C11FS标准作业书【手顺】
【最新推荐】标准化作业指导书word版本 (12页)

本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==标准化作业指导书篇一:标准化作业指导书范本1-15范本1编号:Q/×××10kV××线路××号断路器以下架空线路停电作业倒闸操作标准化作业指导书编写: 年月日审核: 年月日批准: 年月日工作负责人:工作时间: 年月日时分至年月日时×××县供电公司××供电所(施工队)目次1.标准化作业流程图2.范围3.引用文件4.准备阶段5.作业阶段6. 总结阶段分1.标准化工作流程图配电倒闸操作标准化流程图2.范围本工作指导书针对××号断路器以下架空线路停电作业倒闸操作工作,仅适用于该项工作。
3.引用文件1.《电力安全工作规程》(电力线路部分) 2.《配电作业安全管理规定》3.《配电安全管理规定》 4.《配电工程安全管理暂行规定》 4.准备阶段4.1 准备工作安排10kV××线××号断路器以下架空线路停电作业倒闸操作准备工作安排4.2 工作人员要求10kV××线××号断路器以下架空线路停电作业倒闸操作作业人员要求4.3 工器具准备10kV××线××号断路器以下架空线路停电作业倒闸操作工器具准备工器具准备人:工器具收回人:年月日4.5 危险点分析及安全控制措施10kV××线××号断路器以下架空线路停电作业倒闸操作危险点分析及安全控制措施4.6 工作人员分工10kV××线××号断路器以下架空线路停电作业倒闸操作作业人员分工5.工作阶段5.1作业内容、步骤及操作标准10kV××线××号断路器以下架空线路停电作业倒闸操作作业内容、步骤及操作标准6.总结阶段 6.1 验收总结10kV××线××号断路器以下架空线路停电作业倒闸操作验收总结6.2 指导书执行情况评估10kV××线××号断路器以下架空线路停电作业倒闸操作指导书执行情况评估篇二:现场标准化作业指导书国家电网公司--现场标准化作业指导书编制导则 201X-05-20 12:25:37| 分类:专业技术交流现场标准化作业指导书编制导则 (试行)国家电网公司 201X年9月目次前言................................................................................................................................ II 1 范围................................................................... ............................................................. 1 2 规范性引用文件................................................................... ......................................... 1 3 术语和定义................................................................... ................................................. 1 4 作业指导书的编制原则................................................................... ............................. 2 5 作业指导书的编制依据................................................................... ............................. 3 6 作业指导书的结构内容及格式................................................................... ................. 3 6.1 变电检修作业指导书................................................................... ................................ 3 6.2 变电运行巡视指导书................................................................... ............................... 11 6.3 高压试验作业指导书................................................................... .............................. 17 6.4 线路运行巡视指导书................................................................... .............................. 23 6.5 线路检修作业指导书................................................................... .............................. 29 7 现场作业指导书的文本要求................................................................... ................... 35 8 现场作业指导书的应用与管理................................................................... ............... 36 附录A 作业指导书主要编制依据................................................................... .............. 39 附录B ×××变电站×××kV××线×××断路器大修定置图及围栏图................ 45 附录C ×××变电站×××kV××线×××断路器大修流程图............................... 46 附录D×××变电站巡视路线图................................................................... .. (47)前言为推行现场标准化作业,加强现场标准化作业的管理,规范现场作业指导书的编制,实施全过程控制,特制订本导则。
作业指导书1
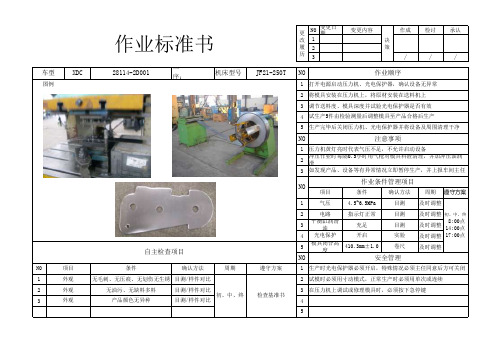
NO 变更日期作成检讨123//一序:落片机床型号NO 12345NO 123周期1及时调整2及时调整3及时调整4及时调整5及时调整NO NO周期11223345作业标准书更改履历变更内容决策作业顺序图例打开电源启动压力机、光电保护器,确认设备无异常将模具安装在压力机上,将原材安装在送料机上车型XDC 28114-2D001JF21-250T 冲压作业时每隔0.5小时用气枪对模具料渣清理,并加冲压油如发现产品、设备等有异常情况立即暂停生产,并上报车间调节送料度、模具深度并试验光电保护器是否有效试生产5件由检验测量后调整模具至产品合格后生产生产完毕后关闭压力机、光电保护器并将设备及周围清理干注意事项NO作业条件管理项目项目条件确认方法压力机黄灯亮时代表气压不足,不允许启动设备气压 4.5~6.5MPa 目测电路指示灯正常目测平衡缸润滑油充足目测实验自主检查项目模具闭合高度410.3mm±1.0卷尺安全管理项目条件确认方法遵守方案光电保护开启生产时光电保护器必须开启,特殊情况必须主任同意后方可外观无毛刺、无压痕、无划伤无生锈目测/样件对比初、中、终试模时必须用寸动模式,正常生产时必须用单次或连续外观无油污、无缺料多料目测/样件对比检查基准书在压力机上调试或修理模具时,必须按下急停键外观产品颜色无异种目测/样件对比NO 变更日期作成检讨123//二序:翻孔机床型号NO12345NO 123周期1及时调整2及时调整3及时调整4及时调整5及时调整NO NO周期1122334作业标准书更改履历变更内容决策作业顺序图例打开电源启动压力机、光电保护器,确认设备无异常将模具安装在压力机上车型XDC 28114-2D001JE21-80T 冲压作业时每隔0.5小时用气枪对模具料渣清理,并加冲压油如发现产品、设备等有异常情况立即暂停生产,并上报车间调节模具深度并试验光电保护器是否有效试生产5件由检验测量后调整模具至产品合格后生产生产完毕后关闭压力机、光电保护器并将设备及周围清理干注意事项NO作业条件管理项目项目条件确认方法压力机黄灯亮时代表气压不足,不允许启动设备气压 3.0~5.0MPa 目测电路指示灯正常目测平衡缸润滑油充足目测实验自主检查项目模具闭合高度410.9mm±1.0卷尺安全管理项目条件确认方法遵守方案光电保护开启生产时光电保护器必须开启,特殊情况必须主任同意后方可外观无毛刺、无压痕、无划伤无生锈目测/样件对比初、中、终试模时必须用寸动模式,正常生产时必须用单次或连续外观无油污、翻孔无伤害性裂口目测/样件对比检查基准书在压力机上调试或修理模具时,必须按下急停键外观产品颜色无异种目测/样件对比5NO 变更日期作成检讨123//三序:折弯机床型号NO 12345NO 123周期1及时调整2及时调整3及时调整4及时调整5及时调整NO NO周期11223作业标准书更改履历变更内容决策作业顺序图例打开电源启动压力机、光电保护器,确认设备无异常将模具安装在压力机上,将原材安装在送料机上车型XDC 28114-2D001JE21-80T 冲压作业时每隔0.5小时用气枪对模具料渣清理,并加冲压油如发现产品、设备等有异常情况立即暂停生产,并上报车间调节送料度、模具深度并试验光电保护器是否有效试生产5件由检验测量后调整模具至产品合格后生产生产完毕后关闭压力机、光电保护器并将设备及周围清理干注意事项NO作业条件管理项目项目条件确认方法压力机黄灯亮时代表气压不足,不允许启动设备气压 3.0~5.0MPa 目测电路指示灯正常目测平衡缸润滑油充足目测实验自主检查项目模具闭合高度410.9mm±1.0卷尺安全管理项目条件确认方法遵守方案光电保护开启生产时光电保护器必须开启,特殊情况必须主任同意后方可外观无毛刺、无压痕、无划伤无生锈目测/样件对比初、中、终试模时必须用寸动模式,正常生产时必须用单次或连续外观无油污、无裂口目测/样件对比检查基准书在压力机上调试或修理模具时,必须按下急停键345NO 变更日期作成检讨123//四序:折弯机床型号NO12345NO 123周期1及时调整2及时调整3及时调整4及时调整5及时调整NO NO周期112初、中、终检查基准书外观产品颜色无异种目测/样件对比作业标准书更改履历变更内容决策作业顺序图例打开电源启动压力机、光电保护器,确认设备无异常将模具安装在压力机上车型XDC 28114-2D001JE21-80T 冲压作业时每隔0.5小时用气枪对模具料渣清理,并加冲压油如发现产品、设备等有异常情况立即暂停生产,并上报车间调节模具深度并试验光电保护器是否有效试生产5件由检验测量后调整模具至产品合格后生产生产完毕后关闭压力机、光电保护器并将设备及周围清理干注意事项NO作业条件管理项目项目条件确认方法压力机黄灯亮时代表气压不足,不允许启动设备气压 3.0~5.0MPa 目测电路指示灯正常目测平衡缸润滑油充足目测实验自主检查项目模具闭合高度410.9mm±1.0卷尺安全管理项目条件确认方法遵守方案光电保护开启生产时光电保护器必须开启,特殊情况必须主任同意后方可外观无毛刺、无压痕、无划伤无生锈目测/样件对比试模时必须用寸动模式,正常生产时必须用单次或连续23345NO 变更日期作成检讨123//五序:折弯机床型号NO12345NO 123周期1及时调整2及时调整3及时调整4及时调整5及时调整NO NO 周期1初、中、终外观无油污、无裂口目测/样件对比检查基准书在压力机上调试或修理模具时,必须按下急停键外观产品颜色无异种目测/样件对比作业标准书更改履历变更内容决策作业顺序图例打开电源启动压力机、光电保护器,确认设备无异常将模具安装在压力机上车型XDC 28114-2D001JE21-80T 冲压作业时每隔0.5小时用气枪对模具料渣清理,并加冲压油如发现产品、设备等有异常情况立即暂停生产,并上报车间调节模具深度并试验光电保护器是否有效试生产5件由检验测量后调整模具至产品合格后生产生产完毕后关闭压力机、光电保护器并将设备及周围清理干注意事项NO作业条件管理项目项目条件确认方法压力机黄灯亮时代表气压不足,不允许启动设备气压 3.0~5.0MPa 目测电路指示灯正常目测平衡缸润滑油充足目测光电保护开启实验自主检查项目模具闭合高度410.9mm±1.0卷尺安全管理项目条件确认方法遵守方案生产时光电保护器必须开启,特殊情况必须主任同意后方可续续续续续。
作业手顺书制作(精)

QMCI-75-3 NC FORMAT 1
文书名
作业手顺书 Pyro/LE Line 作业名文书保存,发放流程NC 朱丽霞标准书号P1/2关联文书号
5、文书管理员修改【各线文书list 】;
新文书:添加文件名和手顺编号及版本后实施相互超链接
旧文书:修改版本后重新实施相互超链接
6、点击【各线文书list】内的手顺书编号可以直接打开该手顺;
点击手顺书的编号可以打开【各线文书list】
7、文书list和手顺书的超链接方法
不要随意变更文件的保存名
①文书list超链接手顺书:文书右击手顺书编号、点击超链接;
点击手顺书名称,点击确认
②手顺书超链接文书list:右击手顺书编号、点击超链接;
点击各线文书list,点击确认
制定版本作业方法条件
要点参照点击文件名称,
点击查找范围框内的点击各线文书list
-DSSC-。
标准作业卡片
⑬ ⑭
第一阶段 作业说明
·说明要做什么作业。
·弄清对该作业有无了解。
·说明作业的重要性。
*管理项目:确认结果的内容。
·带到正确位置。
*点检项目:设定压力、温度等的设备条件,
·对部品、工具进行说明。
部品的保管条件等确认要因的内容。
第二阶段 先示范,再让受教人员试做
◆监督者的管理项目的选定
· 一边说主要步骤、要点、要点理由,一边做。
· 让受教人员一边说主要步骤、要点、要点理由, 一边试做。
※反复指导,指导记住。
第三阶段 教育后的观察
· 决定不明白时能问的人。
· 反复调查。
· 让其达到能提问的水平。
管理项目一览表
以工程作业表(或管理工程图)、标准作业指导书及后工序和相关部门的质量情报为基础,监督者自行确认的【管理点(管理项目及点检项目)】确认项目、确认频率用一览表汇总。
① 重保特性及工程作业表(或工程管理图)中有质
量确认的指示的作业(主要为抽检)。
② 标准作业指导书(分解)中须要控制的作业。
③ 编成替换、新人、支援者等。
由于人员变更须要
控制的作业。
④ 更具质量不良情况须要控制的作业。
根据上述内容,选出班组长认为最重要的内容(班组长的管理项目)后记入。
教育的3阶段。
精品电子元器件修理作业标准书电子电路工程科技专业资料优秀
数量及单位
1套 1个 1把 1台
辅料及材料
锡线(M705-F3-ESC) 高温胶纸 棉棒
打点笔 ZEBRA MO-120-MC
数量及单位 修 版次
1卷
订
1卷 1个 1支
记 录
担当
日期
修改履历
图示说明
作业步骤
注意事项
【不良确认】 1.修理员从不良品盒中取出不良品。 2.使用显微镜确认不良品,不良现象和标识卡上一致。为排阻偏移 倾斜等不良,依以下方法修正。
3.使用烙铁清理IC焊盘上多余的焊锡,并进行清洁【图5】。 4.将新的IC放到焊盘上,进行定位、焊接【图7、8】。 5.使用洗板刷清洁部品周围残余的松香。使用棉棒擦拭IC表面,使
拆下之部品一律报废 处理!
IC表面丝印清晰。
【品质保证】
1.修理作业完成后,参照「目视检查作业标准书」对修理品进行检查
确认无“连点、锡尖”等品质不良。防止二次不良发生。
5.用烙铁进行部品焊接及修正。 (加热时间要求:2~3秒)。
5.使用洗板刷清洁部品周围残余的松香。使用棉棒擦拭IC表面,使 IC表面丝印清晰。
拆下之部品一律报废 处理!
【品质保证】 1.修理作业完成后,参照「目视检查作业标准书」对修理品进行检查 确认无“连点、锡尖”等品质不良。防止二次不良发生。 2.经确认品质无误后,在制造不良履历小票修理者栏签名。有部品 更换或部品拆下重装时,需在部品旁边作标识点。 3.将修理部品放入修理OK品箱中,将修理作业记入实装修理日报
文件修改履历表
修改内容
修改日期
担当
文件名:修理作业标准书
使用设备、工具
恒温烙铁 烙铁头(T12-BC3)
手电筒装配标准作业书(分解版)

6 用右手拿起镜座总成,拧入本体前端,直到拧紧为止
7 右手同时拿起两节五号电池,正极朝前,放入本体内
8 右手拿起电筒后盖,拧入本体的后端,直到拧紧为止
9 用大姆指把开关拨到第一档,按下红色按钮,确认灯泡是否工作 正常、发光
10 用大姆指把开关拨到第二档,确认灯泡是否工作正常、发光。
11 目视确认本体无凹坑、表面无划伤、玻璃镜片无破损
12 把完成品放在指定的位置中。
合计 禁止事项・理由(灾害不良的事例)
异常时的处理、特记事项、其他
1.发生异常的时候要向工厂长报告, 不能够自己判断处理。
Form
No . 203-100A
指名作业
业 分 解 时间(分) 主 要 步
无
认 骤
班长
文铭忠
重点(重点的理由)
作业流程 ・图解 ・ 其他
1 左手拿起镜座,带凸环的一面朝下,同时用右手三根
2 把镜片放入镜座内,使镜片与镜座内侧完全贴合
3 用右手手指捏住聚光镜边缘开口向下拿起,放入镜座内。
4 把分装后的镜座总成放置在制定的料架中。
5 左手拿起电筒本体,灯泡安装侧朝右下30度左右,右手 捏住灯泡玻璃部,灯泡带螺纹部朝左,灯泡螺纹部对准 底座灯泡安装口,顺着螺纹拧入,直到拧紧为止。
标准作业书【分 解】A
第1页
工程名 (作业名) 使用劳保工具 使用工具 使用零件等 NO 作
以上的手指拿起透光镜
共2页
无
管理NO: H-J42-B/S-X11C-003
习熟 天数 无
0.25天
手电筒装配作业 无 无
工序号
修改年月日 修订次数 修订原因 确 系长
######## N 新规作成
资格
周新建
标准作业书
0 2
41 25
記 號
安 全 在 库 检 查
作业范围
个人作业时间管理图
(分 ) 3.5
月份
车间
班个人作业时间管理图
广州风神 规制时间
附 随 主 体 附 随 主 体 附 随 主 体 附 随 主 体 附 随 主 体 附 随 主 体 附 随 主 体 附 随 主 体
3
2.5
附 随 主 体
作 业 时 间
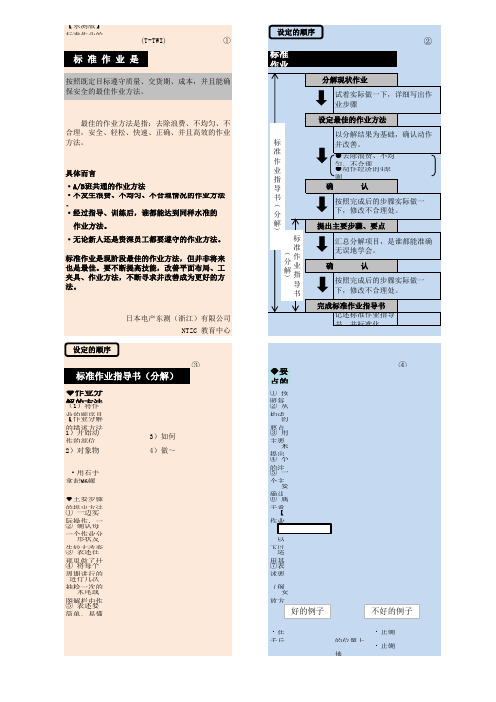
分解现状的作业 制作最好的方法
试着实际操作并详细写出作业 顺序。 以分解结果为主的动作,加以 改善。 排除浪费、不均、不合理,应 用运用动作经济的4个原则 按照完成的分解作业,试着实际 操作,若有不合之处加以修正。 要使每个人都能正确无误的整理 分解项目。
分 解 版 手 顺 版 确 认 确 的 认
按照完成的步骤试着实际操作 并修正不合之处。 记述到标准作业书,予以标准 化。
广州风神
符号内容 表示法 50 表示的意义
※库存 ※检查 (品质确认) ※要点 ※工作范围
1/10
标准库存有50个 每10个检查 1个 填入每个配置图的作业(工程) 有关安全的内容以十字填入 填入注意内容。 做业范围,填在作业开始与 结束的位置。 开始为白色三角 结束为黑色三角
※步行途径
1P
1P表示1步、2P代表2步
广州风神
编成版设定的程序 编成版设定的程序
制做作业编成表
做 作业的 主 作 的
标 准 作 业 书 编 成 版
制作 的
作业 的4 的 作业 作 找出每区一人主要的步骤和要点 设定的每一 作业的 主要步骤 作 作业编成 每 主要步骤 要 出主要的 点 程序
作
要做
作成
作业
シロセット手顺书chinese
●※加工次序①②③○○④○⑤⑥○干燥时,不要用风扇的风直接吹。
(因为有湿气,会接触加工部分)。
⑦移动到干燥场所时令其干燥。
(有除湿设备时可以一起使用。
)※喷雾条件①②离开脚口10CM 这段距离不要喷雾。
○③※(设备)设定条件<基本>①10秒合计=70秒②◎※①喷雾地方 = 只有喷蒸汽的地方。
(此处以外如果喷雾会反应不足变白。
)②③※其他注意事项①单前省・双前省 前省部分先进行加工,所以要对齐挺缝线。
(这是出现二重线的原因)○成衣不好分辨时,可以在洗涤后确认挺缝线是否连接好。
②喷雾机(喷枪)在操作结束时,洗涤喷雾头,放在水里。
(为了防止堵塞 )コテ圧力2kg/㎡如果过了上记的时间,就会反应不足,造成白色污。
蒸汽 ・・・100℃ = 30秒吸风 ・・・ = 10秒温度100℃±5℃防污对策更换棉布 = 水分不要过量,及时更换。
(水洗即可使用干燥的棉布)绿色垫子在作业结束时,一定要水洗去除污。
挺缝的地方喷雾40%。
(标准=刚开始下雨时地面泛亮的状态。
)出色差时,喷雾到脚口。
挺缝线以外喷雾20%~30%即可。
加压 ・・・100℃ = 30秒喷雾后、3~10分钟以内进行免烫加工。
喷雾双前省款式=第二前省・侧袋的加工。
股下加工时后股的地方,喷雾的形式喷水可以防止皱折。
免烫结束后,贴免烫标签,用3点固定的衣架挂起来(脚口部长向上)免烫加工程序书2014年1月10日喷雾单前省・无前省款式 = 侧袋口的加工。
股下加工时使用3片棉布。
烫台上使用烫蹬,股下整烫边界以及皱折用熨斗修理。
进行免烫加工前,一定要进行面料试验。
(开角度,色差,缩率的确认)(单前省・双前省)前身第一前省的加工(TEC 时,后袋也进行加工)。
10L的软水 依次加入免烫药粉A・B慢慢混合。
作成成衣后的加工。
日本卫生管理手顺
33
1%逆性石けん液を手につけ、30秒間よくこすります。 水で手を洗い、逆性石けん液をよく洗い落とします。 ペーパータオルで手を拭きます。 ライン監督者が従事者の手指洗浄・殺菌の様子を始業時、休憩後などの タイミングで観察し、日次衛生点検表に記録します。洗浄・殺菌の手順 を守らない従事者がいた場合には指導・訓練を行います。 (C)トイレの清潔維持 適切で使用しやすいトイレは、固有の下水処理につながっていて、いつで も使え、衛生的でよく手入れされていなければなりません。 手順は以下の通りです。 製造区域 に 隣接 した 休憩区域 の 中 に、 男女別々 のトイレを 設置 します。 各トイレは、内側に開く二重ドアがついており、換気がよく、設置する トイレの数は、従業員の数に基づき男女別を考慮して別々に設置します。 ABCエビ 会社 の 従業員 は、 男125人、 女135人 です。 男子用 トイレは 8、 女子用トイレは9です。従業員の数が増えたら、トイレを増設します。 製造時間中、ライン監督者はトイレ施設が衛生的で備品が足りているこ とを点検します。結果は、日次衛生管理点検表に記録します。 製造終了後、YXZ清掃消毒会社がトイレ施設を清掃し、消毒し、備品を 補充する責任を持ちます。 保守部門は、トイレ施設がいつでも使えるよう、手入れをよくします。 (D)機械器具の洗浄殺菌 作業を始める前に、前日の洗浄結果の状態を確認し、確実に洗浄されてい ることが確認できたら、次の作業に入ります。 70%アルコールを、乾いた状態の作業台に噴霧します。 アルコール分は蒸発が速いので、噴霧した後は水拭きしません。 作業が終わったあと 洗浄剤メーカーの処方に従って希釈した洗浄剤(洗浄剤名:○×)をフ キンに浸し、表面をこすり洗いして、汚れを落とします。 清潔なフキンで水拭きして、汚れと洗浄剤を完全に拭き取ります。 70%アルコールを、乾いた台の上に満遍なく噴霧して殺菌します。 ライン監督者は終了後、台の状態を目視点検します。洗浄が不十分な箇 所があれば作業をやり直させます。点検結果は日次衛生管理点検表に記
作业及检查要领书培训教材
加工工序 No:1
加工工序 No:2
加工工序 No:3
60S
10S
50S
10S
30S
一、什么是标准作业
作业要 领书
标准作业票
两
书
标准作ቤተ መጻሕፍቲ ባይዱ
标准作业
业文件
组合票
检查要 领书
工序能力表
二、标准作业的目的
有这样一个问题:品质是
1、设计出来的?
2、管理出来的?
3、制造出来的?
4、检验出来的?
节拍=—可—用日—生—产时—间×—设—备可—动—率 日总需要量
例:潍柴一号工厂总装车间实行两班倒,每班8个小时, 其中每个班包括30分钟的吃饭时间,假设一号工厂总装车 间的设备可动率为80%,客户需求为一天400台发动机, 问总装车间的节拍为多少?
每班可用生产时间=8小时X60分钟X60S-30分钟 X60S
①工种安全操作规程
结 合 ②以往人身、设备、质量事故教训
③影响下一工序操作的潜在后果
明确提示
详细说明从事本作业可能发生的安全隐患
三、两书的编制方法——作业/检查要领书
e) 要持续改善和修定
保证要领书的适用性
改善
修订
作业内容改变 作业环境改变 作业条件、设备改变等等
四、两书的使用
1、在生产前,应按标准作业对员工进行培训。
原则 1:要对作业/检查内容进行合理归纳分析,
去除作业中的多余动作。 2:反复斟酌语言描述表达方式和用词,两句 话能说清绝不用第三句,尽量使用工种通用词 汇,避免使用模棱两可的语言,如作业要领书 中有描述“观察电压表显示为400V左右”,应 明确电压值的区间。 3:能用图片表达的少用文字,图片要突出拍 摄对象、角度合理,能直观反映出细节部位的 特征或设备和操作者的作业情景。