡原则和能量守恒定律。
在膨胀机的效率和膨胀空气量一定的情况下,制冷量(焓降)基本确定下来,设备所能产生的液体总量是一定的。
根据物料平衡的原则,所能生产的气氧和液氧总和是不变的。
通过对上塔回流的液氮量和上升的氧气量进行同步的增加和减少,完成液氧和液氮产品的相互转移。
以氩馏分氧含量为基准,回流比是不变的,只是回流液氮和上升气氧之间量的变化。
当向氧工况转移时,减少气氧取出量,增加上塔液氮回流量,进入上塔的液氮将上升的气氧冷凝成液氧,液氧回流至低压塔(上塔)底部,作为液氧产品引出;同时,液氮被汽化成气态,以气态氮产品引出塔外,完成冷量的转移。
向氮工况转移时与上述步骤相反。
一般称主要生产液氧的工况为液氧工况,主要生产液氮的工况为液氮工况。
在液氧工况时,上塔回流的液氮充分,冷量充足,氩馏分在同等氧含量的情况下,氩含量升高,氮含量减少。
因此,在液氧工况时,氩的提取率最高。
在液氮工况时,由于上塔顶部回流的液氮量较少,上塔精馏段气氧、气氩冷凝不充分,部分氧、氩从污氮通道流失。
在液氧工况时,污氮中氧含量可以控制在0.3% ~3%之间;而液氧工况时,污氮中氧含量要在3% ~6%之间,由于氧、氩的沸点比较接近,液氮工况的污氮中流失的氩更多一些。
氩馏分作为氧、氮、氩三元混合物,在相同的氧含量的情况下,液氧工况时氩馏分中氩含量高,氮含量低;液氮工况时氩馏分中氩含量低,氮含量高。
因此,在实际操作中,液氧工况时可以将氩馏分氧含量控制低一些,液氮工况时则要控制高一些,以避免过多的氮进入精氩塔,引起粗氩塔工况波动,甚至发生氮塞。
在由液氧工况向液氮工况转移时,制氩系统则要适当减量操作。
3 变工况时氩塔负荷的确定
对于变工况液体空分流程,设计时已给出几种典型的工况操作参数,但不是从最小空气负荷到最大空气负荷的所有操作参数都已给出。
在实际操作中通过标准工况的工艺参数,可以估算出非标准工况氩塔操作负荷的运行参数,避免盲目操作。
一般控制氩馏分量为粗氩量的27 ~29 倍。
当然,在实际操作中还要根据实际情况有针对性的进行调整。
粗氩塔热负荷,通过粗氩冷凝器液空蒸发量的多少来控制粗氩塔的氩馏分流量。
如果粗氩冷凝器热负荷不足,进粗氩塔氩馏分量少,氩产量和氩提取率都会降低。
而粗氩塔热负荷过大,进入粗氩塔的氩馏分量增加,导致富氩区上升气量不足,富氩区下移,氩馏分回流比增大,氩馏分中氮含量增加。
当氩馏分中氮含量大于1%以上,就会对氩塔产生影响,超过精氩塔的排氮能力,就会出现不同程度的氮塞现象。
4 变工况时氮塞的预防和处理
氮塞的发生,除去设计制造缺陷外,多数是由操作不当引起的。
一方面是由于主塔氩馏分控制失常,另一方面是由于粗氩塔冷凝器热负荷过大。
一般的空分流程对氩馏分的监测都设有氩馏分氧含量在线分析。
氧含量一般控制在88% ~92% 之间。
当发生偏差时,通常改变气氧取出量和上塔液氮回流量来调整。
而对氩馏分中的氮组分做在线分析的流程并不多见。
氩馏分是三元组分,氩馏分中氧含量符合工艺指标,并不能代表氮含量不超标。
在实际操作中,有时会发生在氧含量不低的情况下却发生了不同程度的氮塞现象。
另外,氩馏分中氧含量监测相对比较滞后,不能及时反映氩馏分中氧含量的真实情况,当制氩系统出现氮塞迹象时再调整工况,为时已晚。
因此,同时监测氩馏分中的氮组分非常重要。
有的空分流程没有直接监测氮含量,而设置了一个氩馏分温度监测仪。
相比于纯度监测,温度检测反应更加及时、直观。
在上塔压力控制在35kPa的情况下,氩馏分温度控制在88.65K 左右,如果氩馏分取出量过大,氮含量升高,氩馏分温度会下降。
当氩馏分温度降至87.15K 以下,并且长时间运行,就有氮塞发生的可能。
如果调整及时,能避免氮塞的发生。
氮塞一旦发生,应根据氩塔工况波动的程度,适度打开粗氩管线上的排放阀,使聚集在粗氩冷凝器冷凝侧的氮气随粗氩排出塔外;还应加大精氩塔中氮气的排放。
调整主塔氩馏分,使其各项工作指标恢复正常。
如果发生极严重的氮塞现象,必要时关闭精氩塔,粗氩直接排放。
待氩馏分恢复正常,再运行精氩塔。