PLC圆弧插补功能开发与研究
(圆弧插补)1、概述脉冲从CH0和CH2输出,根据设定
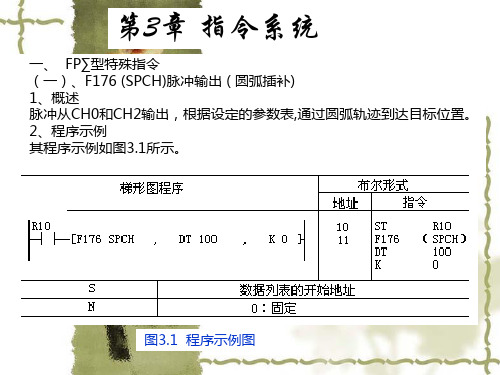
图3.7
程序示例图
(三)、F172 (PLSH)脉冲输出 ( 带通道指定 )(JOG操作) 1、概述 根据指定参数从指定的通道(CH0或者CH2)输出脉冲。 2、程序示例 程序示例如图3.15所示。
图3.15 程序示例图
(四)、F171 (SPDH)脉冲输出 ( 带通道指定 ) 1、概述 根据指定参数从指定的通道(CH0或者CH2)输出脉冲。 2、程序示例 程序示例如图3.20所示。
3、系统输入输出分配表 输入 X0-------SB1(正转) X1-------SB2(停止) X2-------SB3(反转) 输出 Y0-------KM1 Y1-------KM2 Y2-------KMΔ Y3-------KMY
4、系统控制的工艺流程 工艺流程图如3.33所示。
图3.33 系统工艺流程图
3、系统输入输出分配 输入 X0-------启动按钮
输出 Y0-------东西红灯 Y1-------东西黄灯 Y2-------东西绿灯 Y3-------南北红灯 Y4-------南北黄灯 Y5-------南北绿灯
4、系统控制的时序 时序图如图3.35所示。
图3.35 系统时序图
5、系统的PLC控制程序 系统PLC控制的梯形图程序如图3.36所示。
图3.20 程序示例图
五)、 F174 (SP0H)脉冲输出( 带通道指定 )(可选数据表控制操作) 1、概述 根据指定参数从指定的通道(CH0或者CH2)输出脉冲。 2、程序示例
程序示例如图3.25所示。
图3.25 程序示例图
(六)、 F175 (SPSH)脉冲输出 ( 线性插补) 1、概述 脉冲从CH0和CH2输出,根据设定的参数表,实现直线到达目标位置。 2、程序示例 程序示例如图3.30所示。
PLC圆弧插补功能开发与研究
PLC圆弧插补功能开发与研究
PLC圆弧插补功能开发与研究
任喜岩;谭晓东;白杰
【期刊名称】《制造业自动化》
【年(卷),期】2009(031)011
【摘要】没有圆弧插补指令,限制了PLC在轮廓控制方面的应用.目前许多小型PLc内置两轴脉冲输出,具备浮点运算能力,因此开发PLC的圆弧插补功能即必要,也可行.根据数据采样插补原理,推导出了计算简单的圆弧插补递归公式,同时给出了消除PLC计算精度影响的修正公式.在此基础上编制了PLC圆弧插补程序,通过试验发现修正前计算误差与轨迹误差大体相当,修正后的计算误差几乎为零.PLC圆弧插补周期依插补速度的变化而变化,为了避免插补停顿,插补周期要大于PLC扫描周期.
【总页数】4页(83-86)
【关键词】圆弧插补;可编程序控制器;数据采样;插补误差;数控
【作者】任喜岩;谭晓东;白杰
【作者单位】大连交通大学,机械工程学院,大连,116028;大连交通大学,机械工程学院,大连,116028;大连交通大学,机械工程学院,大连,116028
【正文语种】中文
【中图分类】TP273
【相关文献】
1.心理学与脑功能开发——读沈德立教授的新著<脑功能开发的理论与实践> [J], 金明
2.一本具有特色的脑功能开发研究的学术著作--读沈德立教授主编的《脑功能。
圆弧插补加工
圆弧插补加工圆弧插补加工是数控机床中常用的工艺之一,它通过控制机床沿指定轨迹进行切削加工,形成所需的曲线形状。
本文将介绍圆弧插补加工的原理、应用以及加工过程中需要注意的事项。
一、圆弧插补加工原理圆弧插补加工的原理是通过数控系统控制机床在平面或空间内进行连续轨迹运动,使工件按照预先设定的圆弧路径进行切削加工。
圆弧插补加工通常需要指定圆心坐标、起始点、终止点以及圆弧半径等参数,以确保加工出符合要求的曲线形状。
二、圆弧插补加工应用圆弧插补加工广泛应用于各种机械零部件的加工中,特别是曲线形状较为复杂的工件。
常见的应用领域包括模具制造、航空航天、汽车制造等。
三、圆弧插补加工过程1. 准备工作:确定工件的加工要求和加工路径,绘制出加工轨迹图。
根据绘制的轨迹图,计算出所需的圆心坐标、起始点、终止点以及圆弧半径等参数。
2. 设置参数:将计算得到的参数输入数控机床的控制系统,通过编程设置数控机床的工作参数,如工进速度、切削深度等。
3. 夹持工件:将待加工的工件夹持于数控机床工作台上,确保夹紧牢固,避免加工过程中的松动。
4. 启动数控机床:按照数控编程设定的程序,启动数控机床,使其开始切削加工。
数控机床将按照设定的轨迹进行圆弧插补加工。
5. 检查加工效果:待加工完成后,对加工表面进行质量检查,确保加工效果符合要求。
四、圆弧插补加工注意事项1. 加工参数的设定:合理设置加工参数,包括刀具进给速度、转速、切削深度等,以确保加工效果和工件质量。
2. 加工轨迹的设计:根据具体工件的要求,合理设计加工轨迹,避免出现加工过程中的碰撞、位置误差等问题。
3. 刀具的选择:根据工件的材料和形状,选择合适的刀具进行加工,以确保切削效果和工件表面质量。
4. 安全操作:在进行圆弧插补加工时,操作人员应遵循相关的安全操作规程,戴好防护用品,确保自身安全。
通过圆弧插补加工,可以有效地实现复杂曲线形状的加工要求,提高加工精度和效率。
在以数字化、智能化为主导的制造业发展趋势下,圆弧插补加工将发挥更加重要的作用,为各行各业提供更高质量的零部件制造服务。
圆弧插补指令应用-圆弧面零件编程.

圆弧插补指令应用圆弧面零件编程圆弧面零件编程加工是学习数控车床编程技术的重要一环,也是学习其它回转体类零件加工的基础。
通过本项目的学习,要掌握如下知识,顺时针圆弧插补、逆时针圆弧插补方向的判断和G02、G03圆弧插补指令及终点坐标+半径格式的应用;仿形车削复合循环指令G73及其应用;刀尖半径补偿指令G40、G41、G42及应用;凸圆弧零件加工工艺制定及循环参数选择;完成成形面类零件编程加工及其尺寸控制。
一、零件图二、数控车床编程指令插补的概念根据给定的进给速度和给定轮廓线形的要求,在轮廓的已知点之间,确定一些中间点的方法,称为插补方法或插补原理。
编程指令(一)圆弧插补指令G02、G03G02——顺时针圆弧插补G03——逆时针圆弧插补1.指令功能:使刀具按给定进给速度沿圆弧方向进行切削加工。
2.圆弧的顺、逆方向的判断沿垂直于圆弧所在平面的坐标轴的正方向向负方向看去,刀具相对于工件的转动方向是顺时针方向为G02,逆时针方向为G03。
3.圆弧加工终点坐标+圆弧半径(或圆心坐标)指令格式G02(G03)X_Z_R_ F_G02(G03)X_ Z_ I_ K_ F_(二)径向(端面) 粗车复合循环指令G72该指令适用于圆柱棒料粗车阶梯轴(或法兰盘)的外圆或内孔,需切除较多余量时的情况。
与轴向粗车复合循环的区别仅在于切削方向平行于X轴。
[ FANUC 0i ] 系统径向(端面)粗车复合循环指令格式:G72 W(△d) R(e);G72 P(ns) Q(nf) U(△u) W(△w) F(△f) S(△s) T(t);N(ns)……;……;.N(nf) ……;(三)仿形粗车(闭环车削)复合循环指令G73该指令用于零件毛坯已基本成型的铸件或锻件的加工,铸件或锻件的形状与零件轮廓相接近。
该功能在切削工件时刀具轨迹为一闭合回路,刀具逐渐进给�使封闭的切削回路逐渐向零件最终形状靠近,完成工件的加工。
[ FANUC 0i ] 系统仿形粗车(闭环车削)复合循环指令格式:G73 U(△i) W(△k) R(d);G73 P(ns) Q(nf) U(△u) W(△w) F(△f) S(△s) T(t);N(ns)……;……;N(nf) ……;(四)刀具补偿指令1.刀具补偿的目的数控车床是按车刀刀尖对刀的,因车刀的刀尖不可能绝对尖,总有一个小圆弧,所以对刀刀尖的位置是一个假想的刀尖A。
圆弧插补大报告
圆弧插补大报告引言圆弧插补是数控机床中常用的轨迹插补方式之一。
它通过控制切削工具在圆弧轨迹上进行运动,实现对工件的切削加工。
本报告将对圆弧插补进行详细介绍,包括定义、算法和应用等方面。
一、定义圆弧插补是将一系列线段连接起来,构成一个平滑的曲线轨迹,实现对工件进行加工的方法。
它通过一系列的直线插补和圆弧插补指令来实现。
1.1 圆弧插补指令在数控系统中,通常使用G02和G03两个指令实现圆弧插补。
其中,G02用于指定顺时针方向的圆弧插补,G03用于指定逆时针方向的圆弧插补。
圆弧插补指令的格式如下:G02/G03 X** Y** I** J**其中,X和Y表示圆弧终点的坐标,I和J表示圆弧的圆心相对于起点的坐标偏移量。
1.2 插补算法实现圆弧插补的关键是计算插补路径上各点的坐标。
目前常用的插补算法有三种:线性插值法、圆心法和切线法。
•线性插值法:采用直线来逼近圆弧,将圆弧划分成若干个小线段,计算每个小线段的终点坐标。
•圆心法:通过计算圆心的坐标,以及角度的增量,依次计算插补路径上的坐标点。
•切线法:根据切线方向和切线长度来计算插补路径上各点的坐标。
二、算法比较与选择针对不同的加工要求和系统限制,根据插补算法的特点和适用范围,我们可以选择合适的算法进行圆弧插补。
2.1 线性插值法线性插值法是最简单、最直观的圆弧插补算法。
它适用于对精度要求不高的加工,且插补路径相对简单的情况。
线性插值法的计算简单,但是效率相对较低。
2.2 圆心法圆心法可以实现高精度的圆弧插补,适用于要求较高加工精度的加工任务。
由于圆心法计算复杂,对数控系统的算力要求较高,因此在一些性能较差的系统中可能无法使用圆心法。
2.3 切线法切线法是一种高效的圆弧插补算法,它能够满足大多数加工任务的要求。
切线法计算简单,效率高,且可以实现较高的加工精度。
因此,大多数数控机床采用切线法进行圆弧插补。
综上所述,根据加工要求、系统性能和效率需求等因素综合考虑,选择合适的插补算法进行圆弧插补。
圆弧插补指令应用论文
圆弧插补指令应用论文摘要:正确掌握刀具圆弧插补功能指令,并合理巧妙的使用该指令,对简化程序、正确编制程序能够起到很好的作用,从而使程序应用性增强。
0 引言《数控编程与加工操作》课程是数控技术专业的一门“理实一体化”专业主干课程,具有很强的实践性。
其中圆弧插补指令在数控车、铣削加工中应用非常广泛,但由于其编程格式的不唯一性,再加上其插补方向的判断引入了三维坐标系,初学者在使用过程中有一定的难度,导致实操的过程中浪费很多时间而且容易出错,文章介绍了更有效简单的使用方法。
1 如何使用圆弧插补指令圆弧插补指令的功能是使机床在给定的坐标平面内进行圆弧插补运动。
使刀具按照指定的进给速度从圆弧起点插补到圆弧终点,实现两点间的圆弧加工,插补过程中可以进行切削加工。
1.1 圆弧插补指令的格式及各参数含义在X-Y平面上加工圆弧时程序格式为:G17G02G03X_Y_I_J_R_F_在X-Z平面上加工圆弧时的程序格式为:G18G02G03X_Z_I_K_R_F_在Y-Z平面上加工圆弧时的程序格式为:G19G02G03Y_Z_J_K_R_F_指令格式中各参数含义:G17、G18、G19为圆弧插补时所选择的加工平面,依次对应的平面为XY、XZ、YZ;G17可以省略,一般在立式数控铣床常见;G02、G03:G02表示按指定速度进给的顺时针圆弧插补指令,G03表示按指定速度进给的逆时针圆弧插补指令;X_Y_Z_为圆弧插补终点坐标值(可以采用G90方式,也可以采用G91)。
I、J、K表示圆弧圆心相对于圆弧起点在X、Y、Z轴方向上的增量值;等于圆心坐标减去圆弧起点坐标,与G90,G91无关。
R是圆弧半径(当圆弧始点到终点所移动的角度小于180°时,半径R值为正,当从圆弧始点到终点所移动的角度超过180°时,半径R值为负,正好等于180°时,正负均可);F是进行圆弧插补时的进给速度。
1.2 判断圆弧插补指令G02、G03的方法顺圆、逆圆的判别方法是:利用笛卡尔直角坐标系右手定则判断出垂直于圆弧所在平面的坐标轴,沿着该轴的正方向往负方向看去,顺时针圆弧用G02,逆时针圆弧用G03,如图1所示。
基于PIC单片机的数控机床圆弧插补程序设计
基于PIC单片机的数控机床圆弧插补程序设计王滨;袁训山;张文明;鞠洪涛【期刊名称】《机床与液压》【年(卷),期】2011(39)18【摘要】The circular interpolation program design based on PIC microcontroller was described. The circular interpolation achieved by point by point comparison method included four steps, namely deviation determination, feeding, deviation computing, detection of end-point. PIC microcontroller, for its many advantages, was chosen to achieve interpolation. With integrated software development environment MPLAB-IDE, the program for the first quadrant was compiled and debugged, then it was analogized to the other quadrants. Changes in feeding direction were achieved by transforming coordinates. Quadrant transformation was achieved by redefining the coordinate axes and feeding direction with the algorithm remained unchanged.%介绍基于PIC单片机的数控机床圆弧插补程序设计.采用逐点比较法实现的圆弧插补要经过偏差判别、进给、偏差运算、终点判别4个节拍的处理.选用PIC单片机进行程序编制,借助于软件集成开发环境MPLAB-IDE,先编制第一象限圆弧插补的程序并进行调试,再类推到其他象限.进给方向的变化可通过变换坐标实现;象限变换则是通过重新定义坐标轴和进给方向但算法不变实现的.【总页数】3页(P94-96)【作者】王滨;袁训山;张文明;鞠洪涛【作者单位】沈阳大学机械工程学院,辽宁沈阳110044;沈阳大学机械工程学院,辽宁沈阳110044;沈阳大学机械工程学院,辽宁沈阳110044;沈阳大学机械工程学院,辽宁沈阳110044【正文语种】中文【中图分类】TP274+.2【相关文献】1.PIC单片机C语言程序设计探析 [J], 李永飚;王景;许娜2.基于PIC单片机的多轴直线插补的C程序设计 [J], 廖述常3.PIC单片机C语言程序设计(4) [J], 丁锦滔4.PIC单片机C语言程序设计(5) [J], 丁锦滔5.PIC单片机C语言程序设计(6) [J], 丁锦滔因版权原因,仅展示原文概要,查看原文内容请购买。
圆弧插补指令教案(精)
公开课教案题目:圆弧插补指令G02、G03教师陶冶专业:机电日期:2013.4.19圆弧插补指令G02、G03授课者陶冶【教材分析】本教材通过项目教学目标实践任务要求,学习当构成零件的要素中含有圆弧要素时,如何来进行编程与加工。
目的是使学生通过目标的达到来熟悉圆弧加工指令的格式、功能、应用的基本知识。
【学生情况分析】1、11秋的学生已经开始接触和学习数控专业知识,具备了加工一般零件的工艺知识,能够编写一些简单的阶梯轴类零件程序,但对含有圆弧零件的编程与加工还比较陌生,因此,本节任务主要就是让学生掌握圆弧零件的编程。
2、圆弧插补有顺时针插补和逆时针插补,学生在具体应用时容易出现混淆,因此这一部分要作为难点来处理,解决难点时我设计了一些小游戏,让同学们参与其中,形象直观,一目了然,使学生印象深刻,达到解决难点的目的。
3、由于这个年龄段的学生比较活泼,爱表现,求知欲强烈,故而在教学方法上我采用分组讨论法,学生自我展示法等手段,使学生充分参与到学习中来,享受学习的过程,充分展示中职学生的风采。
【教学目标】知识目标:熟记圆弧插补指令的编程格式和每个字符的意义。
能力目标:1. 能熟练运用圆弧插补指令编写程序。
2. 提高自主学习的能力。
情感目标:1.培养爱国主义和团队合作精神;2.养成科学严谨的编程态度。
【教学重、难点】教学重点:1.掌握圆弧插补指令格式。
2. 熟练应用编程。
教学难点:圆弧插补顺逆的判断。
【教学方法】项目教学、任务驱动、小组探讨、自我展示、讲练结合、互联网等。
【教学过程】教学环节教学内容教学方法说明复习旧课提问1、快速定位G00格式?解答:G00X(U)__Z(W)__提问2、直线插补G01格式?解答:G01X(U)__Z(W)__ F__通过爬黑板检查学生对所学知识掌握情况,并给出点评和奖励,达到复习的目的,提高学生的积极性。
引入新12月24号是平安夜,25号是圣诞节,同学们这个圣诞节打算怎么过?打算送什么礼物呢?平安夜送苹果,圣诞节有圣诞通过圣诞节的苹果和圣诞树来激发学生的兴趣,引出本节课的学习内容课树!今年的圣诞节你是否想过的与众不同呢?我们都是数控班的学生,大家想不想在数控车上车一个苹果和圣诞树呢?车削苹果和圣诞树有点难度,我们先从简单的入手,先车一个球头轴,这是一个非常有代表性的工件,只要你会编写这个件的程序,那么大家就会编写苹果和圣诞树的加工程序了,下面我们给出本节课的项目任务项目任务:编写该球头轴的精加工程序,毛坯已粗车,车床刀架前置。
二维高性能圆弧插补算法的研究及改进
二维高性能圆弧插补算法的研究及改进
肖宇明皓
( 华中科技大学ꎬ 武汉 430070)
Abstract: Interpolation is one of the most important functions among the entire numerical control device. The optimization of the performance of the interpolation algorithm has great influence on the performance of CNC machine tools. Firstlyꎬ this paper compares some existing improved arc interpolation algorithmsꎬ and then puts forward a new improved arc algorithm based on the principle of equal chord height error. Finallyꎬ it compares with the existing algorithm in the aspects of speed and precision of the algorithm. Key words: CNC systemꎻ equal chord deviationꎻ circular interpolationꎻ time division method
基于PIC单片机的数控机床圆弧插补程序设计
基 于 PC单 片机 的数 控 机 床 圆 弧插 补 程序 设 计 I
王滨 ,袁训 山 ,张文明 ,鞠 洪涛
( 阳大学机 械 工程 学 院 ,辽 宁 沈 阳 10 4 ) 沈 10 4
摘要 :介绍基 于 PC单 片机 的数 控机床圆弧插补程 序设计 。采用逐 点 比较 法实 现 的圆弧插补 要经过 偏差 判别 、进 给 、 I 偏差运算 、终 点判 别 4个节拍 的处理 。选用 PC单 片机进行程序编制 ,借助于软件集 成开发环境 MP A . E,先编制第 一 I L BI D 象限圆弧插补 的程序并 进行 调试 ,再类推到其他象 限。进 给方向的变化可通过 变换坐标 实现 ;象 限变换则是通 过重新定 义
21 0 1年 9月
机床与液压
MAC NE TOOL & HYDRAUL CS HI I
Sp2 1 e . 01 V0 _ 9 No 1 l3 . 8
第3 9卷 第 1 8期
o :1 . 9 9 j i . 0 1 1 . 3 s 8 12 1. 80 3
Absr t The ic l r i epo ain r g a t ac : cr u a ntr l t p o r m d sg s d n C mir c n rle wa d s rbe o e i n ba e o PI co o tolr s e c i d. Th cr ua it r lto e ic l r n epoa in
qa rns h ne e i i co ee civdb a s r n oria s udat as r a o a civdb d f ig udat.C ags nf dn dr t nw r ahee yt nf mi cod t .Q arn t nf m t nW ahee yr e nn i e g ei r o g ne r o i s e i