焊缝外观质量评定表填表说明
焊接工程外观质量观感检查表

焊接工程外观质量观感检查表摘要:一、焊接工程外观质量观感检查表的概述1.焊接工程外观质量观感检查表的定义2.焊接工程外观质量观感检查表的作用二、焊接工程外观质量观感检查表的内容1.焊接接头的外观质量检查2.焊接焊缝的外观质量检查3.焊接结构件的外观质量检查三、焊接工程外观质量观感检查表的编制1.焊接工程外观质量观感检查表的编制原则2.焊接工程外观质量观感检查表的编制步骤四、焊接工程外观质量观感检查表的使用1.焊接工程外观质量观感检查表的使用方法2.焊接工程外观质量观感检查表的使用注意事项五、焊接工程外观质量观感检查表的维护1.焊接工程外观质量观感检查表的维护措施2.焊接工程外观质量观感检查表的更新与改进正文:一、焊接工程外观质量观感检查表的概述焊接工程外观质量观感检查表是用于检查焊接工程外观质量的一种表格工具,它能够帮助工程师对焊接工程的外观质量进行评估,以确保焊接工程的质量达到规定的要求。
焊接工程外观质量观感检查表的作用主要体现在以下几个方面:1.确保焊接工程的质量:通过检查表对焊接工程的外观质量进行评估,可以确保焊接工程的质量达到规定的要求,保证焊接工程的安全性和可靠性。
2.提高焊接工程的效率:使用检查表可以快速、准确地对焊接工程的外观质量进行检查,提高焊接工程的效率。
3.统一焊接工程的评价标准:检查表提供了统一的外观质量评价标准,可以避免由于个人主观因素造成的评价不公。
二、焊接工程外观质量观感检查表的内容焊接工程外观质量观感检查表的内容主要包括以下几个方面:1.焊接接头的外观质量检查:主要检查焊接接头是否平整、无裂纹、无气孔等。
2.焊接焊缝的外观质量检查:主要检查焊接焊缝是否整齐、无咬边、无飞溅等。
3.焊接结构件的外观质量检查:主要检查焊接结构件的尺寸是否符合设计要求,表面是否光滑、无凹凸不平。
三、焊接工程外观质量观感检查表的编制焊接工程外观质量观感检查表的编制原则主要包括以下几个方面:1.统一性原则:检查表应提供统一的外观质量评价标准,以便于工程师进行统一的评价。
ew焊缝外观质量评定表
焊缝外观质量评定表下面是诗情画意的句子欣赏,不需要的朋友可以编辑删除!!谢谢!!!!!1. 染火枫林,琼壶歌月,长歌倚楼。
岁岁年年,花前月下,一尊芳酒。
水落红莲,唯闻玉磬,但此情依旧。
2. 玉竹曾记凤凰游,人不见,水空流。
3. 他微笑着,在岁月的流失中毁掉自己。
4. 还能不动声色饮茶,踏碎这一场,盛世烟花。
5. 红尘嚣浮华一世转瞬空。
6. 我不是我你转身一走苏州里的不是我。
7. 几段唏嘘几世悲欢可笑我命由我不由天。
8. 经流年梦回曲水边看烟花绽出月圆。
9. 人生在世,恍若白驹过膝,忽然而已。
然,我长活一世,却能记住你说的每一话。
10. 雾散,梦醒,我终于看见真实,那是千帆过尽的沉寂。
11. 纸张有些破旧,有些模糊。
可每一笔勾勒,每一抹痕迹,似乎都记载着跨越千年万载的思念。
12. 生生的两端,我们彼此站成了岸。
13. 缘聚缘散缘如水,背负万丈尘寰,只为一句,等待下一次相逢。
14. 握住苍老,禁锢了时空,一下子到了地老天荒15. 人永远看不破的镜花水月,不过我指间烟云世间千年,如我一瞬。
16. 相逢一醉是前缘,风雨散,飘然何处。
17. 虚幻大千两茫茫,一邂逅,终难忘。
相逢主人留一笑,不相识,又何妨。
18. 天下风云出我辈,一入江湖岁月催;皇图霸业谈笑间,不胜人生一场醉。
19. 得即高歌失即休,多愁多恨亦悠悠,今朝有酒今朝醉,明日愁来明日愁。
20. 直道相思了无益,未妨惆怅是清狂。
21. 看那天地日月,恒静无言;青山长河,世代绵延;就像在我心中,你从未离去,也从未改变。
22. 就这样吧,从此山水不相逢。
23. 人天自两空,何相忘,何笑何惊人。
24. 既不回头,何必不忘。
既然无缘,何须誓言。
今日种种,似水无痕。
明夕何夕,君已陌路。
25. 有缘相遇,无缘相聚,天涯海角,但愿相忆。
有幸相知,无幸相守,苍海明月,天长地久。
26. 相见得恨晚,相爱的太慢,进退让我两难。
缘过了远分,缘过了聚散,是否回头就能够上岸27. 天凉了,凉尽了天荒地老了,人间的沧桑,爱哭了,这么难舍心都空了,想放不能放。
焊缝外部质量检验
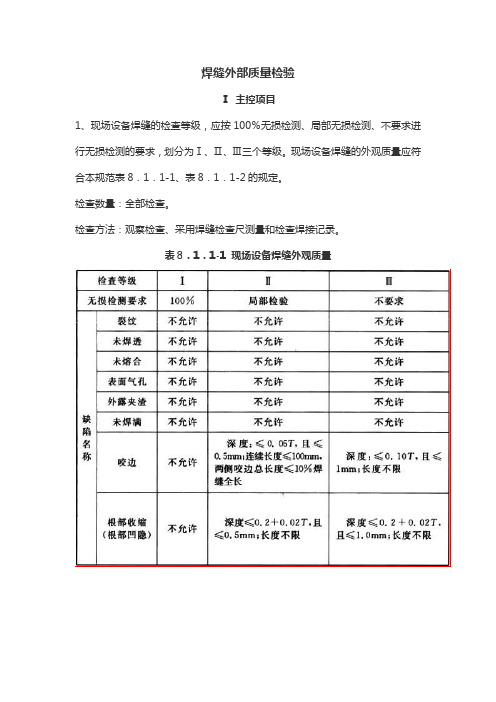
焊缝外部质量检验Ⅰ 主控项目1、现场设备焊缝的检查等级,应按100%无损检测、局部无损检测、不要求进行无损检测的要求,划分为Ⅰ、Ⅱ、Ⅲ三个等级。
现场设备焊缝的外观质量应符合本规范表8.1.1-1、表8.1.1-2的规定。
检查数量:全部检查。
检查方法:观察检查、采用焊缝检查尺测量和检查焊接记录。
表8.1.1-1 现场设备焊缝外观质量注:1 当咬边经磨削修整并平滑过渡时,可按焊缝一侧较薄母材最小允许厚度值评定。
2 角焊缝焊脚不对称在特定条件下要求平缓过渡时,不受本规定限制。
3 除注明角焊缝缺陷外,其余均为对接、角接焊缝通用。
4 表中T为母材厚度;t为设计焊缝厚度。
5 表中公式的常量单位为mm。
表8.1.1-2 现场设备焊缝外观质量(余高和根部凸出)(mm)2、管道焊缝的检查等级,应按现行国家标准《工业金属管道工程施工质量验收规范》GB 50184的规定划分为Ⅰ、Ⅱ、Ⅲ、Ⅳ、Ⅴ五个等级。
管道焊缝的外观质量应符合本规范表8.1.2-1、表8.1.2-2的规定。
检查数量:全部检查。
检查方法:观察检查、采用焊缝检查尺测量和检查焊接记录。
表8.1.2-1 管道焊缝外观质量表8.1.2-2 管道焊缝外观质量(余高和根部凸出)(mm)注:对于铝及铝合金的根部凸出,当母材厚度小于或等于2mm时,根部凸出应小于或等于1.5mm;当母材厚度为2mm~6mm时,根部凸出应小于或等于2.5mm。
3、钛及钛合金、锆及锆合金的焊缝表面应在焊后清理前进行色泽检查。
钛及钛合金焊缝的色泽检查结果应符合表8.1.3的规定。
锆及锆合金的焊缝表面应为银白色,当出现淡黄色时应予以清除。
检查数量:全部检查。
检查方法:观察检查和检查焊接检查记录。
表8.1.3 钛及钛合金焊缝色泽质量注:区别低温氧化和高温氧化的方法宜采用酸洗法,经酸洗能除去紫色、蓝色者为低温氧化,除不掉者为高温氧化。
Ⅱ 一般项目4、焊缝外观应成形良好,不应有电弧擦伤;焊道与焊道、焊道与母材之间应平滑过渡;焊渣和飞溅物应清除干净。
焊缝的外观质量检验

热 裂 纹
液化 裂纹
高温 失 塑裂 纹
——
类别 名称
材料因素
进行计算,或保证两母材之间焊缝呈圆滑过渡。
2、角焊缝尺寸的检测
角焊缝尺寸,包括焊缝的计算厚度、焊角尺寸、凸度
和凹度等。测量角焊缝的尺寸,主要是测量焊角的尺寸 K1
、K2和角焊缝厚度。然后通过测量结果计算焊缝的凸度和 凹度,如图所示。 一般对于角焊缝检测,首先要对最小尺寸部位进行测 量,同时对其他部位进行外观检查,如焊缝破口应填满金
二、常用结构件类型及焊缝质量等级(见下表4)
焊接结 构件 类型 焊缝 质量 等级
名称
接头形式
检验方法
一般不 太重要 的结构
钢制门、窗
对接 角接 搭接
外观检查
Ⅳ级
三、焊接检测方法的分类及应用
焊接检测方法很多,一般可按下述方法分类:
(一)按焊接检测数量分为
1、抽检
在焊接质量比较稳定的情况下,例如自动焊、摩擦
间,未能完全熔化结合的部位。易造成应力集中。
3)气孔
焊缝金属在高温时,吸收了过多的气体(如H2
)或由于溶池内部冶金反应产生的气体(如CO),在溶池 冷却凝固时来不及排出,在焊缝内部或表面形成孔穴,即
为气孔。它减少了焊缝有效工作截面,降低接头强度。若
有穿透性或连续性气孔存在,会严重影响焊件密封性。
4)裂纹
4、订货合同
用户对焊接质量的要求在合同中应明确指出, 可作为图样和技术文件的补充规定。 5、焊接施工图样 图样是最为简便的检测文件,尤是工序检测。 6、焊接质量管理制度 企业的管理制度包含质量的检测,可以直接或 者间接作为焊接检测的依据。
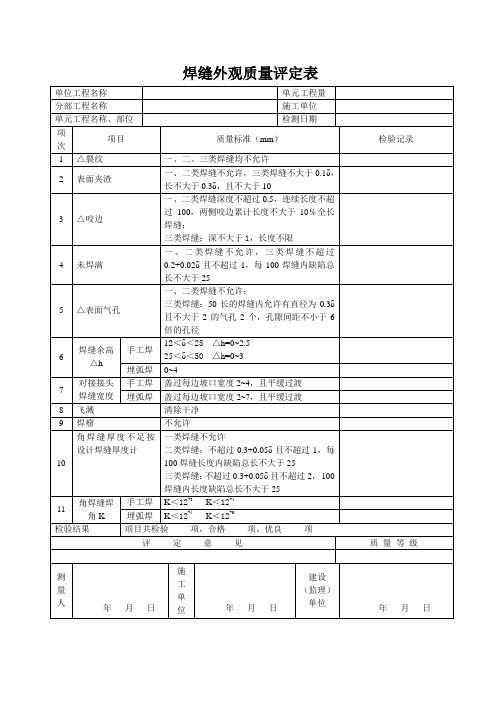
焊缝外观质量评定表填表说明

6.评定意见填写方法与表2.4-1相同。
项次
项目
检验工具
检验位置
备注
1、2
裂纹、夹渣
肉眼检查,必要时用5倍放大镜检查
沿焊缝长度
3
咬边
δ-板厚
5
表面气孔
肉眼检查,必要时用5倍放大镜检查
△h
δ
优良焊缝不允许表面有气孔
6
焊缝余高△h
钢板尺或是焊接检验规
7
焊缝宽度
钢板尺或是焊接检验规
△k
k
△hK=焊脚点ຫໍສະໝຸດ 10、11角焊缝尺寸
4.检验记录:填写实际测量结果。
表2.4-2填表说明
填表时必须遵守“填表基本规则”,并符合本部分说明及以下要求:
1.表头填写与表2.4相同。
2.项次6、7分手工焊、埋弧焊两类。手工焊按板厚δ分为两项,不同类项质量标准不同。填表时应用“√”注明。本例为手工焊,δ=14mm,故在手工焊12<δ<25处用“√”注明。
3.检测部位及工具,见下表。检测数量,项次6、7、11各测10次以上,其余各项全面检查。
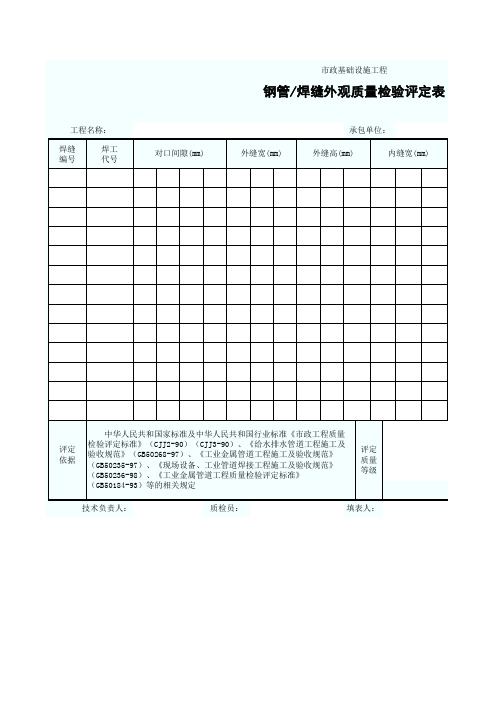
管材外观质量检验评定表
焊缝 编号
焊设施工程
钢管/焊缝外观质量检验评定表
外缝宽(mm)
承包单位:
外缝高(mm)
内缝宽(mm)
评定 依据
中华人民共和国家标准及中华人民共和国行业标准《市政工程质量 检验评定标准》(CJJ2-90)(CJJ3-90)、《给水排水管道工程施工及 验收规范》(GB50268-97)、《工业金属管道工程施工及验收规范》 (GB50235-97)、《现场设备、工业管道焊接工程施工及验收规范》 (GB50236-98)、《工业金属管道工程质量检验评定标准》 (GB50184-93)等的相关规定
评定 质量 等级
技术负责人:
质检员:
填表人:
验评定表
市政质检-8
内缝高(mm)
接头错位(mm)
其他 缺陷
焊缝 等级
监理工程 师:
年月日 年月日
SG-T059钢结构工程焊缝外观质量检查记录
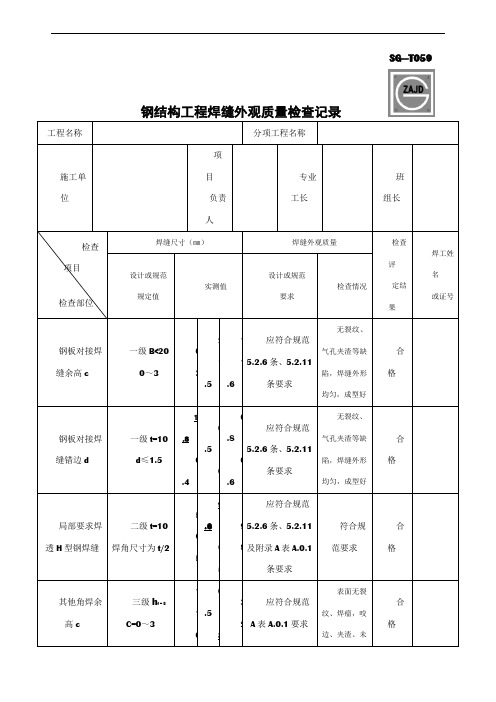
SG—T059钢结构工程焊缝外观质量检查记录工程名称分项工程名称施工单位项目负责人专业工长班组长检查项目检查部位焊缝尺寸(㎜)焊缝外观质量检查评定结果焊工姓名或证号设计或规范规定值实测值设计或规范要求检查情况钢板对接焊缝余高c 一级B<200~3321.511.6应符合规范5.2.6条、5.2.11条要求无裂纹、气孔夹渣等缺陷,焊缝外形均匀,成型好合格钢板对接焊缝错边d 一级t=10d≤1.51.8.4.5.8.6应符合规范5.2.6条、5.2.11条要求无裂纹、气孔夹渣等缺陷,焊缝外形均匀,成型好合格局部要求焊透H型钢焊缝二级t=10焊角尺寸为t/25659.66598应符合规范5.2.6条、5.2.11及附录A表A.0.1条要求符合规范要求合格其他角焊余高c三级h f = 8C=0~311.5332应符合规范A表A.0.1要求表面无裂纹、焊瘤,咬边、夹渣、未合格注:本表也适用于幕墙钢结构框架的焊缝外观质量检查记录。
四川省建设厅制SG—T059填写说明一、本表是用于钢结构工程焊缝质量检查记录,同时也适用于建筑幕墙工程的焊缝质量检查记录。
幕墙钢框架可根据工程中出现的焊缝类型立项检查并记录。
二、本记录为钢结构焊接和建筑幕墙工程检验批质量验收记录的支撑表。
三、填写示范以钢柱为例,实际当中,工程由哪种构件,就按哪种构件出现的焊缝检查记录。
四、焊缝的外形尺寸和表面质量应按规范第5.2.6条和附表A表A.0.1、表A.0.2、表A.0.3等规定进行控制。
五、一、二级焊缝的内部质量检测,应在焊缝尺寸和外观质量检查合格后进行。
六、碳素钢应在焊缝冷却到环境温度,低合金结构应在完成焊接24h后进行探伤检验。
七、焊工姓名或证号,可填姓名,也可只填焊工合格证书的编号。
八、焊缝尺寸检查用焊缝量规。
九、一般项目其检查结果应有80%及以上的检查(值)符合规范要求,且最大值不应超过其允许差值的1.2倍,方可判定合格。
十、本表一式两份,施工单位、建设单位各存一份。
焊缝外观质量检查记录表工程文档范本
二级
三级
符合设计要求
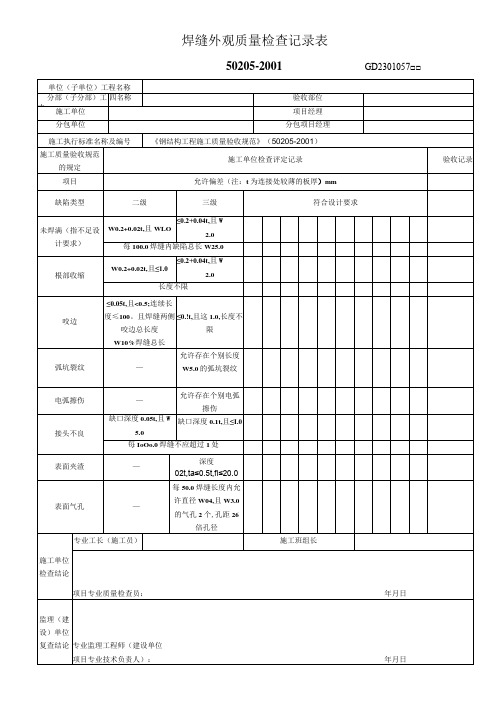
未焊满(指不足设计要求)
W0.2+0.02t,且WLO
≤0.2+0.04t,且W
2.0
每100.0焊缝内缺陷总长W25.0
根部收缩
W0.2+0.02t,且≤1.0
≤0.2+0.04t,且W
2.0
长度不限
咬边
≤0.05t,且<0.5;连续长度≤100。且焊缝两侧咬边总长度
W10%焊缝总长
≤0.!t,且这1.0,长度不限
弧坑裂纹
—
允许存在个别长度W5.0的弧坑裂纹
电弧擦伤
—
允许存在个别电弧擦伤
接头不良
缺口深度0.05t,且W
5.0
缺口深度0.1t,且≤I.0
每IoOo.0焊缝不应超过1处
表面夹渣
—
深度02t,ta≤0.5t,fi≤20.0
表面气孔
—
每50.0焊缝长度内允许直径W04,且W3.0的气孔2个,孔距26倍孔径
焊缝外观质量检查记录表
50205-2001GD2301057□□
单位(子单位)工程名称
分部(子分部)工才
四名称
验收部位
施工单位
项目经理
分包单位
分包项目经理
施工执行标准名称及编号
《钢结构工程施工质量验收规范》(பைடு நூலகம்0205-2001)
施工质量验收规范的规定
施工单位检查评定记录
验收记录
项目
允许偏差(注:t为连接处较薄的板厚)mm
施工单位检查结论
专业工长(施工员)
施工班组长
项目专业质量检查员:年月日
监理(建设)单位复查结论