大型吊装中设备吊耳设计与验收_潘文江
关于耳板式吊耳设计校核的探讨
( 一) 式 5
大, 完全有可 能超 过其 承压 许用 应力值[ , 从而导致 吊耳材料 的失效而发生事故 。所 以且不说 平常我们技术人员验算耳 板强 度 的方法正确与否 ,但就其根本不 考虑耳孔的承压强度 问题是
绝不可行的 。
同样 因为耳板 的结构和受力是对称 的,故转角 应该等于
多 人 员 对 其在 强 度 上 的校 核 存 在 着 方 法 上 的 严 重 错误 ,虽 然 到
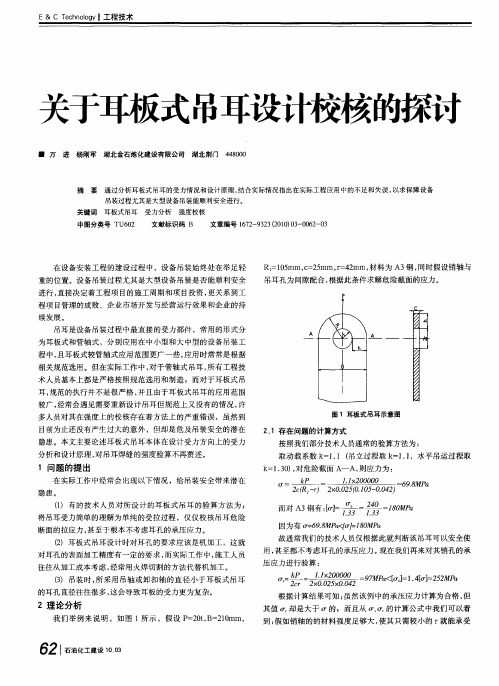
图 1耳板式吊耳示意图
目前为止还没有产生过大的意外 ,但却是危及吊装安 全的潜在 隐患 。本文主要论述耳板式 吊耳本体在设计受力方向上的受力
2 1存在 问题的计算方式 .
按照我们部分技术人员通常的验算方法为 : 取动 载系数 k 1 1 ( = . 吊立过程取 k . ,水 平吊运过程取 =1 1
而 A钢 := =磐=0a 对 3有 手 :M 1P 8
因为 有 o 6 . a[' 1O a ' 98 <o= 8 MP = MP ]
( 2 )耳板式 吊耳设计时对 耳孔的要 求应该是机加工 ,这就
对 耳 孔 的表 面 加 工精 度 有 一定 的要 求 , 实 际 工 作 中 , 工 人 员 而 施 往 往从 加 工 成 本 考 虑 , 常 用火 焊 切 割 的 方 法 代替 机 加 工 。 经
续 发展 。
R1 0 mm,= 5 =15 c 2 mm,= 2 r 4 mm, 材料为 A3 , 钢 同时假设销轴与 吊耳孔为间隙配合 , 根据此条件求解危险截面 的应力。
吊耳 是 设备 吊装 过 程 中最 直 接 的受 力 部 件 ,常 用 的 形 式 分
为耳板 式和管轴式,分别应用在 中小型和大 中型的设备 吊装工 程 中, 且耳板式较管轴式应用 范围更广 一些, 应用时常常是根据
大型吊装中设备吊耳设计与验收_潘文江
第35卷第3期潘文江(中国石化集团宁波工程有限公司,浙江宁波315207)摘要:吊耳是设备吊装中的重要连接部件,直接关系到大型设备吊装安全。
文章结合工程实际,提出了在大型吊装工程中,根据吊装设备的具体情况确定吊耳的结构型式和设计承载能力、设置吊耳的吊点、对吊耳进行加工制作、对吊耳的焊接质量进行控制和验收等的方法及相关要求。
文章进一步指出:吊耳设计与验收是大型吊装中的关键环节,需根据吊耳设计规范和项目施工实际,做好设备吊耳设计与验收工作。
关键词:大型设备;吊装;吊耳;设计;验收中图分类号:TE682文献标识码:B文章编号:1001-2206(2009)03-0049-03大型吊装中设备吊耳设计与验收!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!"!!!!!"!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!"!!!!!"0引言随着大型设备吊装一体化、专业化的实施,在一个大型项目中,涉及的大型设备吊装工作量将多达数十台、甚至数百台。
目前,大型设备吊耳设计工作一般都由吊装技术人员来完成。
在福建炼油乙烯一体化项目中,80t 以上大型设备多达150余台,除进口设备和卧式设备外,均需要由吊装技术人员设计吊耳。
下面结合该项目吊装实际,介绍大型设备吊耳的设计与验收。
1设备相关资料的收集查阅在设备吊耳设计之前,吊装技术人员应根据实际情况对设备进行分类,向EPC 承包商索要平面布置图、设备工程图纸、设备到货计划等相关资料,并保持与EPC 承包商的沟通联系,及时掌握设计变更等重要信息。
认真查阅设备工程图,详细了解设备重量、直径、高度、材质、管口方位、壁厚以及是否热处理等重要信息。
需要EPC 承包商确认哪些内件在设备出厂前安装,吊装前是否安装劳动保护、附塔管道等。
综合考虑主吊车和溜尾吊车的吊装负荷,充分利用项目现有的吊车资源和吊装机索具,做到既满足吊装需要,又经济合理。
国外大型预制型沉箱吊装施工的吊耳设计

verify the strength of lifting lug and local concrete combining with oversea marine project and propose the technical
specifications for hoisting. Based on the European and American codes we verify the strength of local concrete
2020 年 6 月
Jun 2020
水运工程
第 6 期 总第 570 期
Port & Waterway Engineering
No 6 Serial No 570
国外大型预制型沉箱吊装施工的吊耳设计
李少斌ꎬ 许建武ꎬ 丁建军
( 中交第四航务工程勘察设计院有限公司ꎬ 广东 广州 510230)
including compression strength breakout strength pullout strength side ̄face blowout strength and pry out strength.
The results show that the strength of lifting lug and local concrete satisfy the requirements. The strength of local
比较困难时ꎬ 可考虑采用起重船进行助浮ꎮ
集中于吊耳本体强度的复核ꎮ 吊耳在大型预制混
凝土沉箱吊装中应用目前尚无经验ꎬ 这主要是因
目前ꎬ 当利用起重船助浮对沉箱进行吊装施
为吊耳与沉箱结构间的锚固受力机 理 十 分 复 杂ꎬ
吊耳制作、使用管理规定
吊耳制作、使用安全管理规定(试行)1 目的为规范吊耳的制作、检验、使用、维修、报废管理,确保船舶及海工建造钢结构吊装安全,特制定本规定。
2 范围本规定适用于舟山中远船务船舶及海工建造钢结构吊装用吊耳的制作和使用等全过程的安全管理工作。
3 管理内容与要求3.1 基本管理要求3.1.1 制订吊耳制作、装配工艺和吊耳修复工艺时,工艺中要标明吊耳的材质、型号及焊接工艺要求等,保证其安全性。
3.1.2 根据技术规范和图纸要求,做好分段吊耳制作、使用、发放、回收、修复等日常管理工作。
3.2 吊耳制作及检验3.2.1 制作单位要严格按图纸的技术要求和工艺规程进行吊耳制作,若图纸或工艺出现问题时,应及时与设计部门取得联系,待工艺修改后方可继续进行制作。
3.2.2 用于制作吊耳的钢材及焊材应有材质证书,并符合技术规范要求。
3.2.3 吊耳的焊接必须由具备资质的焊工使用碱性507焊条或略高于吊耳强度的焊条进行焊接。
3.2.4 5吨及以上吊耳的制作要采用数控切割或光电切割,吊耳内孔的光3.2.5 吊耳制作完成需进行自检,并应向质量部门交检,检验合格的吊耳在建立产品合格证后方可入库,并进行建帐管理。
3.3 分段吊耳使用3.3.1 分段吊耳的发放与领取3.3.1.1 制作好的吊耳要按种类和规格整齐、稳固的码放在仓库内,以便于取用,避免滑落伤人。
3.3.1.2 发放的分段吊耳必须是经质量部门检验合格并具有吊耳合格证,符合质量要求的吊耳。
3.3.1.3 发放经过修复的吊耳时,必须认真进行检查核对,确认符合要求后方可发放。
3.3.2 分段吊耳的回收与修复3.3.2.1 分段合拢完毕切割下的吊耳应集中存放在指定的安全区域,由修复单位进行统一回收、修复。
3.3.2.2 施工单位要严格按分段吊耳修复工艺和质量要求进行旧吊耳的修复工作,禁止随意更改工艺或降低吊耳修复标准。
3.3.2.3 修复后的吊耳必须经质量部门检查验收,并在指定位置打上检查人员的钢印代号和修复次数钢印号,第一次打“1”并刷蓝色,第二次打“2”并刷黄色,合格后方可入库、登记、归类、建立合格证,并按序摆放。
吊耳检验流程
吊耳检验流程
1. 目的
为了确保吊耳使用过程的质量和安全,制订本流程。
2. 范围
本流程适用于船舶产品吊运使用的吊耳的装焊检验。
3. 引用标准
Q/ZH-J001-2010 船体吊耳制作及安装技术要求
4. 职责
4.1 集配中心负责吊耳制作及回收吊耳的自检、标识工作。
4.2 分段质量检验科负责分段制造部制作过程中吊耳装焊及拆除的检验及标识。
4.3 质量部负责对分段总组、大合拢等阶段吊耳装焊、拆除的检验及标识,以及无损探伤检验。
4.4 生产部门负责吊耳装焊及拆除的自检。
5. 工作流程
5.1 集配中心依据制作图纸对制作完的吊耳进行自检,合格的方可发放。
5.2 吊耳安装部门按《吊耳检验项目》(见附表)内容对吊耳的安装定位、焊接及拆除进行自检,对专检项目提交专职质检员进行检验,需进行无损探伤时,由质检员提交质量部探伤室检验。
5.3 质检员应对吊耳焊接人员资格进行检查,吊耳焊接应具备Ⅱ类焊工资格,对于50吨以上的吊耳,应使用持Ⅲ类焊工证以上的焊工焊接。
5.4 检验合格的吊耳由专职质检员作合格标记,有合格标记的方可吊运。
5.5 使用部门对拆除下的吊耳进行收集,并统一退回至制作部门,由制作部门对回收的吊耳进行检查,对检查符合再次使用要求的,进行修正、打磨,并标注重复使用次数的标记。
吊耳的重复使用应满足公司标准Q/ZH-J001-2010 《船体吊耳制作及安装技术要求》的要求。
6. 记录
质检员对吊耳的检验记录进行保管、备查。
附:
吊耳检验项目。
常用吊耳标准

常用吊耳标准甘肃火电工程公司工程管理部二○○五年十一月批准:靳旭东审核:马宝成编写:师自知1.说明起重作业是电建施工中最常见的作业,也是最容易引发安全事故的特种作业。
其中,吊耳的安全性直接影响到设备、人身安全。
为了规范施工中临时吊耳的制作,保证使用安全,编制本标准。
1.1适用范围本标准适用于公司所有施工项目相关工作。
1.2 参考文件化工行业标准,HG/T21574-94《设备吊耳》《现场起重常用计算》。
2.吊耳的分类和技术要求2.1 吊耳的分类施工现场常用的吊耳有三种,一种是圆钢焊制的吊耳,用于较轻工件。
一种是钢板焊制的吊耳,用于较重工件。
一种是钢管焊制的吊耳,用于大型超重工件,通常由设备厂完成。
由于吊耳的使用场合不同,受力情况不同,可细分为7种型式。
各种吊耳的型式及公称吊重见表1-1各种吊耳的型式及公称吊重表1-1吊耳的分类及公称吊重范围续表1-12.2 吊耳的材料和制造技术要求2.2.1 吊耳的材料圆钢吊耳用3#钢,禁止用螺纹钢。
板式吊耳的吊耳板、筋板和轴式吊耳的档板、材料均为Q235-A,所用钢板或钢带应符合GB3274《碳素结构钢和低合金结构热轧厚钢板和钢带》的规定。
管式吊耳可选用GB8162《结构用无缝钢管》中的钢管,材料为20钢。
垫板材料应于垫板联接的工作母材相同。
2.2.2 吊耳的加工和装配板式吊耳的吊耳板应平直,垫板与工件紧密贴合,间隙不大于1㎜。
吊耳板、垫板、筋板等的切割表面不允许有裂纹,毛刺等缺陷。
吊耳内孔需打磨光滑,不能有凹凸棱角。
2.2.3 吊耳的检验吊耳必须经二级验收后使用:焊工对所有焊缝进行外观检查,不允许存在裂纹与未熔合缺陷,必要时进行磁粉或渗透检查,使用部门应在使用前对吊耳的设置、焊接作全面检查确认。
3 圆钢吊耳3.1 适用范围及说明圆钢吊耳适用于轻型工件的吊装,A型吊耳主要是焊缝受力,用于1000㎏以下工件,B型吊耳用于5T以下工件,绝对禁止螺纹钢加工吊耳。
3.2 结构形式和加工尺寸A、B型圆钢吊耳的形式及尺寸如图3-1、3-2所示。
浅谈船舶吊装吊耳设计
浅谈船舶吊装吊耳设计【摘要】现代造船为了能最大保证分段建造中的焊接质量,分段焊接很少采用仰角焊接而采用俯首焊接,这就要求分段建造采用反造工艺。
船体艏艉部份的曲面分段为了简化制造,也采用反造法,将甲板面朝下建造。
为了缩短船舶在船台的建造周期,吊装能力大的船舶制造企业,也尽量增大单个分段重量,增加预搭载次数,增加舾装数量,这就导致分段尺寸重量越来越大,分段的翻转和吊运成为分段建造的重要环节。
【关键词】吊装;重心位置;吊耳设计设计分段的吊运和翻身要考虑企业的吊运能力,厂房的生产能力,运输设备的运输能力,设备和人员的安全性,分段的变形可能等诸多因素。
有关建造中的吊装、翻身、移动、运输的起重工作需制定相应的工艺图纸,明确指明吊耳的位置、型号、适用吊车型号等信息,以保证船体建造的质量和安全生产。
1 重心的确定吊耳设计时的分段重量因生产地点的不同而有所差异。
在组立场时,分段的重量主要包括分段的钢板重量和焊接产生的重量,由于焊接重量难以确定,所以通常按照钢板重量乘以系数来确定其重量。
曲分段乘以系数0.8,平分段乘以系数0.6.在预搭载场和搭载场工作时,除了钢板和焊接产生的重量以外还需要加上舾装重量和脚手架重量。
结构净重的计算采用著名的造船软件TRIBON,其计算过程是将平面建模生成的结构平面板架和采用批处理方式生成的外板曲面板架(含外板上骨材)写入计算文件,利用TRIBON系统内提供的计算程序计算出结果。
这样既提高了计算的效率,又提升了准确性。
需要注意的是,在计算完分段的重量以后,如果发现分段的重量超出设备的起重能力,就要及时与其他部门沟通,更改分段的划分和建造流程,以保证满足设备的起重能力。
2 吊耳的设计设计分段的吊运翻身要考虑企业的吊运能力,厂房生产能力,运输设备和人员安全性,分段的变形等诸多因素。
在船厂中,为了提高效率,缩短造船周期,吊耳设计一般确定吊耳的位置,吊耳的形式和尺寸,以及承载能力的选用根据相关的国家或企业标准进行选择。
大型吊装中设备吊耳设计与验收
大型吊装中设备吊耳设计与验收【摘要】当前随着大型设备吊装一体化及专业化的实施,在大型施工项目中,所需要的大型设备吊装工作量多达数十台,甚至可以高达数百台。
而在大型设备吊装中,为确保吊装设备的正常运转及安全运行,必须加强对设备吊耳的设计及验收工作。
基于此,文章重点探讨了管轴式吊耳的设计及验收,以供同行参考。
【关键词】大型吊装设备;吊耳设计;验收一、大型设备的吊耳的概念及主要分类吊耳是设置在设备上用于提升或牵引设备的一种吊点结构。
常用的吊耳有板孔式吊耳(包括顶部板孔式吊耳和侧壁板孔式吊功、板钩式吊耳、轴式吊耳(包括管轴式和实心轴式)、提升盖式吊耳、吊环等。
吊耳的结构形式一般根据设备的特点和所选择的吊装工艺来进行确定。
由于管轴式吊耳具有便于制造安装、承载负荷大、拴挂机索具方便(特别是设备就位后高空吊机摘钩容易)等特点,大型立式设备的主吊耳多采用该种形式的吊耳,如百万吨级的煤炭间接液化项目油品合成装置中的2000t重的费托反应器即是采用管轴式吊耳作为主吊耳;当采用提升盖吊耳与设备顶部接管法兰连接吊装,设备顶部接管在吊装时会发生塑性变形或内衬易破坏的一些设备(如26万t/a丙烯晴装置的丙烯晴反应器等)也采用管轴式吊耳作为主吊耳。
二、设备相关资料的收集查阅在设备吊耳设计之前,吊装技术人员应根据实际情况对设备进行分类,向EPC承包商索要平面布置图、设备工程图纸、设备到货计划等相关资料,并保持与EPC承包商的沟通联系,及时掌握设计变更等重要信息。
认真查阅设备工程图,详细了解设备重量、直径、高度、材质、管口方位、壁厚以及是否热处理等重要信息。
需要EPC承包商确认哪些内件在设备出厂前安装,吊装前是否安装劳动保护、附塔管道等。
综合考虑主吊车和溜尾吊车的吊装负荷,充分利用项目现有的吊车资源和吊装机索具,做到既满足吊装需要,又经济合理。
三、管轴式吊耳的设计原则在对一个项目的大型设备吊装进行前期策划时,一般情况下吊装单位根据吊装作业环境,设计出不同形式的设备吊耳,并经设计单位审核后交给制造厂连同设备本体一起进行制作安装检验。
炼化装置大型设备管轴式吊耳的设计_岳敏
管轴内若需要加强筋板时,筋板不宜太密,若太密,筋板与 设备本体、管轴间的焊接不能保证其质量,且局部焊接应力易集 中。筋板间的距离建议保证在 200mm 及以上, 建议对于单只吊 耳承载 300t 及以上,采用管轴内井字筋板的结构形式。 3. 5 管轴式吊耳加强圈的确定
5°, 则: 绳扣工作载荷为 101. 5t×4×0. 75×cos5°= 303t> 300t, 吊耳管轴容绳净距为 120×2+ 60= 300mm, (绳扣之间和与挡板间的间隙余量一般在 50~100mm 范
围,根据绳径大小,在此范围选取,在这按 60mm 考虑) 经比较分析各种设计条件后,设计出的 300t 吊耳如图 7 所
J=
6π4 (D43-
D4)i +
1 6
SH 3+ 1 6
H S3+ 1 2
T2H S- T2S2-1 3S4!!!!!!!!!!!!!!!!!!!!! (式 4)
式中:
Di—— —吊耳管轴的内径(mm) 经计算,J 为 2. 2582×109mm4。
54 石油化工建设 2014. 03
注:1-吊耳管;2-挡板;3-加强圈;4-加强筋;5、9-边横筋; 6-立筋;7、11-中横筋;8-边中横筋; 10-边立筋;12-中立筋 图 1 国内常用管轴式吊耳形式
国内炼化装置设备吊装传统的管轴式吊耳结构设计一般参 考《大型设备吊装工程施工工艺标准》SH / T 3515- 2003 和《化 工设备吊耳及工程技术要求》H G/ T21574- 2008 中的有关吊耳 结构形式如图 1 所示。
钢结构吊装中板式吊耳的设计与规定
钢结构吊装中板式吊耳的设计与规定摘要:在钢结构施工吊装作业过程中,施工作业的安全性及可靠性都直接与吊耳的结构形式有着重要的关系,因此吊耳板本身的强度和焊缝的强度是板式吊耳设计过程中最重要的考虑因素,通常板式吊耳失效的情形主要是吊耳本体或者焊缝的撕裂破坏,因此在吊耳的设计过程中,结合钢结构物项本身的结构形式,重心分部以及受力分析等特点,设计计算出结构合理,便于操作、安全可靠的板式吊耳。
关键词:板式吊耳;设计;强度前言:在钢结构的吊装过程,钢结构构件板式吊耳形式的选择,计算以及制作与安装都是吊装作业的重要环节。
针对各式各样的钢结构构件吊装用吊耳的设计和计算没有明确的计算公式和计算过程,一般情况下都是施工人员凭借经验进行选择,这样就存在较大的安全隐患。
因此基于以上考虑,结合钢结构构件吊装过程的难点、重点和结构形式的区别,结合类似工程经验,总结一套钢结构板式吊耳从设计计算、材料选择、加工制作、现场安装等技术要求用做参考。
一、吊耳材料的选择吊耳板的材料选择是,宜选择与钢结构构件母材材质相同或者相近的材料,特殊情况,也可以选择比构件母材高一级别的材料。
目前施工现场中常用的吊耳材质一般为Q235B、Q355B等普通的材质的材料,可焊性较好。
根据不同材质的钢材板厚确定吊耳板材料抗剪强度值,只要满足下式,吊耳板的强度就可以满足实际工程需求。
式中:k—动载系数,k=1.1;—板孔壁承压应力,MPa;P—吊耳板所受外力,N;δ—板孔壁厚度,mm;d—板孔孔径,mm;R—吊耳板外缘有效半径,mm;r—板孔半径,mm;二、吊耳布置原则(1)标准中各种类型的吊耳的公称吊重是单个吊耳的最大起吊重量,用4个吊耳起吊重物时,无论选择何种形式之吊耳,应选择2倍承载能力的吊耳。
(2)平面四点布置沿重物对角线方向布置,吊耳的受力情况最佳。
(3)平面起吊翻身工作,垂直起吊时的吊耳方向如图,吊耳向垂直起吊方向。
三、吊耳的设计计算1、拉应力计算如上图所示,拉应力的不利位置在A-A断面,其强度计算公式为:五、吊耳板焊接与焊缝强度校核a.当吊耳受拉伸作用,焊缝不开坡口或小坡口时,属于角焊缝焊接,焊缝强度按《钢结构设计规范》中式7.1.3-1校核,即:应当指出,虽然焊缝的强度计算满足要求,但由于吊耳板与设备焊接处产生的焊接应力及连接面较小产生的应力集中,使用吊耳时也不可能在设计的理想状态下受力等原因,可能造成设备局部变形或将母材撕裂等不良后果。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第35卷第3期潘文江(中国石化集团宁波工程有限公司,浙江宁波315207)摘要:吊耳是设备吊装中的重要连接部件,直接关系到大型设备吊装安全。
文章结合工程实际,提出了在大型吊装工程中,根据吊装设备的具体情况确定吊耳的结构型式和设计承载能力、设置吊耳的吊点、对吊耳进行加工制作、对吊耳的焊接质量进行控制和验收等的方法及相关要求。
文章进一步指出:吊耳设计与验收是大型吊装中的关键环节,需根据吊耳设计规范和项目施工实际,做好设备吊耳设计与验收工作。
关键词:大型设备;吊装;吊耳;设计;验收中图分类号:TE682文献标识码:B文章编号:1001-2206(2009)03-0049-03大型吊装中设备吊耳设计与验收!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!"!!!!!"!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!"!!!!!"0引言随着大型设备吊装一体化、专业化的实施,在一个大型项目中,涉及的大型设备吊装工作量将多达数十台、甚至数百台。
目前,大型设备吊耳设计工作一般都由吊装技术人员来完成。
在福建炼油乙烯一体化项目中,80t 以上大型设备多达150余台,除进口设备和卧式设备外,均需要由吊装技术人员设计吊耳。
下面结合该项目吊装实际,介绍大型设备吊耳的设计与验收。
1设备相关资料的收集查阅在设备吊耳设计之前,吊装技术人员应根据实际情况对设备进行分类,向EPC 承包商索要平面布置图、设备工程图纸、设备到货计划等相关资料,并保持与EPC 承包商的沟通联系,及时掌握设计变更等重要信息。
认真查阅设备工程图,详细了解设备重量、直径、高度、材质、管口方位、壁厚以及是否热处理等重要信息。
需要EPC 承包商确认哪些内件在设备出厂前安装,吊装前是否安装劳动保护、附塔管道等。
综合考虑主吊车和溜尾吊车的吊装负荷,充分利用项目现有的吊车资源和吊装机索具,做到既满足吊装需要,又经济合理。
2吊耳设计吊耳可分为顶部板式吊耳(代号TP )、侧壁板式吊耳(代号SP )和管轴式吊耳(代号AX )三大类。
管轴式吊耳适用于较高或较重型立式设备的吊装,其结构合理、性能优异、使用方便,因此在石油化工工程建设中,管轴式吊耳是立式设备吊装中最常见的吊耳型式。
本文仅对管轴式吊耳进行介绍。
2.1管轴式吊耳结构型式目前,国内管轴式吊耳设计一般都参考原石油工业部颁发的《起重工操作规程》和原化学工业部颁发的《设备吊耳》两个系列的标准。
两个系列的吊耳结构型式适合国内当时的条件,曾被广泛应用。
随着我国经济的高速发展和科学技术的长足进步,管轴式吊耳的制造技术条件和使用条件均发生了较大的变化。
在这种情况下,吊耳设计时应当摒弃老吊耳系列的弊端,而参照国际上通常的管轴式吊耳型式进行设计,使其结构型式更合理。
国际上通常的管轴式吊耳管轴内不设筋板,或为中空式,或设加强环,从加大管径和管轴壁厚方面满足强度条件,显然优于我国老吊耳系列采用小口径薄壁管轴而在内腔加复杂筋板的方式。
从管轴长度看,国际上通常以大绳径少股数钢丝绳为前提条件,将管轴设计得较短,而我国老吊耳系列则以小绳径多股数钢丝绳为前提条件,不得不将管轴设计得较长。
从理论上讲,前者显然更合理;从实际上看,不必完全依照国外模式,但是应逐步加大钢丝绳绳径以减少股数,从而缩短管轴长度。
福建炼石油工程建设49石油工程建设2009年6月油乙烯一体化项目大型设备吊耳设计吸收了国际上管轴式吊耳的通常设计理念,并根据项目吊装实际情况进行了优化,在吊装方案审查时,作为方案中的一个亮点得到了中国石化集团吊装专家组的肯定。
管轴式吊耳结构型式如图1所示。
在不锈钢和低温钢等材质的设备与碳钢管轴之间需加垫板,见图1(a),在设备和吊耳材质相同时,吊耳可直接焊在设备筒体上,见图1(b)。
加强板一般为方形或者圆形,见图1(c)和(d)。
2.2管轴式吊耳设计相关要求吊耳设计的指导思想是承载能力要有足够大的余量。
吊耳的结构应满足自身强度和设备连接的强度要求。
吊耳设计依据国家相关规范进行初步设计,根据初步确定的位置及方位做吊装稳定性、强度、局部应力、局部补强、加固、吊耳本身强度等相关的力学计算,对薄壁、细长塔等特殊设备还应做有限元分析,确保吊耳设计满足吊装要求。
在满足强度、稳定性及吊装能力的前提下,还应吸收国内外吊耳设计的先进技术,优化吊耳设计。
注意管轴式吊耳的有效容绳长度。
吊耳的有效容绳长度应根据吊装所选用的钢丝绳进行确定,容绳长度过长,将影响吊耳强度,加大吊耳本体的局部应力,不利于安全吊装;若容绳长度过小,可能导致钢丝绳无法穿挂,影响正常吊装。
根据吊装需要,容绳长度宜留50~100mm的余量:以准90mm 的绳扣为例,绳扣绕1圈,容绳长度在150~180mm;绳扣绕2圈,容绳长度在250~300mm范围内;绳扣绕3圈,容绳长度在350~400mm范围内。
以往采用桅杆吊装时,吊耳都必须设置活动挡圈,但随着吊车的大型化,吊耳设计时一般都很少考虑设置活动挡圈。
在实际吊装过程中,钢丝绳与吊耳挡板间还存在微小的夹角,在设计吊耳时可根据需要设置活动挡圈。
设备吊装翻转过程对主吊钢丝绳磨损较大,应采取适当的保护措施,延长钢丝绳的使用寿命,对于大管径吊耳可在管轴上设置自由转动的轴套,以保护钢丝绳。
2.3吊耳强度及设备本体处局部应力计算局部应力按美国焊接研究委员会WRC-107公报的方法计算,或者用ANSYS软件对吊耳焊接处局部应力进行有限元分析。
采用WRC-107公报的方法计算,因需要通过插值查表估算,计算结果存在一定偏差;而用有限元分析,可直观显示最大应力处及其应力值,能较准确反映实际应力值。
目前,基于ANSYS的吊耳受力分析在工程中得到了广泛的应用。
2.4吊耳位置的确定HG/T21574-1994《设备吊耳》中提到吊耳设置部位及数量:AX型吊耳一般应设置在设备重心1.5m以上,并对称设置两个。
从理论上说,主吊耳只要设置在重心以上即可满足吊装要求。
吊耳位置若设置在重心以上靠重心附近,其优点是可以减小溜尾力,则溜尾吊车可以选用较小的吊车级别,但这样的吊耳位置设置存在以下弊端:(1)需要有较大的吊装场地,设备正面起吊,其头部会顶到吊车臂杆;设备侧面起吊,平衡梁正对吊车臂杆,需有较大的作业半径,方可避开平衡梁与吊车臂杆的相碰。
50第35卷第3期(2)不利于吊装过程控制,设备吊装达到脱排临界角时,由于设备本身的惯性,溜尾吊车很难控制设备的摆动,而这样的左右摆动将对吊车臂杆产生侧向力,侧向力将可能对吊车臂杆产生较大的危害。
(3)若重心位置计算不准确,将可能出现主吊耳在设备重心之下,无法进行正常吊装。
(4)在现场设备就位后安装附塔管道和劳动保护还需要大型吊车配合。
(5)若重力产生的力矩不足以克服钢丝绳与吊耳间摩擦力产生的力矩,设备脱排后不能直立。
目前,大型设备吊装中,在满足设备本身强度的条件下,主吊耳一般都尽可能往设备头部靠。
主吊耳上移,将增加溜尾力,溜尾吊车级别也相应增大。
主吊耳上移可以尽量避开管口,同时也可在吊装前做好设备的吊装辅助工作,减少高空作业量,吊装过程较为平稳。
因此,吊耳具体设置位置还需综合考虑吊装现场条件、项目投入吊车资源、现有的机索具、设备管口方位以及设备制造排版图等情况。
2.5吊耳材料选择及焊接制作要求吊耳的材质应与设备材质相同或接近,对于在低温钢和不锈钢上焊普通碳钢材质的吊耳,焊接时则应考虑加垫板,垫板材料应与焊接吊耳位置的设备本体材质相一致。
制定吊耳焊接顺序,选择合适的焊接工艺,由有相应资质的焊工施焊。
常见材料之间焊接的焊材选用:16MnR+16MnR焊条为J507,16MnR+20R焊条为J427或J422,Q235+20R焊条为J427,Q235+Q235焊条为J427,20R+20R焊条为J427,0Gr18Ni9+ 0Cr18Ni9焊条为A102或A132,0Cr18Ni9+16MnR (或Q235)焊条为A307或A302,09MnNiDR+ 09MnNiDR焊条为W707或W707DR,09MnNiDR+16MnR(或Q235)焊条为W707或W707DR。
吊耳图纸中必须有吊耳制作的详细技术要求。
技术要求是指导吊耳材料选择、下料、制作、焊接和验收等工序的作业指导书。
技术要求中所引用的标准或规范必须准确无误,行文规范严谨,文字叙述部分必须与图形部分相呼应。
吊耳图纸必须经有相应资质的吊装工程师审核批准后方可发给制造单位。
如有条件,应到制造厂对吊耳制作进行施工技术交底。
3吊耳验收吊耳由吊装单位设计审核,经EPC承包商确认后发给制造厂。
吊装单位应建立与EPC承包商、制造厂家联系沟通的渠道,吊耳位置变更可以得到及时的反馈。
在福建炼油乙烯一体化项目中,个别设备吊耳下料或设置位置未严格执行图纸要求,给吊装带来了较大的影响,如:上海一家设备制造公司,在没通知EPC承包商和吊装单位的情况下,擅自改动其中两台设备的吊耳位置,其中1#丙烯精馏塔吊耳位置上移了6m,按原吊装方案,250t履带吊车就不能满足设备吊装溜尾要求;脱甲烷塔主吊耳下移了1m,造成原吊装方案中选择的平衡梁下套钢丝绳长度不够;天津一家设备制造公司在抽提蒸馏塔吊耳下料时未考虑设备弧度,造成吊耳容绳长度减少,按原吊装方案钢丝绳无法进行穿挂。
对发现的问题在吊装前及时采取了相应的措施,变更了吊装方案,才满足了吊装要求。
吊装单位还应与设备制造厂家沟通,将吊耳验收工作前移。
制造厂家必须提供吊耳检测报告,吊装技术人员必须对吊耳检测报告进行查验。
设备进场后,吊装技术人员必须对每台设备的吊耳外观、焊肉高度、焊接位置、方位等进行复核,必要时还应对吊耳进行复检,检查是否出现延迟裂纹,确保吊装安全。
4结束语大型设备吊装是项目施工的关键,设备吊耳设计与验收是大型吊装中的关键。
因此大型设备吊装中须根据吊耳设计规范和项目施工实际,做好设备吊耳设计与验收工作,使吊耳满足吊装要求,确保大型设备吊装安全、稳妥。
参考文献:[1]GB150-1998,钢制压力容器[S].[2]HG/T21574-1994,设备吊耳[S].[3]JB/T4708-2000,钢制压力容器焊接工艺评定[S].[4]SH/T3513-2003,大型设备吊装工程施工工艺标准[S].作者简介:潘文江(1970-),男,福建泉州人,工程师,1995年毕业于辽宁抚顺石油学院化工机械系,从事大型设备吊装技术工作。
收稿日期:2008-07-30潘文江:大型吊装中设备吊耳设计与验收51100%solid content polyurethane coating.At the same time,constructive proposals are also offered for the fu-ture routine pipeline management and coating overhaul.Key words:natural gas pipeline;corrosion defect;repair;countermeasure·HOISTING·(43)Hoisting Methods of Petrochemical ReactorWANG Qi-yu(China Petroleum First Construction Corporation,Luyang471023,China)Abstract:In terms of several hoisting cases in which the reactors have different masses and the different equipment is used for the hoisting operations,this paper summarizes reactor hoisting methods.It illustrates the method using single mast to hoist methanol synthesis reactor and dual masts to hoist hydrocracking reactor,the uplifting-hoisting method using single crane as a master crane and the slipping method using dual cranes as master cranes,and other methods such as using ring beam.The paper also discusses the crane safety margin when dual cranes used as master cranes together with top-board type liftinglug and moment distributor.Key words:reactor;hoisting;moment;safety margin(49)Liftinglug Design and Acceptance Check in Heavy Equipment HoistingPAN Wen-jiang(SINOPEC Ningbo Engineering Co.,Ltd.,Ningbo315207,China)Abstract:Liftinglugs as important linking parts in equipment hoisting operation relate directly to hoisting safety of large equipment.The method and relevant requirements of large equipment hoisting are present in this paper regarding the liftinglug structural type,design bearing capacity and positioning as well as the lift-inglug manufacture,welding quality control and acceptance check.In addition,it is pointed out that the lift-inhlug design and acceptance check are key links for heavy hoisting and should be well implemented accord-ing to the liftinglug design codes and the actual construction situation.Key words:heavy hoisting;equipment liftinglug;design;acceptance check·INNOVATION&PRACTICE·(52)Development of Position Adjustor of Pumping Unit MotorMENG Xiang-jun(Shengli Oil Production Co.of Shengli Oilfield,Dongying257051,China),LUO Qin,LI Hong-xin,et al.Abstract:A newly developed motor position adjustor can effectively solve a series of problems in the po-sition adjustment of pumping unit motor base,such as mismatched distance between the adjustor and the motor base,bad position adjusting stability.This adjustor is integrated of position adjusting base assembly and lead-ing screw assembly.An ably designed self-locking device,which applies backward reaction on the adjusting base caused by the motor base forward movement generated by leading screw rotating,enables the motor posi-tion to be adjusted at discretion and stably in the existing slide rails.This adjustor has simple and reasonable structure and applicability for general purpose.It is the ideal equipment for motor position adjustment.Key words:pumping unit motor;position adjustment equipment;self-locking positioning;safety;guard a-gainst theft·ENGINEERING DESIGN·(54)Heat Exchanger Design under Fouling ConditionZHANG Qiong(SINOPEC East China Institute of Pipeline Design and Research,Xuzhou221008,Chi-na),SUN Jian-hongAbstract:In this paper,the particularity of heat exchanger design under fouling condition is analyzed. Three different design methods under fouling condition,i.e.the traditional fouling thermal resistance design method,the currently developed clean coefficient design method and the area increasing percentage design method,are clarified.Then,these three methods are respectively used to calculate for the same case and ob-tain different results.Through the example of heat exchanger design under fouling condition,it is shown that the currently developed clean coefficient design method and the area increasing percentage design method have better accuracy,rationality and economy,and the traditional fouling thermal resistance design method is too conservative to save engineering investment.Key words:heat exchanger;fouling;fouling thermal resistance design method;clean coefficient design method;area increasing percentage design method—6—。